Изобретение относится к оборудованию для изготовления ребристых радиаторов.
Известен автомат для изготовления пластин и сборки секций ребристых радиаторов, содержащий механизм подачи ленты устройство для проколки отверстий и отрезки пластин от ленты, кассету для размещения радиаторных трубок и механизм напрессовки пластин на трубки.
Известная конструкция автомата не позволяет в полной мере автоматизировать процесс установки радиаторных трубок в кассету и съем собранных секций.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение производительности сборки секций ребристых радиаторов.
Для решения поставленной задачи известный автомат для изготовления пластин и сборки секций ребристых радиаторов, содержащий механизм подачи ленты, устройство для проколки отверстий и отрезки пластин от ленты, кассету для размещения радиаторных трубок и механизм напрессовки пластин на трубки, снабжен магазином-накопителем радиаторных трубок, выполненным в виде пластин, параллельно установленных на расстоянии, меньшем ширины радиаторных трубок, жестко соединенных между собой и имеющих пазы для радиаторных трубок, расположенные с шагом, соответствующим шагу радиаторных трубок в собираемой секции, смонтированными в кассете ножами для центрирования трубок, механизмом установки радиаторных трубок на ножи и съема собранной секции радиатора, а также механизмом выталкивания трубок из магазина-накопителя, выполненным в виде гидроцилиндра и гребенки, смонтированной на штоке гидроцилиндра с возможностью размещения ее ребер между пластинами магазина-накопителя, установленного с возможностью вращения вокруг оси.
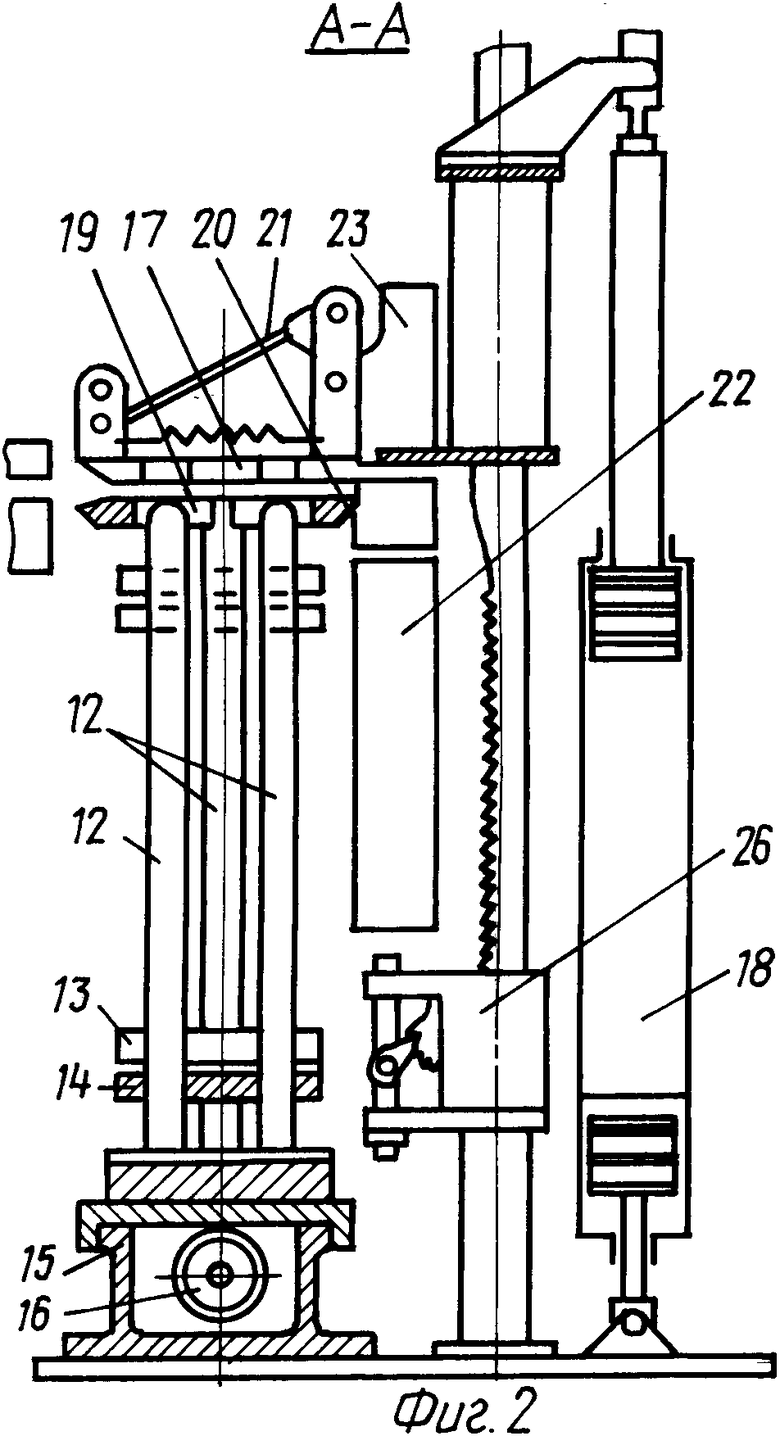
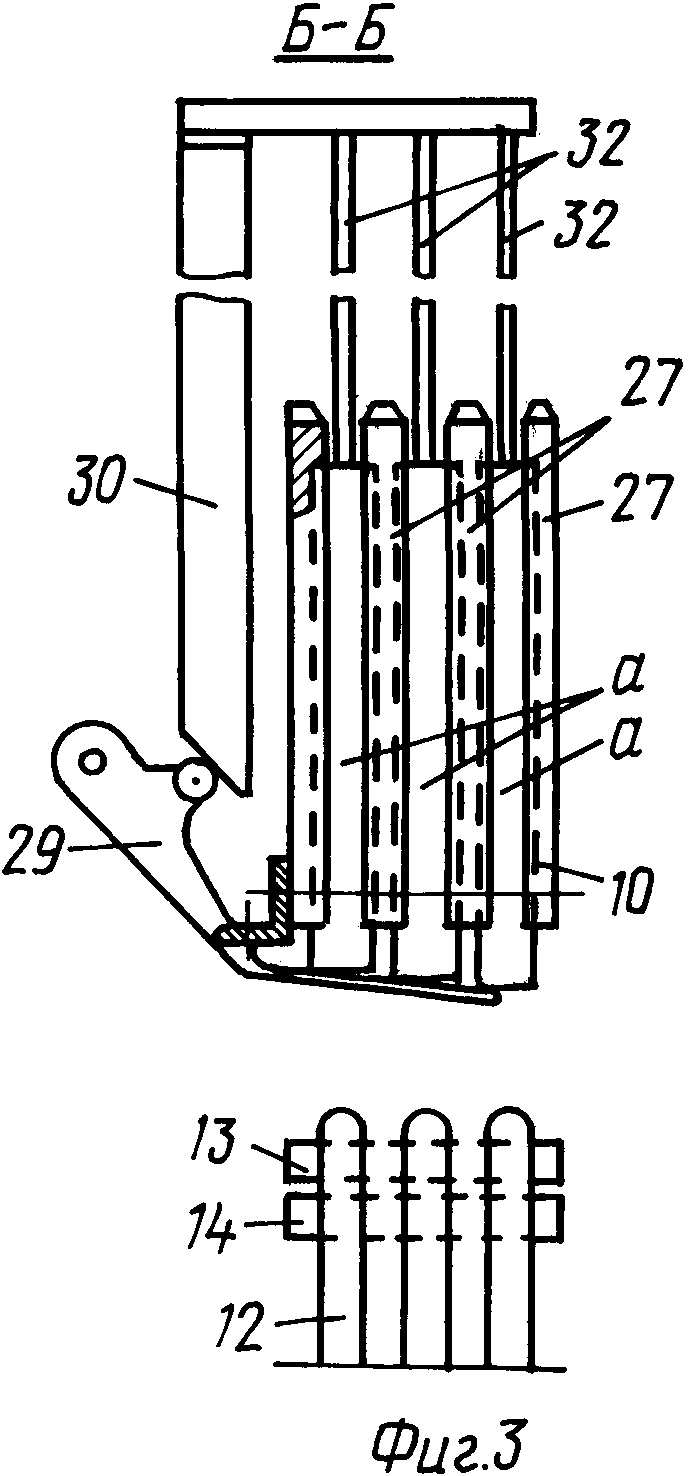
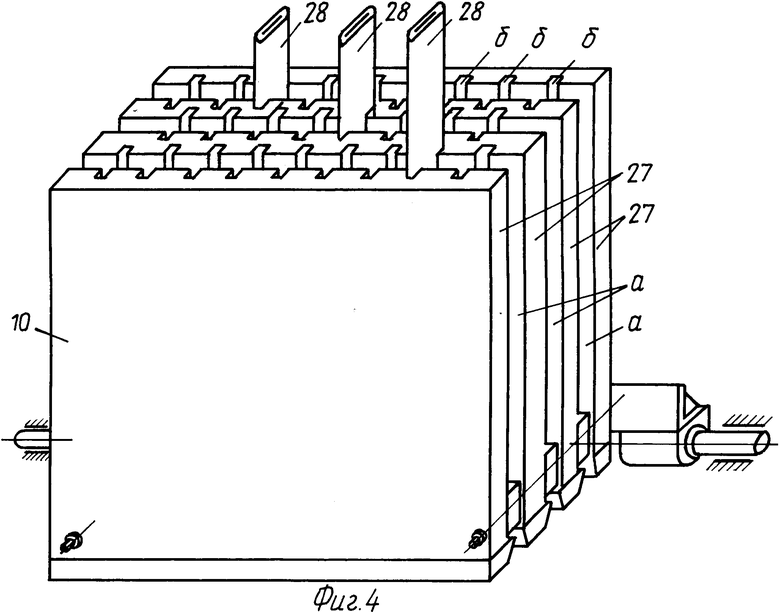
На фиг. 1 схематично изображен автомат; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1 по магазину-накопителю; на фиг. 4 внешний вид магазина-накопителя.
Автомат включает в себя механизм подачи ленты 1 с катушки 2, штамп 3 для проколки отверстий в пластине, нож 4 для отрезки пластин от ленты, механизм загрузки пластин 5, механизм напрессовки пластин 6, кассету 7 установки радиаторных трубок и съема собранной секции 8 с гидроцилиндром 9, магазин-накопитель 10, установленный с возможностью поворота от гидропривода 11.
Кассета 7 снабжена центрирующими радиаторные трубки ножами 12, двумя подвижными кондукторными пластинами верхней 13 и нижней 14, направляющими 15 и гидроприводом 16.
Механизм напрессовки пластин 6 на трубки выполнен в виде плиты-досылателя 17, связанной с гидроприводом 18, имеющий отверстия для прохождения центрирующих ножей 12 с одетыми на них радиаторными трубками, на которой шарнирно установлены две гребенки 19 и 20 с пазами, соединенные между собой тягой 21 и обеспечивающие фиксацию концов центрирующих ножей кассеты. Для раскрытия гребенок предусмотрен копир 22 с поворотным участком 23, управляемым электромагнитом 24, который взаимодействует также с подвижным упором 25.
Получение необходимого шага между напрессованными пластинами осуществляется с помощью шагового механизма 26.
Магазин-накопитель 10 представляет собой набор жесткосоединенных параллельных пластин 27, установленных на расстоянии, меньшем ширины радиаторной трубки, за счет чего между ними образованы проемы а. Пластины 27 имеют пазы б для размещения в них комплекта радиаторных трубок 28 с шагом, соответствующим шагу трубок в собираемой секции. Магазин-накопитель 10 имеет возможность вращения вокруг горизонтальной оси с помощью гидропривода 11 (фиг. 1).
Для предохранения от выпадания загруженных трубок при вращении магазина-накопителя предусмотрена поворотная заслонка 29 (фиг. 3), управляемая копиром 30. На конце штока гидроцилиндра 9 (фиг. 1) смонтирован механизм 31 выталкивания радиаторных трубок из магазина-накопителя 10, выполненный в виде гребенки с ребрами 32 (фиг. 3) по числу проемов а магазина-накопителя, гидроцилиндр 9 (фиг. 1) связан также с ползуном (на чертеже не показан), на котором смонтированы поворотные защелки 33 и 34, обеспечивающие захват нижней кондукторной плиты 14 и съем собранной секции радиатора.
Описанный автомат работает следующим образом.
Предварительно заполненный радиаторными трубками магазин-накопитель 10 с помощью гидропривода 11 поворачивается вокруг горизонтальной оси в рабочее положение и устанавливается над кассетой 7, которая перед этим была передвинута на позицию загрузки радиаторных трубок. Радиаторные трубки 28, находящиеся в пазах б пластин 27 магазина-накопителя 10, располагаются при этом соосно с центрирующими ножами 12 кассеты 7 и удерживаются от выпадания заслонкой 29.
Механизм 31 выталкивания радиаторных трубок при движении вниз штока гидроцилиндра 9 входит ребрами 32 в проемы а магазина-накопителя 10 и выталкивает радиаторные трубки в направлении кассеты, одновременно копир 30 открывает заслонку 29. Нижние концы радиаторных трубок направляются через отверстия поднятой верхней кондукторной плиты 13 кассеты на заходную часть центрирующих ножей и при дальнейшем движении трубки надеваются.
Точность фиксации центрирующих ножей кассеты обеспечивается нижней кондукторной плитой 14, которая в процессе надевания трубок отводится вниз.
Загруженная трубками кассета с помощью гидропривода 16 перемещается по направляющим 15 с позиции загрузки трубок на позицию напрессовки пластин, в магазин-накопитель 10 возвращается в исходное положение, где производится его заполнение радиаторными трубками.
Досылатель 17 с гребенками 19 и 20 механизма напрессовки пластин 6, находящийся в верхнем положении, с помощью гидропривода 18 совершает первый ход, при котором торцами гребенок осуществляется перемещение радиаторных трубок до рабочего уровня и одновременно концы центрирующих ножей кассеты попадают в пазы гребенок 19 и 20. Во время этого процесса проводная часть копира отведена с помощью электромагнита 24 и не воздействует на гребенки, а упор 25 служит ограничителем хода досылателя 17.
После возврата досылателя с гребенками в рабочее положение концы центрирующих ножей кассеты остаются зафиксированными в пазах гребенок 19 и 20.
Механизм загрузки 5 подает пластину в зазор между плитой-досылателем 17 и гребенками 19 и 20. При движении досылателя вниз пластина, направляясь заходной частью центрирующих ножей 12, напрессовывается на радиаторные трубки 28, с помощью копира 22 производится раскрытие гребенок 19 и 20 в момент фиксации ножей 12 в отверстиях досылателя 17. Этим обеспечивается постоянная фиксация центрирующих ножей, либо пазами гребенок, либо отверстиями досылателя.
Напрессовка первой пластины осуществляется на всю величину хода до остановки на шаговом механизме 26, находящимся в крайнем нижнем положении. При каждом последующем ходе шаговый механизм 26 поднимается на величину шага между напрессованными пластинами. Во время возврата досылателя 17 ролики механизма подачи 1 разматывают ленту с катушки 2, подают ее в штамп 3, осуществляющий проколку отверстий и одновременную отрезку пластины от ленты ножами 4. После остановки досылателя в рабочем положении механизм загрузки 5 подает очередную пластину из штампа 3 в зазор между досылателем 17 и гребенками 19 и 20.
Когда секция радиатора собрана полностью, досылатель 17 с гребенками 19 и 20 поднимается в верхнее положение, освобождая концы центрирующих ножей 12 кассеты 7. Кассета 7 перемещается на позицию загрузки радиаторных трубок, где поворотные защелки 33 и 34 захватывают нижнюю кондукторную плиту 14 и, поднимаясь с помощью гидроцилиндра 9, производят съем секции радиатора, после чего на кассету может загружаться новый комплект радиаторных трубок.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2095218C1 |
| Устройство для сборки секций ребристых радиаторов | 1973 |
|
SU482229A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИИ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU207861A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| Приспособление для сборки оставаРАдиАТОРА | 1979 |
|
SU806342A1 |
| Устройство для сборки секций ребристых радиаторов | 1979 |
|
SU939925A2 |
Использование: в машиностроении при изготовлении секций ребристых радиаторов. Сущность изобретения: автомат содержит механизм подачи ленты, устройство для проколки отверстий и отрезки пластин от ленты, кассету для радиаторных трубок, механизм напрессовки пластин на трубки, магазин-накопитель трубок и механизм выталкивания трубок из магазина-накопителя. Кассета оснащена ножами для центрирования трубок, а в автомате предусмотрен механизм установки радиаторных трубок на ножи и съема собранной секции радиатора. Магазин-накопитель выполнен в виде пластин, параллельно установленных на расстоянии, меньшем ширины радиаторных трубок, жестко соединенных между собой и имеющих пазы для радиаторных трубок. Механизм выталкивания трубок выполнен в виде гидроцилиндра и гребенки, ребра которой располагаются между пластинами магазина-накопителя. 4 ил.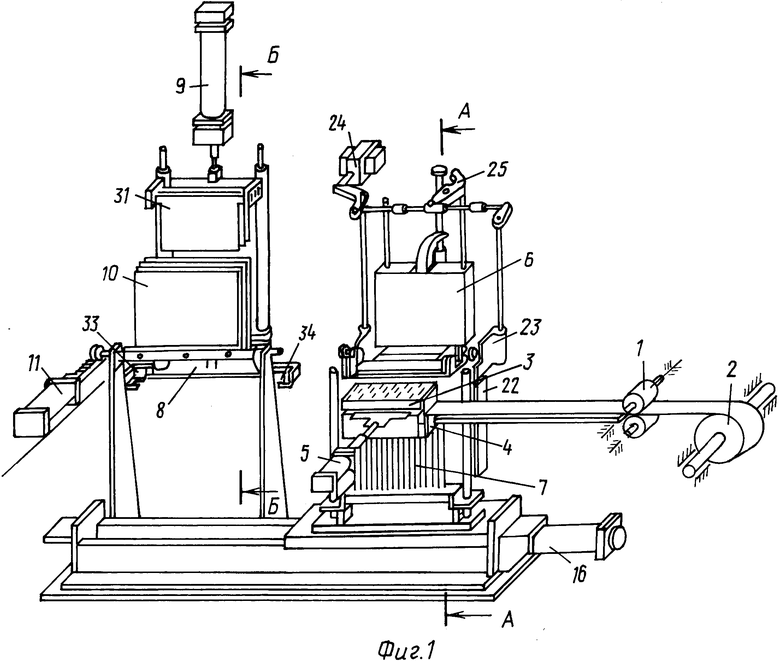
Автомат для изготовления пластин и сборки секций ребристых радиаторов, содержащий механизм подачи ленты, устройство для проколки отверстий и отрезки пластин от ленты, кассету для размещения радиаторных трубок и механизм напрессовки пластин на трубки, отличающийся тем, что он снабжен магазином-накопителем радиаторных трубок, выполненным в виде пластин, параллельно установленных на расстоянии, меньшем ширины радиаторных трубок, жестко соединенных между собой и имеющих пазы для радиаторных трубок, расположенные с шагом, соответствующим шагу радиаторных трубок в собираемой секции, смонтированными в кассете ножами для центрирования трубок, механизмом установки радиаторных трубок на ножи и съема собранной секции радиатора, а также механизмом выталкивания трубок из магазина-накопителя, выполненным в виде гидроцилиндра и гребенки, смонтированной на штоке гидроцилиндра с возможностью размещения ее ребер между пластинами магазина-накопителя, установленного с возможностью вращения вокруг оси.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 250872, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
