лопастей колес путем обеспечения равномерности их обработки. Для этого замкнутую емкость 1, разделенную перегородкой 2 на полости 4 и 5, заполняют рабочим агентом, В полости 4 и 5 помещают два одинаковых лопастных колеса 9 и 10, которые эакрепля- ют на проходящей через емкость 1 оси 7 таким образом, чтобы лопасти 11 колес образовывали проточные каналы 12, сообщающие между собой полости 4 и 5. Лопастные колеса 9 и 10
1
Изобретение относится к области пескоструйной обработки металлов, а именно к способам абразивной обработки профиля лопастных колес центробежных насосов,
Целые изобретения является повышение качества обработки путем обеспечения равномерности обработки криволинейных поверхностей колес.
На чертеже приведена схема, pea- лизующая предлагаемый способ абразивной обработки лопастных колес.
Устройство содержит замкнутую емкость 1, разделенную перегородками 2 и 3 на сообщающиеся полости 4-6, и ось 7, установленную в емкости 1 и связанную с приводом 8 реверсивного вращения. В полостях 4 и 5 осуществляют обработку двух одинаковых лопастных колес 9 и 10 центробежных насосов. Для этого лопастные колеса 9 и 10 закрепляют на оси 7 таким образом, чтобы лопасти 11 колес образовывали проточные каналы 12, а плоскость 13 контакта колес совпадала с плоскостью перегородки, Для обеспечения контакта колес в перегородке 2 имеется отверстие 14 с диаметром, равным диаметру входной горловины лопастных колес. В перегородке 2, а так же в верхней части полостей 4 и 5 емкости 1 выполнены каналы 15-17 с регу- лируемыми проходными сечениями, предназначенные для обеспечения циркуляционного движения рабочего агента. В качестве рабочего агента может быть использована либо гидроабразивная суспензия, либо вбздушно-абразив ная смесь. При использовании воздушприводят Б реверсивное вращение, обеспечивая циркуляционное движение рабочего агента через проточные каналы 12 колес; Скорость прокачки рабочего агента лопастными колесами. 9 или 10 (в зависимости от направления вращения колес) регулируют с помощью каналов 15, 16 и 17, имеющих изменяемые проходные сечения, которые выполняют в стенках, огр ани- чивающих полости 4 и 5 емкости 1. 1 ил.
но-абразивной смеси для обеспечения циркуляционного движения воздуха в емкости 1 перегородку 3 выполняют перфорированной с размером отверстий меньшим, чем абразивные частицы, которые загружают в полости 4 и 5.
Обработку лопастных колес гидроабразивной суспензией осуществляют следующим образом.
В полости 4 и 5 емкости 1 заливают суспензию, каналы 16 и 17 соединяют с внешней емкостью-теплообменником, канал 15 закрывают полностью. Закрепленные на оси 7 два одинаковых лопастных колеса 9 и 10 приводят во вращение, которое периодически реверсируют. В результате каждое из лопастных колес 9 или 10 попеременно (в зависимости от направления вращения колес) выполняет функцию насоса и прокачивает гидроабразивную суспензию через проточные каналы 12, образованные -лопастями колес 9 и 10.
При этом поток суспензии, прокачиваемый через проточные каналы 12, последовательно взаимодействует с. выпуклой рабочей поверхностью лопастей первого колеса, работающего в режиме насоса, и с вогнутой нерабочей поверхностью лопастей второго колеса, осуществляя их абразивную обработку равномерно по всей длине. При реверсе вращения лопастньк колес движение рабочего агента осуществляется в обратном направлении за счет работы второго колеса в режиме нагнетания, и обрабатывается, соответственно, рабочая и нерабочая поверхности лопастей второго и первого колес.
Изменением проходных сечений каналов 1 & и 17, соединяющих полости 4 и 5 с гидроабразивной суспензией с внешней емкостью-теплообменником, регулируют скорость циркуляционного движения суспензии через емкость 1 таким образом, чтобы температура нагрева суспензии, обусловленная rtepe- дачей энергии от вращающихся лопастных колес, поддерживалась в оптимальном для абразивной обработки диапазоне.
При обработке лопастных колес воз душно-абразивной смесью в полости 4 и 5 загружают мелкодисперсный абразивный порошок. Закрывают каналы 16 и 17, открьшают канал 15, через который осуществляется циркуляционное движение рабочего агента. Изменяя сечение канала 15, регулируют скорость его циркуляции в емкости 1 и, ветственно, температуру. Циркуляционное движение рабочего агента при реверсивном вращении лопастных колес одно из которых работает в режиме нагнетания. обеспечивается в результате образования перепада давления воздуха в полостях 4 и 5. При этом воздух из полости с большим давлением протекает в полость с меньшим дав- 1
Редактор В.Данко
Составитель В.Жуков Техред Л.Сердюкова
430/15
Тираж 716Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и отк1нлтий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
лением одновременно через канал 15 и перфорированную перегородку 3, благодаря которой осуществляется барбо- таж рабочего агента в полости с меньшим давлением и создается псевдоожи- женный слой абразива, который равномерно засасывается в проточные каналы 12 лопастных колес.
I
Применение предложенного способа позволяет повысить качество обработки лопастных колес, снизить энергозатраты и габариты оборудования.
/,
Формула изобретения
Способ абразивной обработки лопастных колес центробежных насосов,при котором колеса помещают в замкнутую емкость, заполняют ее рабочим агентом, которому придают циркуляционное движение, и приводят колеса в реверсируемое вращение, отличающийся тем, что, с целью повьш1е- ния качества обработки, пару колес размещают на одной оси из условия образования их лопастями проточных каналов, а емкость берут с перегородкой, имеющей регулируемый по сече- нио канал, которую устанавливают в плоскости, совпадающей с плоскостью контакта колес.
Корректор М.Пожо
| название | год | авторы | номер документа |
|---|---|---|---|
| СТУПЕНЬ МНОГОСТУПЕНЧАТОГО ПОГРУЖНОГО НАСОСА ЦЕНТРОБЕЖНОГО ТИПА | 2011 |
|
RU2454567C1 |
| Установка для струйно-абразивной обработки ленточных изделий | 1990 |
|
SU1798142A1 |
| СПОСОБ ГИДРОАБРАЗИВНЫХ ИСПЫТАНИЙ ПОГРУЖНЫХ НАСОСОВ И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2494363C2 |
| АБРАЗИВОСТОЙКИЙ ГАЗОСЕПАРАТОР | 2008 |
|
RU2363842C1 |
| Способ обработки рабочих колес насосов и устройство для его осуществления | 1988 |
|
SU1555115A1 |
| Абразивостойкий роторный газосепаратор | 2018 |
|
RU2696040C1 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| Способ повышения давления и экономичности центробежного насоса и устройство для его реализации | 2021 |
|
RU2775101C1 |
| Способ добычи пластовой жидкости с повышенным содержанием газа и абразивных частиц и погружная установка с мультивихревым газосепаратором для его осуществления | 2023 |
|
RU2827420C1 |
| Способ откачивания пластовой жидкости с повышенным содержанием газа и абразивных частиц и погружная установка с лопастным насосом и газосепаратором для его осуществления | 2020 |
|
RU2749586C1 |
Изобретение относится к области пескоструйной обработки металлов, а именно к способам гидроабразивной обработки лопастных колес дентробеж- ных насосов. Целью изобретения является повьЬление качества обработки 15 И tp СО to CD 4; ел 00 со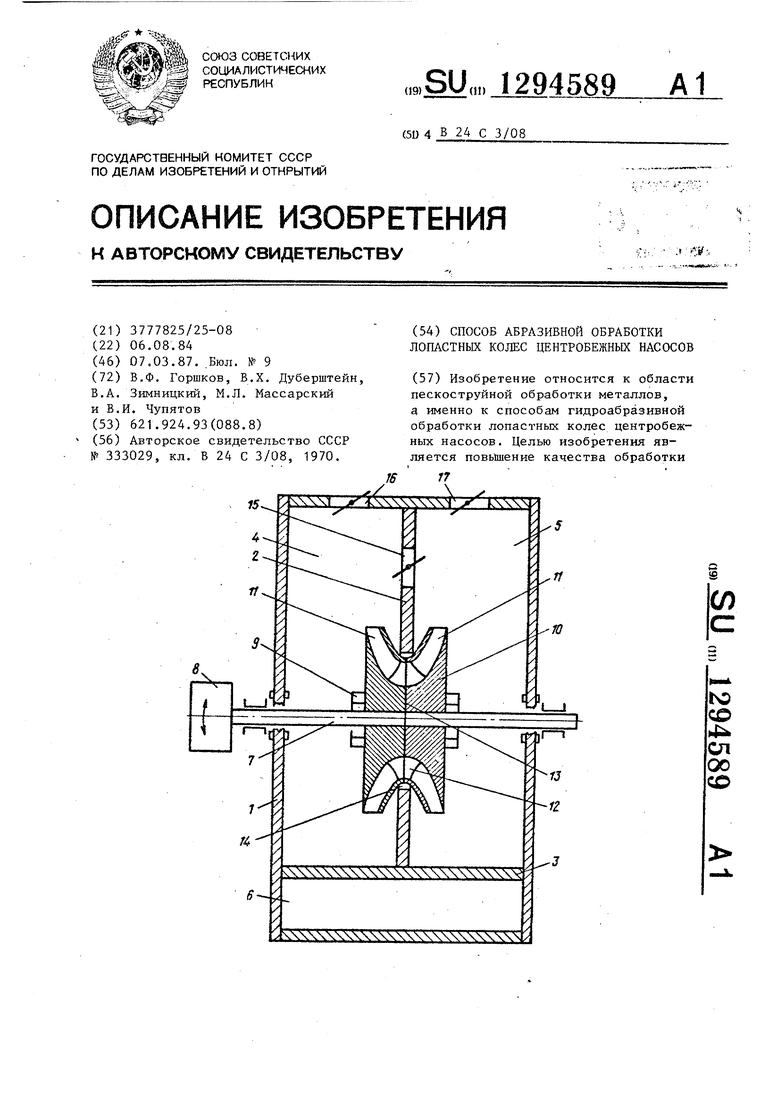
| ГИДРОАБРАЗИВНАЯ УСТАНОВКА | 0 |
|
SU333029A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
