Известные способы получения литых деталей из пеноалюминия не дают возможности получать металлическую оболочку, наполненную пеноалюминием.
В описываемом изобретении этот недостаток устранен тем, что прп получении отливки в кристаллизаторе последовательно образуют тонкостенную оболочку детали с наполнением ее пенометаллом.
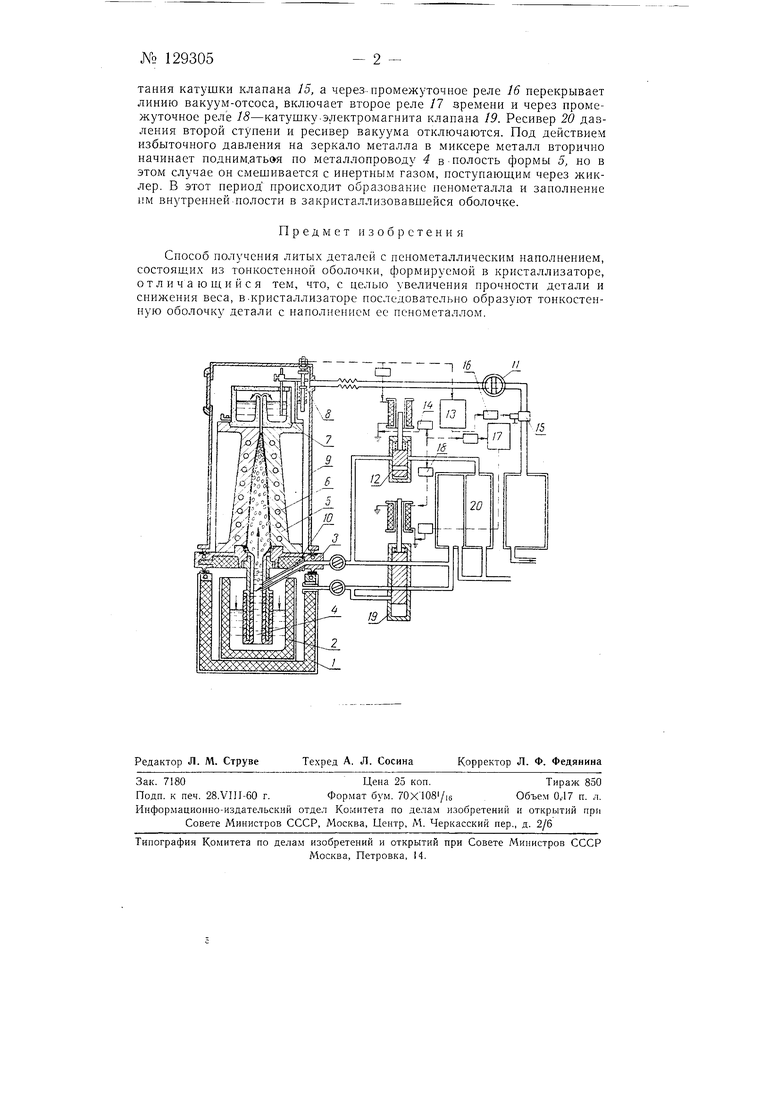
На чертеже показана установка для осуществления предлагаемого способа в разрезе.
Установка состоит из нагревательного устройства /, в котором находится миксер 2 с рабочим сплавом. Нагревательное устройство герметически закрывается крышкой 3, через которую проходит металлопроБод 4. Разъемная форма 5 снабжена каналами 6, по которым проходит охлаждающая среда. На верхнем фланце формы 5 установлены переливная чаща 7 и электроконтактный датчик 5. Форма заключена в вакуумную камеру 9. К металлопроводу 4 примыкает жиклер 10.
При-открытии крана 11 полости вакуум-камеры 9 и литейной формы сообщаются с вакуумным ресивером. В результате разряжения сплав, находящийся в миксере 2, начинает подниматься по металлопроводу 4 и поступает в полость формы 5. Заполнив форму, .сплав начинает переливаться в чащу 7 и, достигнув определенного уровня, замыкает контакт датчика 8. В этот период происходит формирование кристаллизационной корочки на поверхности формы. При замыкании датчика 8 электрический импульс через промежуточное реле поступает в катущку электромагнита клапана 12 и одновременно включает реле 13 времени. Инертный газ, поступая через жиклер 10 в металлопровод, создает в нем давление, под действием которого и продолжающегося вакуум-отсоса избыточное количество незакристаллизовавшегося сплава перемешается в переливную чашу 7. В этот момент срабатывает реле 13 времени и электрический импульс через промежуточное реле 14 разрывает цепь питания катушки клапана 15, а через-промежуточное реле 16 перекрывает линию вакуум-отсоса, включает второе реле /7 зремени и через промежуточное реле 18-катушку-электромагнита клапана 19. Ресивер 20 давления второй ступени и ресивер вакуума отключаются. Под действием избыточного давления на зеркало металла в миксере металл вторично начинает подним.атьоя по металлопроводу 4 в полость формы 5, но в этом случае он смешивается с инертным газом, поступаюпдим через жиклер. В этот период происходит образование пенометалла и заполнение им внутренней полости в закристаллизовавшейся оболочке.
Предмет изобретения
Способ получения литых деталей с пенометаллическим наполнением, состоящих из тонкостенной оболочки, формируемой в кристаллизаторе, от л и ч а О ш, и и с я тем, что, с целью увеличения прочности детали и снижения веса, в-кристаллизаторе последовательно образуют тонкостенную оболочку детали с наполнением ее пенометаллом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехслойные металлические конструкции | 1960 |
|
SU134988A1 |
| Форма для отливки крупногабаритных изделий | 1960 |
|
SU136865A1 |
| Счетчик количества надоенного молока | 1984 |
|
SU1250225A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ЛИТЬЯ С ПОМОЩЬЮ ЛОКАЛЬНОГО ВАКУУМИРОВАНИЯ ФОРМ, СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2278763C2 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| УСТРОЙСТВО ДЛЯ УЧЕТА НАДОЕВ МОЛОКА | 2006 |
|
RU2327343C1 |
| РОТОРНАЯ МАШИНА | 2000 |
|
RU2170835C1 |
| Устройство для задания траекторий движения инструмента | 1988 |
|
SU1699685A1 |
/5
