Изобретение относится к измерительной технике и может быть использовано, например, при измерении радиусов кривизны пробных стекол боль- тпой величины (радиус 1-5 м) ,
Цель изобретения - обеспечение возможности измерения деталей с большим радиусом кривизны.
На фиг.1 и 2 дано взаимное положение объектива 1 и плоского зеркала 2 при измерении величины S и по- казан ход лучей) на фиг.З и 4 дано взаимное положение детали 3 и объектива 1 в двух положениях при фокуси- .ровке излучения в вершину измеряемой поверхности детали и показан ход лучей при измерении радщ -са кривизны выпуклой поверхности.
Способ осуществляют следующим об- .
Сначала измеряют величину R любым известным способом, например, с помощью дополнительного объектива (не показан) автоколлимационным методом по разности двух отсчетов при фокусировке излучения в центр кривизны поверхности измеряемого объектива и в вершину его поверхности. Дгшее измеряют величину S объектива 1 автоколлимационным методом с использованием плоского зеркала 2. Излучение с.помощью измеряемого объектива 1 фокуси-- руют на поверхность плоского зеркала 2, Фиксируют положение А плоского зеркала, смещают.его по направлению к измеряемому объекту до положения А 5 при котором происходит фокусировка излучения в вершину поверхности объектива 1, обращенной к плоско- ну зеркалу 2. Величину S объектива 1 определяют как:
2 У А
А,
;(2
Затем плоское зеркало 2 заменяют на деталь 3, радиус кривизны выпуклой поверхности которой треб5 ется измерить. С помощью объектива 1 фокусируют излучение в вершину измеряемой поверхности детали, при этом фикси- руют положение А детали. Затем смещают деталь 3 по направлению к объективу 1 до положения, при котором из-, лучение вторично фокусируется в вершину измеряемой поверхности детали, фиксируют новое положение А детали.
Разность d отсчетов положения де- тали а А - А,1, измеренные радиус кривизны R. и расстояние S поззоля-
ют определить радиус кривизны R поверхности детали
R
4а
llSli a S -a R,-S +Q J
При измерении радиуса кривизны выпуклой поверхности детали величина
смещения а , определяющая величину измеряемого радиуса R, зависит от величины радиуса R. кривизны поверхности объектива 1, обращенной к детали, и расстояния S от вершины этой по- веркности до плоскости фокусировки излучения.
Приемлемая точность измерений достигается при мм и мм, что дает возможность вести измерения при, смещениях а , не превьппающих
750 мм. Величины R и S определяют и длину отсчетной шкалы.
Формула изобретения
Способ измерения радиуса кривизны сферической поверхности оптической
0
5
танавливают перед деталью объектив с вогнутой сферической поверхностью так, что этой поверхностью он обращен к детали, фокусируют с помощью объектива излучение в вершину измеряемой поверхности детали,фиксируют относительное положение детали, смещают деталь по направлению к объективу и определяют радиус кривизны, отличающийся тем, что, с целью обеспечения возможности измереQ кия деталей с большим радиусом кривизны, измеряют радкгус кривизны пй- зерхности объектива, обращенной к детали, измеряют расстояние от верши- нь этой поверхности объектива до
с плоскости фокусировки излучения, смещают деталь по направлению к объективу до положения, при котором излз че- ние вторично фокусируется в вершину измеряемой поверхности детали, фиксируют это положение детали, а радиус кривизны определяют по формуле
4Q
0
R
Г§::2з RilS:+2q
IS -Q . R,-s + a j
a - разность зафиксированных отсчетов в положениях детали при фокусировке излучения в вершину ее поверхности.
расстояние от вершины поверх ности объектива, обращенной к измеряемой детали, до плос кости фокусировки излучения,
/
радиус кривизны поверхности объектива, обращенной к HSW- ряемой детали.
Фиг. 2.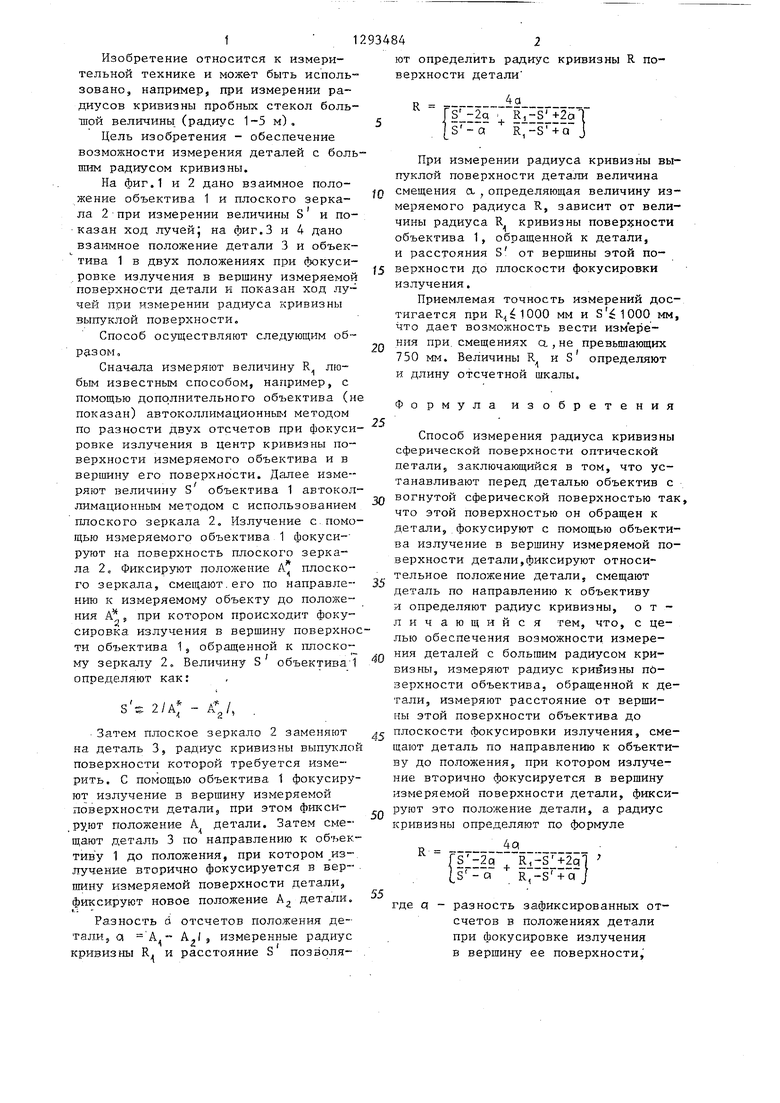
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения радиуса кривизны сферической поверхности оптической детали | 1990 |
|
SU1747882A1 |
| Способ измерения радиуса кривизны сферической поверхности оптической детали | 1987 |
|
SU1449842A1 |
| Способ контроля радиуса кривизны сферических поверхностей оптических деталей | 1987 |
|
SU1460600A1 |
| Устройство для измерения радиуса кривизны сферической поверхности оптической детали | 1986 |
|
SU1379615A1 |
| Устройство для контроля поверхностей | 1990 |
|
SU1770738A1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЕРШИННОГО ФОКУСНОГО РАССТОЯНИЯ ОПТИЧЕСКОЙ ДЕТАЛИ | 2010 |
|
RU2418280C1 |
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
| ЛАЗЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА | 1992 |
|
RU2049629C1 |
| Устройство для измерения радиуса оптической сферической поверхности | 2023 |
|
RU2839242C1 |
| Способ определения радиуса кривизны вогнутой оптической сферической поверхности с центральным осевым отверстием методом оптической дальнометрии | 2017 |
|
RU2695085C2 |
Изобретение относится к измерительной технике. Цель изобретения - обеспечение возможности измерения деталей с большим радиусом кривизны Устанавливают перед деталью объектив с вогнутой сферической поверхностью так, что этой поверхностью он обращен к детали. При измерении радиуса кривизны выпуклой поверхности оптической детали первоначально определяют радиус кривизны R последней поверхности объектива и расстояние s от вершины последней поверхности объектива до плоскости фокусировки излучения, затем с помощью этого объектива фокусируют излучение в вершину измеряемой поверхности, смещают деталь по направлению к объективу на расстояние, меньшее измеряемого радиуса кривизны, добиваясь вторичной фокусировки излучения в вершину поверхности детали после дополнительного последовательного отражения излучения от поверхности детали и последней поверхности объектива, определяют разность OL отсчетов, снятых по шкале, в положениях детали при фокусировках излучения в вершину ее измеряемой поверхности, а радиус кривизны R определяют как R 4a/f(S - 2a)/(s -a) + (R,-s +2q)/(R,-s +ci).. 4 ил. 9
Редактор М. Товтин
Составитель Л. Лобзова
Техред Л.Сердюкова Корректор И. Эрдейи
Заказ 370/41 Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.
| Кривовяз Л.М., Пуряев Д.Т., Знаменская М.А | |||
| Практика оптической измерительной лаборатории.-М.: Машиностроение, 1974, C.146-J47 | |||
| Авторское свидетельство СССР кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
