1
Изобретение относится к изготовлению и сборке тенлообменников, в частности к сборке секций ребристых радиаторов.
Известно устройство для сборки секций ребристых радиаторов, содержащее смонтированные на станине кассету с установочными штырями для насадки на них радиаторных трубок, а также гребенки для фиксации установочных штырей и механизм напрессовки с досылателем радиаторных пластин.
Однако известное устройство не обеспечивает одновременной пробивки отверстий в радиаторных пластинах с их напрессовкой на трубки.
Для повышения производительности и качества сборки за счет одновременной пробивки отверстий в радиаторных пластинах и их напрессовки на трубки в предлагаемом устройстве установочные штыри расположены в шахматном порядке на различном уровне, а направляющие концы установочных штырей выполнены профилированными с криволинейной режущей кромкой, сопряженной с двух сторон с симметричными наклонными прямолинейными участками, переходящими в цанговые лепестки, служащие для центрирования радиаторных трубок, а отверстия досылателя выполнены с радиусной фаской для формовки пробитых отверстий.
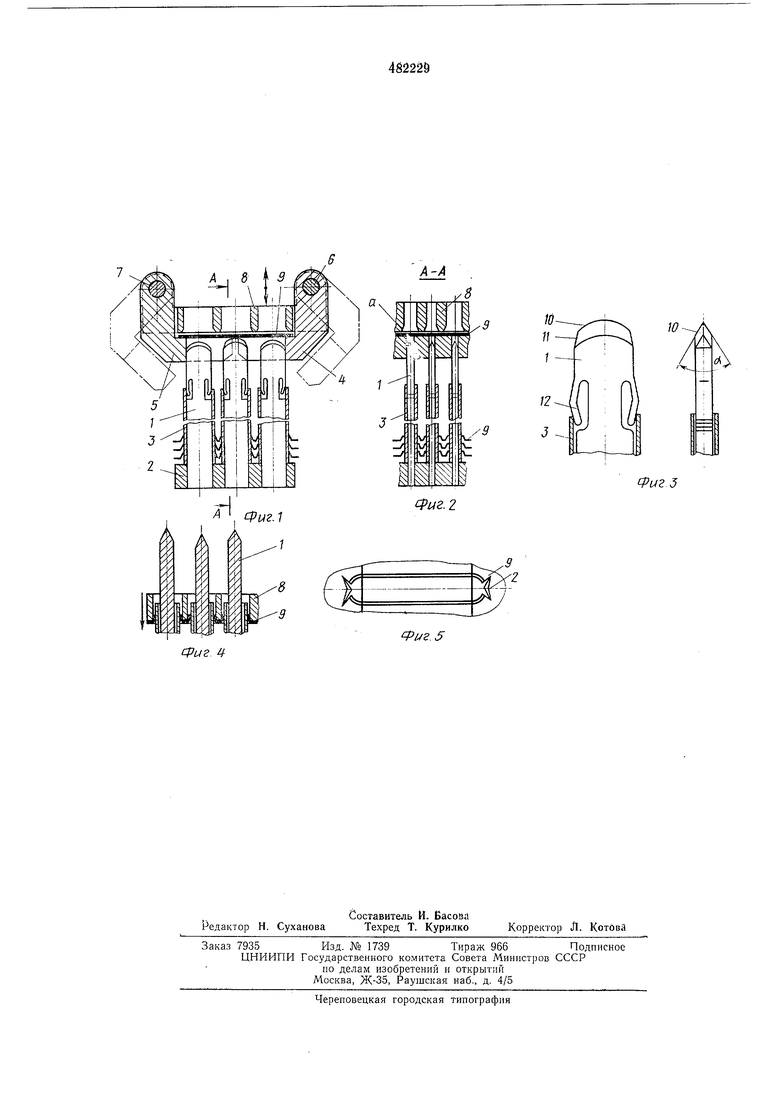
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - форма режущей части установочного щтыря; на фиг. 4 - вид напрессованных радиаторных пластин на трубки; на фиг. 5 - вид пробитого и отбортованного отверстия в радиаторных пластинах.
Устройство для сборки секций ребристых радиаторов содержит смонтированные на станине установочные штыри 1, закрепленные в шахматном порядке и на различном уровне в кассете 2. На установочные штыри насажены радиаторные трубки 3 так, что направляющие концы установочных штырей выступают за торцы радиаторных трубок, а сами направляющие концы установочных штырей фиксируются раздвижными гребенками 4 и 5. Гребенки установлены с возможностью поворота вокруг осей б и 7 и перемещения вместе с досылателем 8 механизма напрессовки параллельно осям установочных штырей с помощью приводных механизмов (не показаны).
Досылатель 8 выполнен с отверстиями, число которых соответствует числу установленных в кассету 2 радиаторных трубок 3. Каждое отверстие в досылателе 8 выполнено по контуру с радиусной фаской, т. е. с кромкой а, радиус скругления которой соответствует радиусу скругления отбортованной части пластины.
В зазоре, образованном между досылателем 8 и гребенками 4 и 5, размещается напрессовываемая радиаторная пластина 9.
Направляющие концы установочных щтырей 1 выполнены профилированными с полукруглой режущей кромкой 10, заточенной по углам резания а и сопряженной с двух сторон с симметричными вертикальными ирямолинейиыми участками 11, иереходящимп в цанговые леиестки 12, служащие для центрироваиия радиаторных трубок 3 ири напрессовке на них пластин 9.
Устройство работает след пощим образом.
В исходном положении гребенки 4 и 5 сомкнуты, и направляющие концы установочных штырей 1 с насаженными на них радиаторными трубками 3 зафиксированы.
Радиаторная пластина 9 закладывается в зазор между досылателем 8 и гребенками 4 и 5, не касаясь кромки 10 установочных щтырей 1.
При соприкосновеиии иластии с режущей кромкой штырей, зафиксироваиных гребенками, ироисходит нроколка отверстий, причем нсрвоначально вступают в работу криволинейиые участки режущей части, а потом прямолинейные наклонные участки 11 и ироисходит ироколка и предварительная отбортовка отверстий по всему контуру.
Благодаря криволинейной форме режущей кромки установочного штыря проколка осуществляется при меньших продольных усилиях, действующих на штырь, а за счет установки штырей на различном уровне они последовательно вступают в работу, тем самым уменьшается обшее усилие, необходимое для прокалывания пластины 9.
После того, как концы штырей 1 полностью войдут в отверстия досылателя 8 и закончится процесс проколки и иредварительной отбортовки краев отверстий в пластине, гребенки 4 и 5, поворачиваясь вокруг осей 6 и 7, отводятся от штырей. Досылатель 8 продолжает двигаться, перемещая пластину 9 и напрессовывая ее на радиаторные трубки 3, причем трубки торцами окончательно разбортовывают отверстия в пластине, чем обеспечивается ее плотная посадка. В формообразовании отбортовки участвует также кромка а отверстий досылателя 8.
После напрессовки пластины досылатель 8 возвращается в исходное положение, гребенки 4 и 5, иоворачиваясь вокруг осей 6 и 7, снова фиксируют копцы установочных щтырей и может производиться проколка и папрессовка следующей иластины. При возврате в исходиое положение обеспечивается такая последовательпость работы: пока коицы штырей 1 находятся в отверстиях досылателя 8, гребенки 4 и 5 смыкаются полностью и только после этого концы щтырей выходят из отверстий, тем самым обеспечивается постоянная фиксация свободных концов щтырей либо гребенками, либо отверстиями досылателя 8 во время всего процесса сборки секций.
Сборка секции заканчивается иосле напрессозки необходимого числа пластин с заданным щагом.
Предмет изобретения
1.Устройство для сборки секций ребристых радиаторов, содержащее смонтированные па станине кассету с установочными штырями для насадки на них радиаторных трубок, а также гребенки для фиксации установочных штырей и механизм напрессовки с досылателем радиаторных пластин, отличающееся тем, что, с целью повышения производительности и качества сборки за счет одновременной пробивки отверстий в радиаторных пластинах и их напрессовки на трубки, установочные штыри располо/кепы в шахматном порядке на различном уровне, а направляющие концы установочных штырей выполнены профилированными с криволинейной режущей кромкой, сопряженной с двух сторон с симметричными наклонными прямолинейными участками, переходящими в цанговые лепестки, служащие для центрирования радиаторных трубок.
2.Устройство по п. 1, отличающееся тем, что отверстия досылателя выполнены с радиусной фаской для формовки пробитых отверстий.
сриг / fus. 5 A
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки секций ребристыхРАдиАТОРОВ | 1979 |
|
SU852487A2 |
| Устройство для сборки секций ребристых радиаторов | 1983 |
|
SU1119763A2 |
| Устройство для сборки секций ребристых радиаторов | 1979 |
|
SU939925A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2095218C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| Станок для сборки секций ребристых радиаторов | 1979 |
|
SU859101A1 |
| Кассета для сборки секций радиаторов | 1977 |
|
SU626927A1 |