Изобретение относится к механосборочному производству, в частности к изготовлению ребристых радиаторов.
Цель изобретения - повышение качества сборки ребристых радиаторов и производительности за счет создания беззазорного соединения пластин с радиаторными труб- ками и сокращения потерь брака из-за сни- жения продольного усилия на радиаторные трубки при их запрессовке.
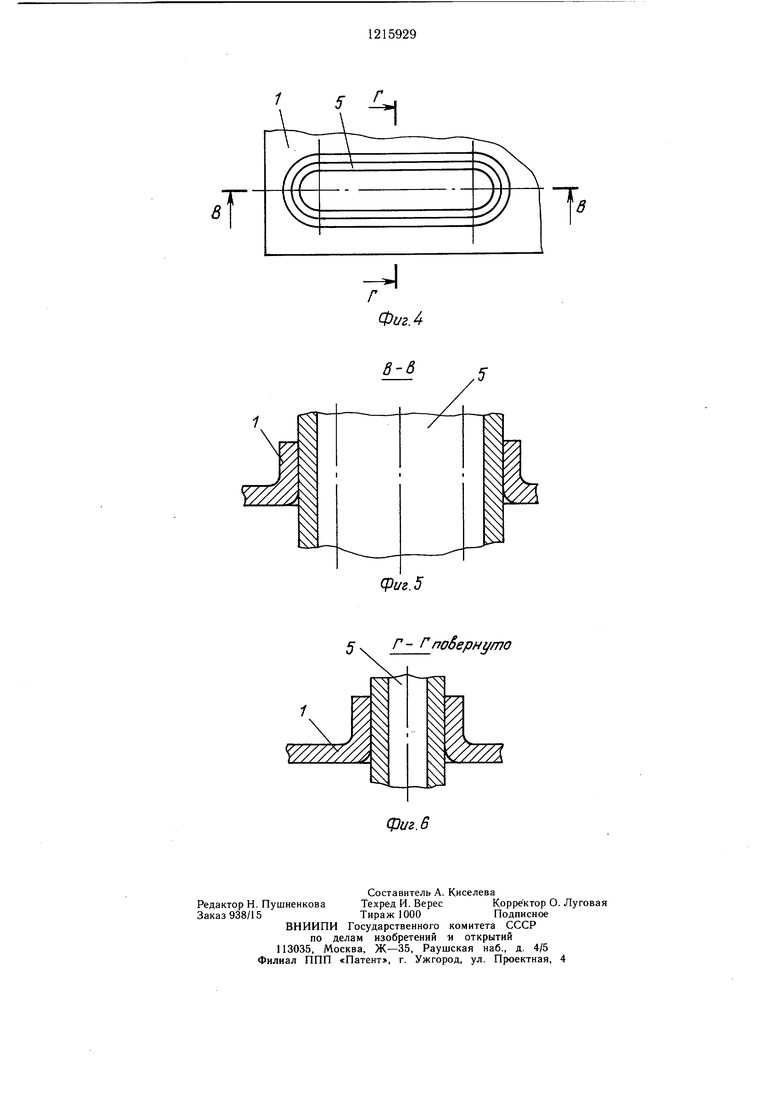
На фиг. 1 изображен момент пробивки отверстия в установленной в штампе пластине и предварительной отбортовки отверстия; на фиг. 2 - разрез А-А на фиг. 1 (предварительная отбортовка линейных участков отверстия); на фиг. 3 - разрез Б-Б на фиг. 1 (предварительная отбортовка закругленных участков отверстия); на фиг. 4 - момент окончательной отбортовки отверстия с одновременной напрессовкой пластины на трубку; на фиг. 5 - разрез В-В на фиг. 4 (окончательная отбортовка закругленных участков отверстия); на фиг. 6 - разрез Г-Г на фиг. 4 (окончательная отбортовка линейных участков отверстия).
Способ реализуют следуюш,им образом.
Трубка радиаторная. Заготовка: трубка радиаторная плоскоовальная бесшовная 19x22x0,55 Л96. Материал: Латунь Л96, предел прочности кг/cм ; модуль упругости 10 кг/см.
Пластина радиаторная. Материал: Лента медная МЗ, твердая ДПРНМ 0,09Х ЮО МЗ, предел прочности кг/см, относительное удлинение . Угол отбортовки отА-А ггоёернушо
0
5
0
верстий 90°. Угол пружинения материала пластины определяется по 1 из соотношения ,202 99-
S 0,09
где R - радиус гибки отбортовки;
S - толщина материала радиаторной пластины;
Ф - угол пружинения.
Пластины 1 устанавливают в штамп, где в них последовательно пуансоном 2 пробивают отверстия и производят предварительную отбортовку отверстий. Линейные участки 3 отбортовывают на угол, равный величине угла пружинения материала пластины 5°, а закругленные участки 4 - на угол, меньший угла борта при окончательной отбор- товке на величину угла пружинения, т. е. на 85°. Затем пластины помещают в зону набора и производят окончательную отбортовку отверстий одновременно с напрессовкой пластин 1 на трубки 5. Упруго сдефор- мированные закругленные участки буртика обжимают трубки в направлении большей оси поперечного сечения с усилием 1,5 кг, а линейные участки - в направлении меньшей оси с усилием 9 кг. Окончательный до- гиб линейных участков буртика на величину 85° в момент напрессовки пластин на трубки компенсирует исходную кривизну заготовки радиаторных трубок, их поперечный прогиб и вибрацию в момент напрессовки пластины за счет воздействия на радиаторные трубки усилия догибки буртиков.
Предлагаемый способ обеспечивает получение качественного беззазорного соединения радиаторных трубок с пластинами, противостоящего сдвигающей нагрузке.
фиг. 2
6 Б
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки секций ребристых радиаторов | 1973 |
|
SU482229A1 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2095218C1 |
| Устройство для сборки секций ребристыхРАдиАТОРОВ | 1979 |
|
SU852487A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИИ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU207861A1 |
| Устройство для сборки секций ребристых радиаторов | 1979 |
|
SU939925A2 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1950 |
|
SU92435A1 |

фиг. 5
5 ч Г rjo6epHt/mo
Составитель А. Киселева
Редактор Н. ПушненковаТехред И. ВересКорректор О. Луговая
Заказ 938/15Тираж 1000Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фиг.6
| Справочник конструктора штампов для холодной штамповки | |||
| М., 1960, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Устройство для сборки секций ребристых радиаторов | 1973 |
|
SU482229A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
