Изобретение относится к производству формовых изделий из полимерных материалов сложной конфигурации с поднутрениями.
Цель изобретения - создание возможности изготовления изделий из полимерных материалов с поднутрениями и повышение износостойкости пресс-формы.
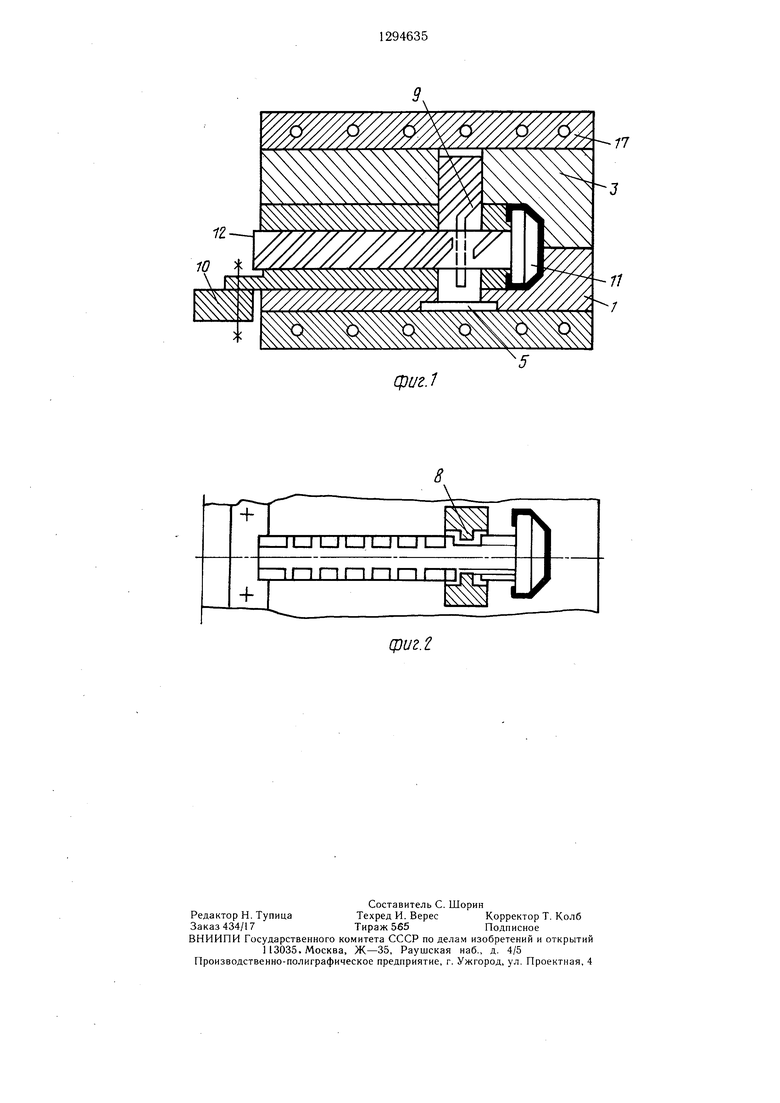
На фиг. 1 изображена пресс-форма в закрытом состоянии, вид сбоку; на фиг. 2 - то же, без верхней плиты, вид сверху; на фиг. 3 - пресс-форма в раскрытом состоянии без верхней плиты, вид сбоку.
Пресс-форма для изготовления изделий с поднутрениями состоит из неподвижной плиты 1, промежуточной подвижной плиты 2 и верхней подвижной плиты 3 (фиг. 1 и 3). Неподвижная плита 1 жестко крепится к нагревательной плите 4 пресса. К неподвижной плите t пресс-формы жестко крепятся косозубая рейка 5 с выступами 6. Причем заходный выступ 7 косозубой рейки 5 выполнен так, что из вертикального выступа 8 вдоль оси рейки 5 переходит в угловое направление части косозу- бого выступа 9. Промежуточная плита 2 жестко крепится к каретке 10 пресса и снабжена индивидуальным приводом перемещения при разъеме. В промежуточную плиту 2 входит сердечник 11 с направляющим стержнем 12, который снабжен косозубой нарезкой с выступами 13, взаимодействующими при работе с выступами 6 косозубой рейки 5. Причем два заходных выступа 14 и 15 направляющего стержня 12 сердечника 11 имеют прорезь 16, куда входит при работе вертикальная часть заходного выступа 8 косозубой рейки 5. Верхняя подвижная плита 3 жестко закреплена к верхней нагревательной подвижной плите 17 пресса.
Причем наибольший эффект достигается в случае, когда косозубая рейка 5 П-об- разной формы (фиг. 2) с двойной нарезкой внутри зеркально выполнена относительно вертикальной оси косозубой рейки, а косозубая нарезка на стержне сердечника выполнена соответственно снаружи с двух сторон и зеркально расположена относительно оси сердечника.
Перезарядку пресс-формы для изделий из полимерных материалов с поднутрением выполняют в следующей последовательности.
При раскрытии пресс-формы поднимается вверх верхняя нагревательная плита 17 с верхней подвижной плитой 3 пресс-формы. Затем поднимается вверх каретка 10 пресса вместе с промежуточной плитой 2 пресс- формы. При движении вверх по заходно- му выступу 8 косозубой рейки 5 в начальный период раскрытия пресс-формы
подъем промежуточной плиты осуществляется без выдвижения сердечника II. Далее осуществляется подъем промежуточной плиты при взаимодействии косозубых нарезок рейки 5 и стержня 12 сердечника II. Затем осуществляют съем изделия вручную.
При компрессионном формовании производят раскладку заготовок сырой резиновой смеси вручную. После этого осуществляют закрытие пресс-формы в обратной последовательности. При литьевом формовании форму закрывают пустой и заполнение полимерным материалом осуществляют через литниковый канал.
Формула изобретения
5
1.Пресс-форма для изделий с поднутрениями, состоящая из плит, одна из них неподвижная, к которой жестко закреплена рейка и две подвижные плиты с индивидуальным приводом перемещения каждая, промежуточная плита снабжена сердечником, жестко соединенным с направляющим стержнем, отличающаяся тем, что, с целью повышения компактности и увеличения износостойкости пресс-формы, рейка ие подвижной плиты и стержень сердечника промежуточной плиты пресс-формы снабжены косозубыми нарезками, взаимодействующими между собой при раскрытии пресс- формы, причем для обеспечения перемещения промежуточной плиты в начальный перис од раскрытия пресс-формы без выдвижения сердечника заходный выступ косозубой рейки сердечника выполнен так, что из вертикального переходит в наклонное направление части косозубого выступа по оси косозубой рейки, а на двух заходных выступах
0 косозубой нарезки направляющего стержня сердечника выполнена прорезь от краев выступов, обеспечивающая взаимодействие как направляющая с заходным выступом стержня сердечника.
2.Пресс-форма по п. 1, отличающаяся тем, что косозубая рейка П-образной формы с двойной нарезкой внутри, зеркально выполненной относительно оси косозубой рейки, а косозубая нарезка на стержне сердечника выполнена соответственно снаружи с
Q двух сторон и зеркально расположена от- носителы о оси сердечника.
10
фиг.1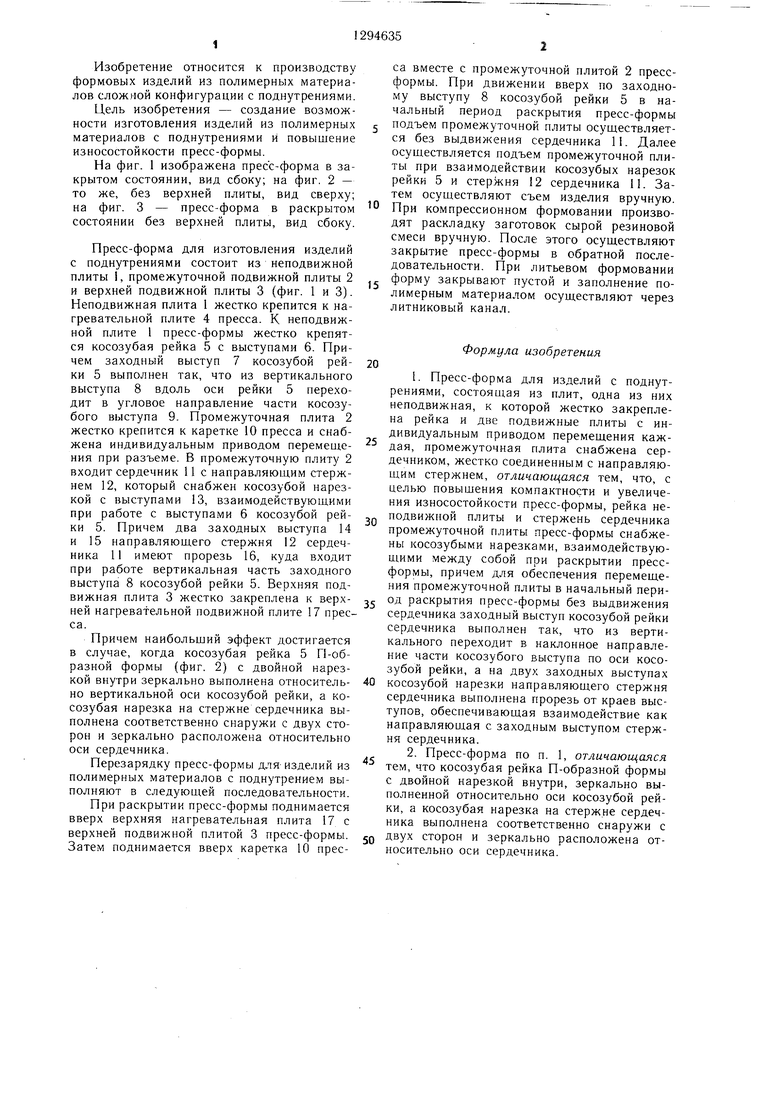
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для извлечения сердечника из пресс-формы | 1985 |
|
SU1329987A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU996220A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Пресс-форма для изготовления изделий с поднутрениями | 1987 |
|
SU1541064A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1989 |
|
SU1764800A1 |
| Механизм для извлечения сердечника из пресс-формы | 1983 |
|
SU1151468A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1712173A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
Изобретение относится к производству формовых изделий из полимерных материалов сложной конфигурации с поднутрениями. Целью изобретения является обеспечение возможности формования изделий с поднутрениями и увеличение износостойкости пресс-формы. С этой целью в предлагаемой пресс-форме для извлечения формующего сердечника 11 выполнен косозуборе- ечный механизм, в котором П-образная рейка неподвижной плиты 1 пресс-формы снабжена косозубыми выступами 6, плавно взаимодействующими с косозубыми выступами 13 стержня 12 сердечника 11. 1 з. п. ф-лы, 3 ил. 11 7J Л 7J Л 151, / П ьо ;о 4 О5 со СП ери г. 5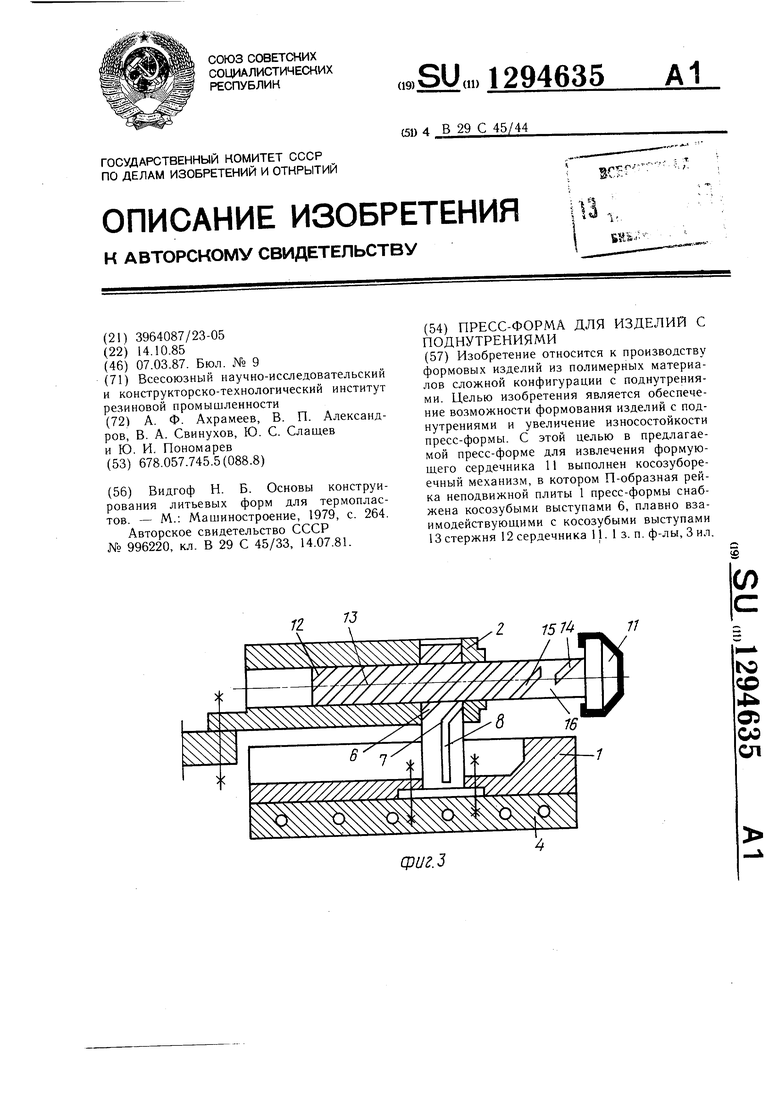
фиг..
| Видгоф Н | |||
| Б | |||
| Основы конструирования литьевых форм для термопластов | |||
| - М.: Машиностроение, 1979, с | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU996220A1 |
| Солесос | 1922 |
|
SU29A1 |
