Изобретение относится к машиностроению и может быть использовано при изготовлении радиаторов.
Цель изобретения - повышение качества сборки путем исключения разрывов кромок отверстий радиаторных пластин за счет выполнения последовательно отбортовки овальных и отгибки прямолинейных участков в кромки отверстия.
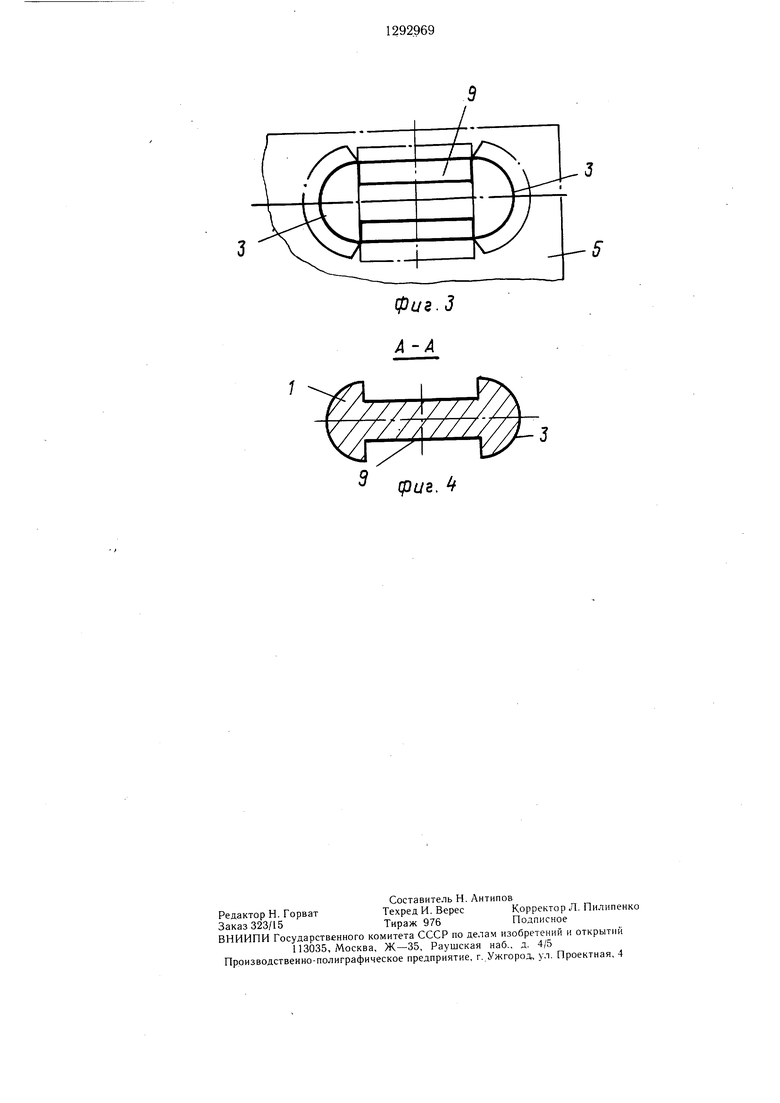
На фигЛ показан наконечник, вид; на фиг.2 - то же, вид слева; на фиг.З - то же, вид сверху; на фиг.4 - сечение А-А на фиг.1.
Наконечник для сборки секций радиато ров с плоскоовальными трубками выполнен в виде стержня 1, имеюш,его заходный участок 2, участок 3 для отбортовки овальных кромок и участок 4 для отгибки прямолинейных кромок отверстий радиаторных пластин 5; участок 6 для калибровки с плоскими элементами и хвостовик 7 для радиаторной трубки 8. Участок 4 для отгибки прямолинейных кромок отверстий радиаторной пластины выполнен в виде продольных пазов 9, ширина которых равна ширине плоских элементов участка 6 для калибровки и радиусного перехода R от дна пазов к плоским элементам участка 6 для калибровки.
Наконечник работает следуюш;,им образом.
Радиаторную пластину 5 с предварительно отбортованными отверстиями надевают на заходный участок 2 стержня 1. Носле этого пластину 5 перемеш,ают по стержню 1. При этом в работу сначала вступают участки 3 для отбортовки овальных кромок отверстий, происходит окончательная
формовка только овальных кромок отверстий. Поскольку на участках 4 выполнены пазы 9, то в начальный момент прямолинейные кромки отверстий не контактируют со стержнем 1.
При дальнейшем перемеш.ении радиаторной пластины 5 за счет радиусного перехода от дна пазов к плоским элементам участка 6 калибровки происходит отгибка прямолинейных участков отверстий и окончательная калибровка на участке 6. После этого пластину с окончательно отформованным отверстием с натягом напрессовывают на трубку 8.
15
Формула изобретения
Наконечник для сборки секций радиаторов с плоскоовальными трубками, выполненный в виде стержня и имеюший заходный участок, участков для отбортовки овальных и отгибки прямолинейных кромок отверстий радиаторных пластин, участок для калибровки с плоскими элементами и хвостовик для радиаторной трубки, отличающийся тем, что, с целью повышения качества сборки путем исключения разрывов кромок отверстий радиаторных пластин за счет последовательного выполнения отбортовки овальных и отгибки прямолинейных участков кромки отверстия, участок для отгибки прямолинейных кромок отверстия радиаторной пластины выполнен в виде продольных пазов, ширина которых равна ширине плоских элементов участка для калибровки, и радиусного перехода от дна этих пазов к плоским элементам участка для калибровки.
Я t
bJ
XZI .
Фиг.
Ф,иг.2
(pus. 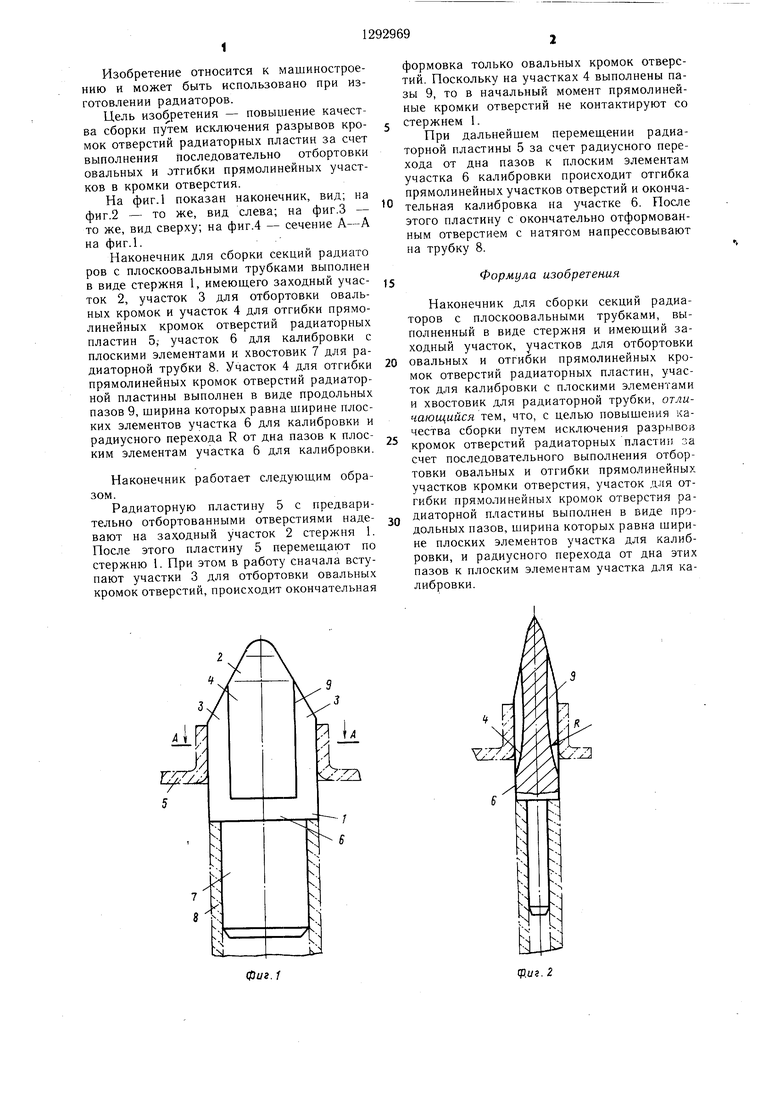
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки секций ребристых радиаторов | 1973 |
|
SU482229A1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНО-МОДЕЛЬНЫХ СМЕННЫХ ПОЧВООБРАБАТЫВАЮЩИХ ОРУДИЙ, СТОЕЧНОКОРПУСНЫХ МИКРОВИБРАЦИОННЫХ ПРИВОДОВ С ПРУЖИННОЙ ЗАЩИТОЙ И РАБОЧИХ ЧАСТЕЙ "ВИКОСТ" | 2012 |
|
RU2513714C2 |
| Способ изготовления ребристых радиаторов | 1984 |
|
SU1215929A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ ЛАБОРАТОРНЫХ РАБОТ | 2008 |
|
RU2376647C2 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| Буровое долото PDC с демпферами для вращающихся резцов | 2021 |
|
RU2768306C1 |
| Секция радиатора | 1989 |
|
SU1746195A2 |
| КОМПЛЕКТ УНИВЕРСАЛЬНОГО ПОЧВООБРАБАТЫВАЮЩЕГО СМЕННОГО ОРУДИЯ, СТОЕЧНО-КОРПУСНОГО МИКРОВИБРАЦИОННОГО ПРИВОДА С РАБОЧИМИ ЧАСТЯМИ "ВИКОСТ" | 2011 |
|
RU2462851C1 |
| СОЕДИНЕНИЕ СЕКЦИЙ РАДИАТОРА | 2020 |
|
RU2762791C2 |
Изобретение относится к инструменту для сборки с натягом секций радиаторов и позволяет повысить качество сборки. Для этого инструмент выполнен в виде наконечника, хвостовик которого размещается в заготовке трубки секции. Наконечник имеет боковые овальные участки для отбортовки кромок отверстий радиаторных пластин и участки для последующей отгибки прямолинейных участков отверстий. Последовательное выполнение этих операций перед запрессовкой трубки исключает разрыв кромок отверстий радиаторных пластин. 4 ил. ND СО N5 СО а со
| Технология тепловозостроения | |||
| М.: Машгиз, 1962, с | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ОСАДКИ ВАЛОВ ПАРОВЫХ ТУРБИН | 1917 |
|
SU283A1 |
