Изобретение относится к станкостроению, а именно к устройствам для автоматической смены инструмента на станках токарной группы, предпочтительно с числовым программным управлением, обрабатывающих центрах и т.п.
Целью изобретения является повышение надежности зажима и быстродействия головки.
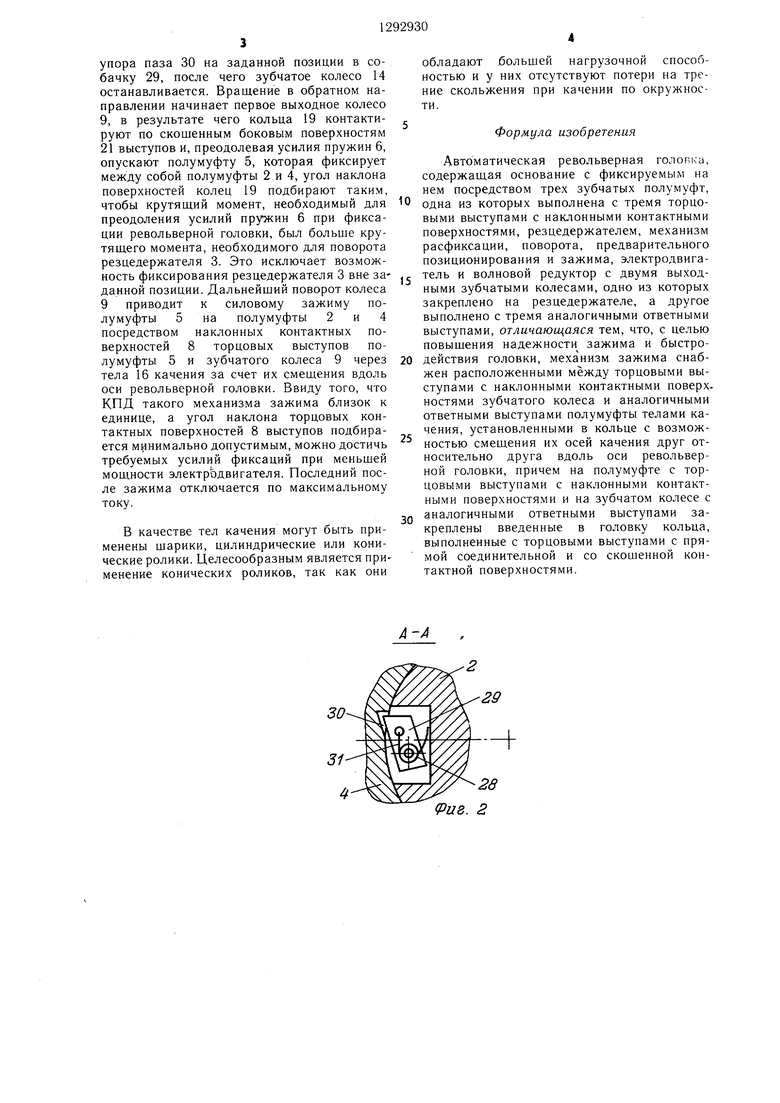
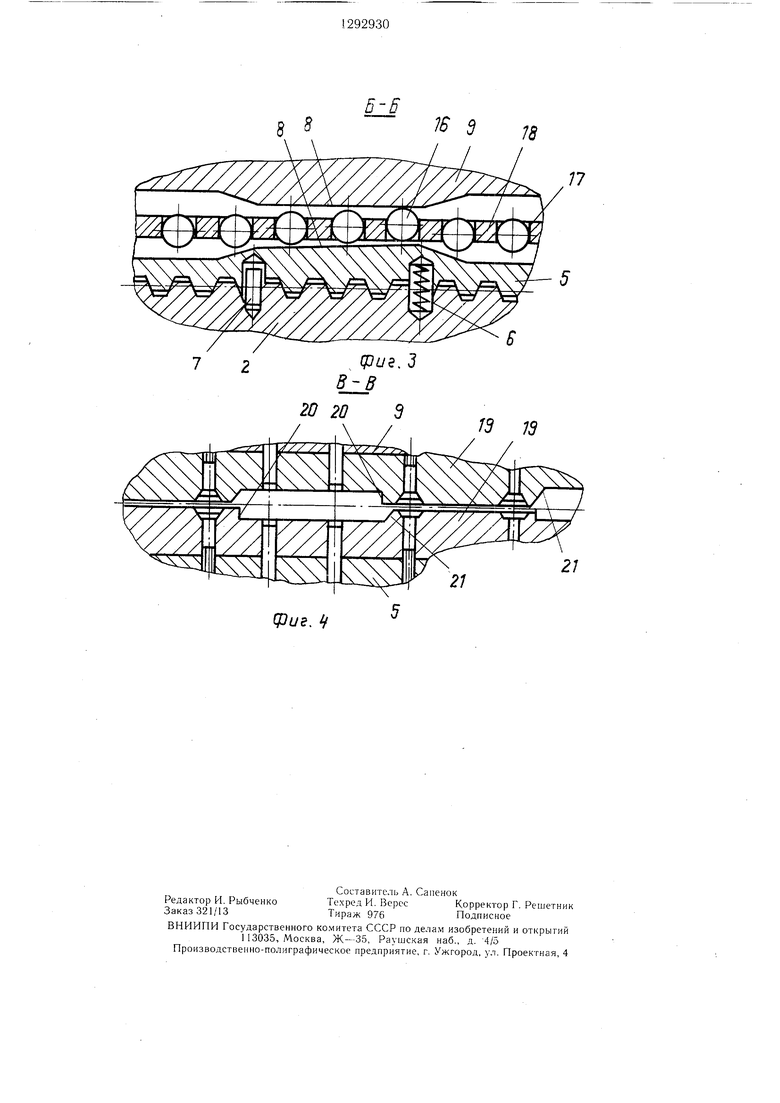
На фиг. 1 показана револьверная головка, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Автоматическая револьверная головка содержит устанавливаемое на суппорте станка основание 1 с закрепленной на нем зубчатой полумуфтой 2, разцедержатель 3 с закрепленной на нем зубчатой полумуфтой 4. Последняя концентрична полумуфте 2 и сцеплена с ней посредством зубчатой полумуфты 5. Между полумуфтами 2 и 5 расположены пружины 6 сжатия и направляющие штифты 7. Последние запрессованы в одной из полумуфт и входят в отверстия другой, позволяя полумуфте 5 перемещаться только вдоль оси револьверной головки относительно основания 1. Полумуфта 5 имеет на противоположном торце три выстуна с наклонной контактной поверхностью 8. Такие же ответные выступы имеются на торце у выходного зубчатого колеса 9 волнового редуктора, состоящего из установленного на валу 10 электродвигателя 11, генератора 12 волн, гибкого колеса 13 и другого выходного зубчатого колеса 14, закрепленного на резцедержателе 3. Электродвигатель 11 встроен в закрепленном на основании 1 стакане 15. Между торцами колеса 9 и полумуфты 5 расположены тела 16 качения, контактирующие с поверхностями 8 выступов и вставленные в гнезда 17 кольца 18. Гнезда 17 представляют собой отверстия продолговатой вдоль оси револьверной головки формы в поперечном сечении и выполнены в кольце 18 со стороны периферии. При этом величина раскрытия гнезда 17 с торца меньше диаметра тел 16 качения (во избежание выпадания). Такое конструктивное выполнение гнезд 17 для установки тел 16 качения (например цилиндрических роликов) обеспечивает возможность смещения их осей качения вдоль оси револьверной головки (следует отметить, что конструктивные исполнения для обеспечения возможности смещения осей тел качения могут быть разнообразными в зависимости от усилия зажима, величины хода на расфик- сацию и зажим резцедержателя и вида тел качения). На торце колеса 9 и полумуфты 5 также имеются закрепленные на них кольца 19, имеющие выступы с прямой соединительной 20 и со скошенной контактирующей 21 боковыми поверхностями. При
0
5
0
5
0
5
0
5
этом кольца 19 закреплены в таком угловом положении, чтобы состояние - выступ одного над впадиной другого - соответствовало такому же относительному положению выступов с наклонными контактными поверхностями 8 зубчатого колеса 9 и полу- муфты 5. С колесом 14 посредством фланца 22 и крышки 23 жестко связан валик 24, проходящий через отверстие вала 10. На неподвижном основании расположены герконы 25, количество которых соответствует количеству программируемых позиций резцедержателя. Над герконом 25 находится постоянный магнит 26, установленный в поводке 27, закрепленном на валике 24. В полумуфте 2 установлена на оси 28 собачка 29, контактирующая с пазами 30, выполненными в полумуфте 4. Пазы 30 имеют прямую упирающуюся в собачку, и скошенную поверхности. Собачка 29 посредством пружины 31 всегда прижимается к полумуфте 4. Количество пазов 30 соответствует количеству позиций резцедержателя 3.
Головка работает следующим образом.
По команде управления станком включается электродвигатель 11, передавая вра- .ение валу 10 и генератору 12 волн, вызывающему волновые деформации гибкого колеса 13. Выходное колесо 14 волнового редуктора, соединенное с резцедержателем 3, до его расфиксации стоит жестко, в результате редуцированным числом оборотов проворачивается зубчатое колесо 9 с торцовыми выступами с наклонными контактными поверхностями 8 и закрепленным на нем кольцом 19. В момент совпадения выступов колец 19, а также выступов на торцах колеса 9 и полумуфты 5 с впадинами полумуфта 5 с закрепленным на нем кольцом 19 посредством пружин 6 поднимается за счет смещения тел 16 качения в гнездах кольца 18 вдоль оси револьверной головки. Тем самым полумуфты 2 и 4 освобождаются от взаимной фиксации, а соединительные боковые поверхности 20 колец 19 блокируют зубчатое колесо 9 с полумуфтой 5, при этом зубчатое колесо 9 прекращает вращение. Поскольку в этот момент резцедерясатель 3 не зафиксирован, начинает вращаться второе выходное колесо 14 волнового редуктора и поворачивает резцедержатель 3 в заданную позицию. При этом собачка 29 проскакивает в пазах 30, не препятствуя повороту резцедержателя 3. Совместно с резцедержателем 3 поворачивается и валик 24, ведя постоянный магнит 26. над герконами 25. По достижении резцедержателем 3 заданной позиции герконный ко- мандоаппарат выдает ответ позиции, а электродвигатель 11 получает команду на реверсирование. Паз 30 заданной позиции на полумуфте 4 в этот момент перебегает относительно собачки 29. Выходное колесо 14 после реверсирования начинает поворот резцедержателя 3 в обратном направлении до
упора паза 30 на заданной позиции в собачку 29, после чего зубчатое колесо 14 останавливается. Вращение в обратном направлении начинает первое выходное колесо 9, в результате чего кольца 19 контактируют по скошенным боковым поверхностям 21 выступов и, преодолевая усилия пружин 6, опускают полумуфту 5, которая фиксирует между собой полумуфты 2 и 4, угол наклона поверхностей колец 19 подбирают таким,
обладают большей нагрузочной способностью и у них отсутствуют потери на трение скольжения при качении по окружности.
Формула изобретения
Автоматическая револьверная голоР5ка, содержащая основание с фиксируемым на нем посредством трех зубчатых полумуфт,
чтобы крутящий момент, необходимый для Ю одна из которых выполнена с тремя торцо- преодоления усилий пружин 6 при фикса-выми выступами с наклонными контактными
ции револьверной головки, был больше кру-поверхностями, резцедержателем, механизм
тящего момента, необходимого для поворотарасфиксации, поворота, предварительного
резцедержателя 3. Это исключает возмож-позиционирования и зажима, электродвиганость фиксирования резцедержателя 3 вне за- . тель и волновой редуктор с двумя выход- данной позиции. Дальнейший поворот колесаными зубчатыми колесами, одно из которых
закреплено на резцедержателе, а другое выполнено с тремя аналогичными ответными выступами, отличающаяся тем, что, с целью повышения надежности зажима и быстролумуфты 5 и зубчатого колеса 9 через 20 действия головки, механизм зажима снаб- тела 16 качения за счет их смещения вдольжен расположенными между торцовыми выоси револьверной головки. Ввиду того, что КПД такого механизма зажима близок к единице, а угол наклона торцовых контактных поверхностей 8 выступов подбирается минимально допустимым, можно достичь требуемых усилий фиксаций при меньшей мощности электродвигателя. Последний после зажима отключается по максимальному
9 приводит к силовому зажимуполумуфты 5 на полумуфты 2 и4 посредством наклонных контактныхповерхностей 8 торцовых выступовпо25
ступами с наклонными контактными поверх, ностями зубчатого колеса и аналогичными ответными выступами полумуфты телами качения, установленными в кольце с возможностью смещения их осей качения друг относительно друга вдоль оси револьверной головки, причем на полумуфте с торцовыми выступами с наклонными контактными поверхностями и на зубчатом колесе с 2Q аналогичными ответными выступами закреплены введенные в головку кольца, выполненные с торцовыми выступами с прямой соединительной и со скошенной контактной поверхностями.
току.
в качестве тел качения могут быть применены щарики, цилиндрические или конические ролики. Целесообразным является применение конических роликов, так как они
обладают большей нагрузочной способностью и у них отсутствуют потери на трение скольжения при качении по окружности.
Формула изобретения
5
ступами с наклонными контактными поверх, ностями зубчатого колеса и аналогичными ответными выступами полумуфты телами качения, установленными в кольце с возможностью смещения их осей качения друг относительно друга вдоль оси револьверной головки, причем на полумуфте с торцовыми выступами с наклонными контактными поверхностями и на зубчатом колесе с Q аналогичными ответными выступами закреплены введенные в головку кольца, выполненные с торцовыми выступами с прямой соединительной и со скошенной контактной поверхностями.
4- ,
Vue. Н
21
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1993 |
|
RU2051012C1 |
| Автоматическая револьверная головка | 1984 |
|
SU1194590A2 |
| Автоматическая револьверная головка металлорежущего станка | 1990 |
|
SU1814990A1 |
| Автоматическая револьверная головка металлорежущего станка | 1980 |
|
SU944803A1 |
| Автоматическая револьверная головка металлорежущего станка | 1985 |
|
SU1329918A1 |
| Автоматическая револьверная головка | 1984 |
|
SU1227357A1 |
| Автоматическая револьверная головка | 1984 |
|
SU1175619A1 |
| Автоматическая револьверная головка | 1978 |
|
SU753551A1 |
| Автоматическая револьверная головка металлорежущего станка | 1982 |
|
SU1065096A1 |
| Автоматическая револьверная головка | 1979 |
|
SU874266A2 |
Изобретение относится к области станкостроения, а именно к устройствам для автоматической смены инструмента на станках токарной группы, предпочтительно с числовым програмимным управлением, обрабатывающих центрах и т.п. Целью изобретения является повышение надежности зажима и быстродействия головки. Револьверная головка содержит основание 1 с закрепленной на нем зубчатой полумуфтой 2 с резцедержатель 3 с закрепленной на нем зубчатой полумуфтой 4. Поворот резцедержателя осуществляется посредством волнового редуктора с выходным зубчатым колесом 14 и зубчатым колесом 9, зажим, отжим и позиционирование резцедержателя осуществляется посредством колец 19, закрепленных на колесе 9 и зубчатой полу муфте 5, установленной с возможностью зацепления одновременно с полумуфтами 2 и 4. и тел качения 16, установленных в гнездах кольца 18 с возможностью перемещения вдоль головки между торцами колеса 9 и полумуфты 5, на которых выполнены выступы и ответные впадины по числу позиций головки. Предварительная фиксация резцедержателя осуществляется посредством храпового механизма, включающего собачку, установленную в полумуфте 2, и храповые впадины по числу позиций головки, выполненные на полумуфте 4. 4 ил. f (Л 13 tc со tsD QQ СО У ие. 1
| Автоматическая револьверная головка фирмы «Sauter | |||
| Каталог Feinmechanik GmbH, Д 7430, Metzingen, 1978. |
