Изобретение относится к технологической оснастке для переработки пластмасс и может быть использовано для изготовления изделий с поднутрениями методом литья под давлением.
Целью изобретения является повышение надежности длительного получения поднутряющих отверстий.
На фиг. 1 представлена пресс-форма, верхняя правая часть которой представляет сечение, развернутое на 90°, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1.
Пресс-форма содержит неподвижную плиту 1, матрицу 2, подвижную плиту 3, пуансон 4, съемник 5, изготавливаемое изделие 6, формующие знаки, состоящие из вза- имнораздвижных частей 7 и 8 с направляющими 9 и 10, гнездом 11, пружиной 12, боковыми выступами 13, с опорой формующими частями 14 в щелевых отверстиях 15 пуансона. Знаки сжимаются наклонными пло10
15
После заполнения расплавом изделия 6 производится разъем пресс-формы. Подвижная плита 3 с пуансоном 4 и съемником 5 отходят от неподвижной плиты 1 с матрицей 2. Подпружиненный рычаг 19 под воздействием пружины 23 под крышкой 24 в гнезде 22 немедленно перемещается до упора своей головной частью в кромку прорези в гнезде пуансона 4. Ползун 18 вместе с вилками 17 перемещается к дну глухого паза пуансона 4. Наклонные площадки 16 взаимодействуют с выступами 13 и сжимают раздвижные знаки, освобождая изделие 6. При этом отрыв изделия 6 от стенок матрицы 2 происходит гораздо раньше, чем раздвижные знаки передвинутся во внутреннюю часть пуансона своими формующими частями 14 в щелевых отверстиях 15. Небольшой ход (2 мм) пружины в гнезде 1 раздвижных знаков определен толщиной стенок (до 1 мм) изделия 6 и позволяет
25
щадками 16 вилки 17 при перемещении пол- 20 выполнить пружину жесткой с достаточно
большим усилием, что служит гарантией надежного получения поднутряющих отверстий. Причем износ поверхностей знаков, соприкасающихся с внутренней стенкой матрицы 2, никак не отражается на качестве получения отверстий, так как формующие и опорные части 14 раздвижных знаков выполнены несколько удлиненными с образованием в раздвинутом состоянии (фиг. 1) зазора (1 -1,5 мм) между внутренней стенкой глухого паза пуансона 4 и площадкой примыкания опорных и формующих выступов 14 к раздвижным частям 7 и 8.
зуна 18 вдоль глухого глубокого паза пуансона под воздействием рычага 19 через сквозной паз 20 в том же ползуне. Рычаг размещен в пазу 21 подвижной плиты, имеет гнездо 22 и пружину 23 с упором в крышку 24.
Пресс-форма предназначена для отливки под давлением из полиэтилена или полистирола корпусов для гальванических батарей, в поднутряющих щелевых отверстиях которых размещаются выводные и коммутационные контакты, расположенные на перегородках.
Пресс-форма работает следующим образом.
В сомкнутом положении неподвижная плита 1, жестко скрепленная с литниковой плитой и матрицей 2, находится в сжатом состоянии с подвижной плитой 3 по площадке разъема между матрицей 2 и съемником 5. Формующие знаки размещены в глухом глубоком пазу пуансона с опорой формующими частями 14 в щелевых отверстиях 15 и в этот момент своими раздвижными частями 7 и 8 по направляющим 9 и 10 поджимаются пружиной 12 в гнезде 11 к стенкам матрицы 2, не давая материалу изделия 6 затекать под контактирующие площадки.
Расположенный в том же глухом пазу пуансона ползун. 18 своим сквозным пазом 20 взаимосвязан с подпружиненным рычагом 19 в пазу 21 подвижной плиты и находится в приподнятом по пазу положении, так как рычаг 19 своим дном гнезда 22 упирается в этот момент в матрицу 2 по плоскости разъема через сквозное отверстие в съемнике 5. Поэтому вилка 17, расположенная в обхват боковых выступов 13 раздвижных знаков и жестко связанная с ползуном, также находится в приподнятом положении и ее наклонные площадки 16 не взаимодействуют с выступами 13.
30
Окончательный съем изделия 6 с пуансона 4 осуществляется при полном выходе пуансона из матрицы 2 съемником 5, под- вижным вместе со штангами относительно подвижной плиты 1, под воздействием упора на литьевом автомате. Формующие знаки остаются сжатыми и при повторном входе пуансона 4 в матрицу 2, выдвигаясь 40 лишь при смыкании пресс-формы на плоскости разъема.
Формула изобретения
Пресс-форма для полимерных изделий с поднутрениями, содержащая неподвижную литниковую плиту, матрицу, пуансон, выполненный в виде прямоугольного стержня на составной подвижной плите, составные формующие знаки, позволяющие выполнять отверстия, параллельные плоскости разъема, и съемник, перемещаемый относительно подвижной плиты, отличающаяся тем, что, с целью повышения надежности работы, оформляющие поднутрения знаки в глухом глубоком пазу пуансона выполнены в виде раз- 55 движной двухопорной балки с частями, взаимосвязанными по направляющим, центральным гнездом с пружиной и боковыми выступами на направляющих, взаимодействую45
50
0
5
После заполнения расплавом изделия 6 производится разъем пресс-формы. Подвижная плита 3 с пуансоном 4 и съемником 5 отходят от неподвижной плиты 1 с матрицей 2. Подпружиненный рычаг 19 под воздействием пружины 23 под крышкой 24 в гнезде 22 немедленно перемещается до упора своей головной частью в кромку прорези в гнезде пуансона 4. Ползун 18 вместе с вилками 17 перемещается к дну глухого паза пуансона 4. Наклонные площадки 16 взаимодействуют с выступами 13 и сжимают раздвижные знаки, освобождая изделие 6. При этом отрыв изделия 6 от стенок матрицы 2 происходит гораздо раньше, чем раздвижные знаки передвинутся во внутреннюю часть пуансона своими формующими частями 14 в щелевых отверстиях 15. Небольшой ход (2 мм) пружины в гнезде 1 раздвижных знаков определен толщиной стенок (до 1 мм) изделия 6 и позволяет
0 выполнить пружину жесткой с достаточно
Окончательный съем изделия 6 с пуансона 4 осуществляется при полном выходе пуансона из матрицы 2 съемником 5, под- вижным вместе со штангами относительно подвижной плиты 1, под воздействием упора на литьевом автомате. Формующие знаки остаются сжатыми и при повторном входе пуансона 4 в матрицу 2, выдвигаясь 0 лишь при смыкании пресс-формы на плоскости разъема.
Формула изобретения
Пресс-форма для полимерных изделий с поднутрениями, содержащая неподвижную литниковую плиту, матрицу, пуансон, выполненный в виде прямоугольного стержня на составной подвижной плите, составные формующие знаки, позволяющие выполнять отверстия, параллельные плоскости разъема, и съемник, перемещаемый относительно подвижной плиты, отличающаяся тем, что, с целью повышения надежности работы, оформляющие поднутрения знаки в глухом глубоком пазу пуансона выполнены в виде раз- 5 движной двухопорной балки с частями, взаимосвязанными по направляющим, центральным гнездом с пружиной и боковыми выступами на направляющих, взаимодействую5
0
щими с наклонными площадками подвижного вдоль паза ползуна в форме вилки в обхват выступов, перемещаемого через
сквозной продольный паз рычагом, подпружиненным на смыкание раздвижной балки при раскрытии формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Форма для отливки изделий с боковыми пазами | 1986 |
|
SU1391920A1 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления изделий из пластмасс | 1989 |
|
SU1699791A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
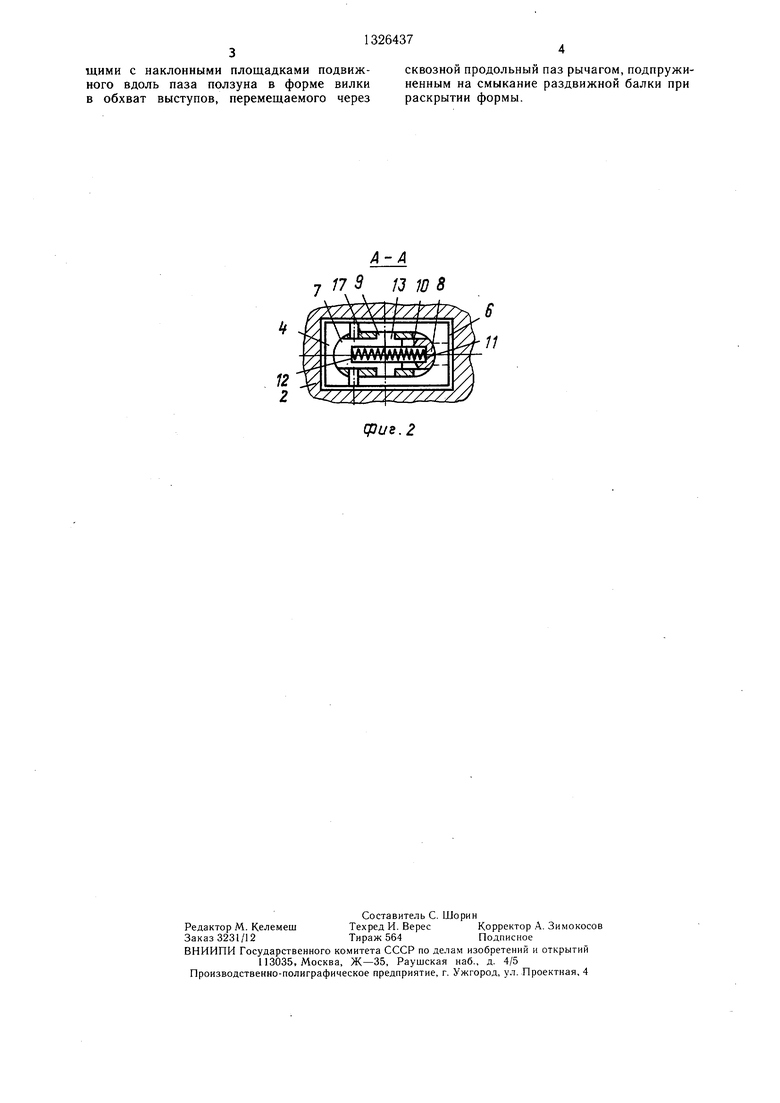
Пресс-форма относится к технологической оснастке для переработки пластмасс и может быть использована для изготовления изделий с поднутрениями методом литья под давлением. Целью изобретения является повышение надежности работы формирующих поднутрения знаков. Для этого оформляющие знаки 14 выполнены в виде раздвижной двухопорной балки с частями 7 и 8, взаимосвязанными по направляющим 9 и 10. В центральном гнезде знака 11 расположена пружина 12. Боковые выступы направляющих 13 взаимодействуют с наклонными выступами паза 17 ползуна 18. Ползун 18 перемещается при раскрытии формы рычагом 19. 1 ил. ФЛ5 (Л со го О5 4;; со 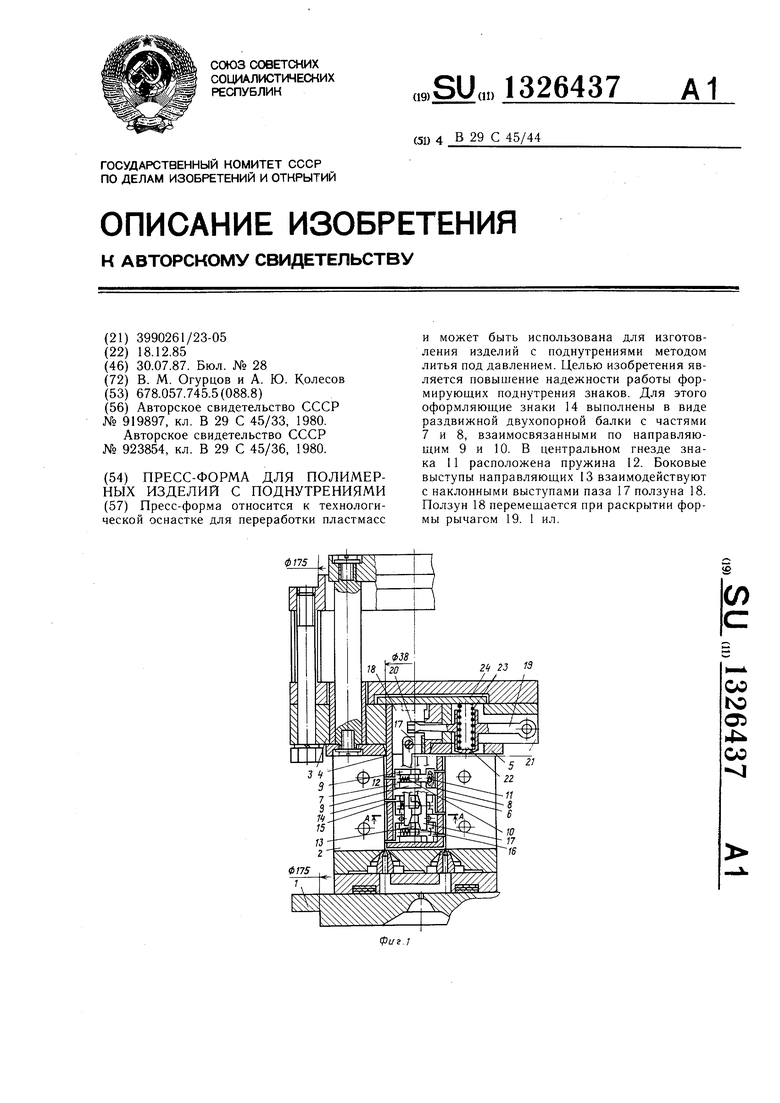
А-А
17 9 13 Ю 8 ДЛfflus.2
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 923854, кл | |||
| Солесос | 1922 |
|
SU29A1 |
