ts5
оо сд
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления из них изделий с поднутрениями методом литьевого прессования.
Известна пресс-форма для изготовления полимерных изделий с поднутрениями, содержащая неподвижную плиту с разжимающим элементом, подвижную часть, включающую матрицу, знак, содержащий шарнирно закрепленные в подвижной части разжимные элементы, сжимающий элемент, взаимодействующий с разжимными сегментами, и выталкивающую промежуточную и опорную плиты 1.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является пресс-форма для полимерных изделий с поднутрениями, содержащая матрицу, пуансон, плиты выталкивателей и сердечник с установленными в направляющих пазах па его наклонных поверхностях подвижными вставками для оформления поднутрений, выполненными в виде сегментов, при этом сердечник жестко связан с толкателем, закрепленным в плите выталкивателей 2.
Однако переналадка известных прессформ при переходе на другой типоразмер изделий вызывает значительные трудности, что обусловлено сложной взаимосвязью, элементов формующих поднутрения, между собой и с выталкивающей системой.
Цель изобретения - упрощение переналадки пресс-формы при переходе на другой типоразмер изделий.
Поставленная цель достигается тем, что пресс-форма для полимерных изделий с под нутрениями, содержащая матрицу, пуансон, плиты выталкивателей и сердечник с установленными в направляющих пазах на его наклонных поверхностях подвижными вставками для оформления поднутрений, выполненными в виде сегментов, при этом сердечник жестко связан с толкателем, закрепленным в плите выталкивателей, снабжена размещенными по обе стороны сердечника подвижными в продольном и радиальном направлениях вкладыщами для оформления поднутрений, сопряженными по боковым поверхностям с подвижными вставками и выполненными в вид,е сегментов с наклонными отверстиями наклонными колонками, закрепленными на сердечнике с .воз.можностью взаимодействия с наклонными отверстиями подвижных вкладыщей и крестообразно установленными в сердечнике пальцами, взаимодействующими с подвижными вставками и вкладышами.
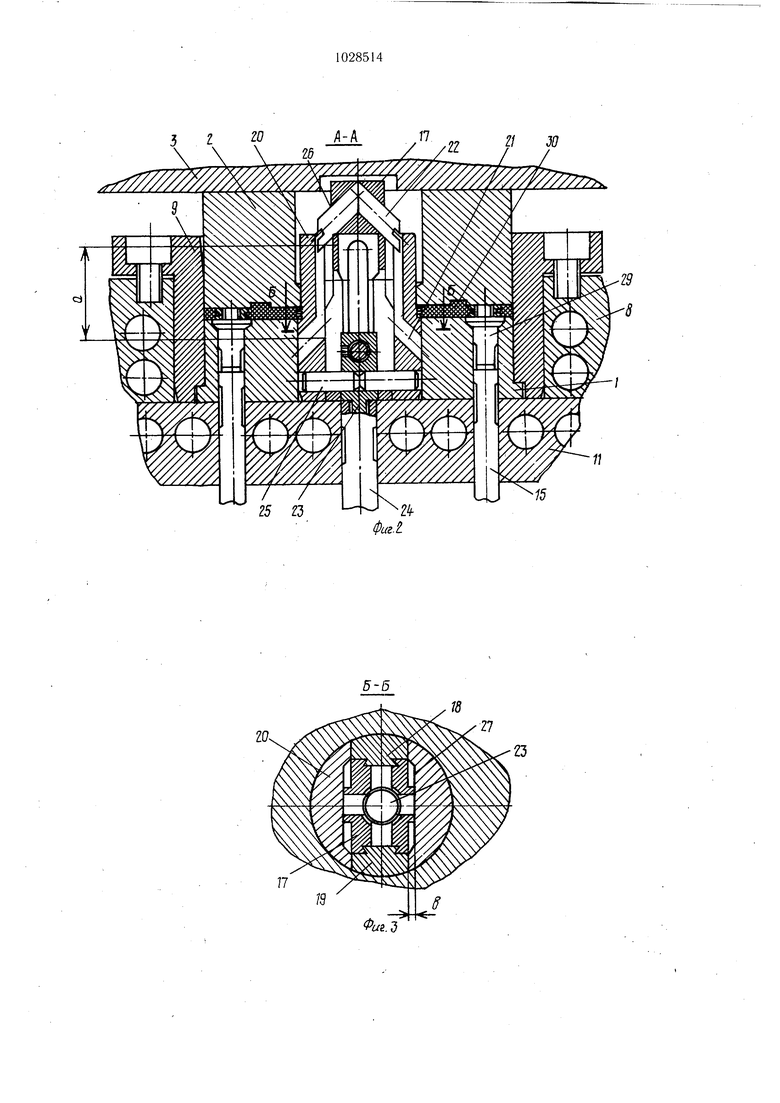
На фиг. 1 показана пресс-форма, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4вид В на фиг. 1; на фиг. 5„ б и 7 - разрез А -А на фиг. 1 в различные моменты выталкивания изделия; на фиг. 8 - положение вкладыщей и вставок в конце выталкивания изделия.
Пресс-форма содержит матрицу 1, пуансон 2, закрепленный в пуансонодержателе 3 посредством связанных с ним стержней 4, полуваликов 5 с фиксаторами 6 и нажимных винтов 7, обойму 8 с размещенными в ней загрузочной камерой 9 и матрицей 1, центрирующие колонки 10, промежуточную плиту 11, опорные брусья 12 и плиту 13, плиту 14 выталкивателей 15 с закрепленным в ней хвостовиком 16, сердечник 17 с установленными в направляющих пазах 18 типа «ласточкин хвост на его наклонных поверхностях подвижными вставками 19 для оформления поднутрений, выполненными в виде сегментов и размещенными по обе стороны сердечника 17 подвижными в продольном и радиальном направлениях вкладыщами 20 для оформления поднутрений. Подвижные вкладыщи 20 сопряжены по боковым поверхностям с подвижными вставками 19 и выполнены в виде сегментов с наклонными отверстиями 21. Наклонные колонки 22 закреплены в верхней части сердечника 17 с возможностью взаимодействия с наклонными отверстиями 21 подвижных вкладышей 20.
В нижней части 23 сердечника 17, жестко связанной с толкателем 24, крестообразно установлены пальцы 25, взаимодействующие с подвижными вставками 19 и вкладыщами 20. Толкатель 24 закреплен в плите 14 выталкивателей.
На вертикальных поверхностях 26 сердечника 17 выполнены ступени, высота которых равна величине углублений 27 в подвижных вкладыщах 20.
Для обеспечения необходимого зазора между пуансонодержателем 3 и обоймой 8 размещены планки 28. Выталкиватели 15 выполнены с выступами под отверстия в арматуродержателях 29.
Пресс-форма работает следующим образом.
В матрицу 1 устанавливаются арматуродержатели 29, в загрузочную камеру 9 помещается полимерный материал и осуществляется прессование изделия 30. После технологической выдержки поднимается пуансон 2 и начинается съем изделия выталкивателя 15, при этом одновременно толкателем 24 поднимается сердечник 17 и вместе с ним увлекаемые пальцами 25 поднимаются подвижные вставки 19 и вкладыщи 20.
Подвижные вставки 19, взаимодействуя с пазами 18, сближаются, а их элементы, формующие поднутрения в изделия, выходят из него. После того, как подвижные вставки 19 и вкладыщи 20 поднимаются на высоту а, наклонные отверстия 21 последних сопрягаются с наклонными колонками 22, в результате чего при дальнейщем подъеме на
высоту с происходит сближение подвижных вкладышей 20 и выход их формующих элементов из изделия. Залипание изделия на одном из формующих элементов предотвращается выступами выталкивателей 15, фиксирующих арматуродержатели 29.
К концу подъема плиты 14 выталкивателей подвижные вкладыщи 20 перемещаются в радиальном направле1Л1и на расстояние в и прижимаются к сердечнику 17, заключая при этом в углубления 27 подвижные вставки 19, после чего вилкой съема изделие снимается, а элементы формы возвращаются в исходное положение. Далее цикл повторяется. Арматуродержатели извлекаются из изделия вне пресс-формы.
Переналадка пресс-формы при переходе на изготовление другого типоразмера издеЛИЙ производится путем замены пуансона 2 и подвижных вставок 19 и вкладыщей 20.
Для замены пуансона 2 фиксатором 6 поворачивается на 180° полувалик 5 и нажимным винтом 7 извлекаются из пуансонодержателя 3 стержни 4 пуансона 2. Вставляется новый пуансон и закрепляется в обратной последовательности.
Для замены подвижных вставок 19 и вкладышей 20 поднимается плита 14 выталкивателей, из нижней части 23 сердечника 17 извлекаются пальцы 25 и заменяются формующие элементы.
Использование изобретения позволит расщирить технологические возможности пресс-фор.мы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1974 |
|
SU654428A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1982 |
|
SU1054060A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрением | 1977 |
|
SU927513A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Пресс-форма для изготовления полимерных изделий | 1987 |
|
SU1452690A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |



ПРЕСС-ФОРМА ДЛЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ, содержащая матрицу, пуансон, плиты выталкивателей и сердечник с установленными в направляющих пазах на его наклонных поверхностях подвижными вставками для оформления поднутрений, выполненными в виде сегментов, при этом сердечник жестко связан с толкателем, закрепленным в плите выталкивателей, очличающаяся тем, что, с целью упрощения переналадки пресс-формы при переходе на другой типоразмер изделий, она снабжена размещенными по обе стороны сердечника подвижными в продольном и радиальном направлениях вкладыщами для оформления поднутрений, сопряженными по боковым поверхностям с подвижными вставками и выполненными в виде сегментов с наклонными отверстиями наклонными колонками, закрепленны}ли на сердечнике с возможностью взаимодействия с наклонными отверстиями подвижных вкладышей и крестообразно установленными в сердечнике пальцами, взаимодейстi вующими с подвижными вставками и вкладышами. (Л
Д-А
3 I 20
;/ .. mm
Л -Я
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма | 1975 |
|
SU556948A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Управляемый мультивибратор | 1982 |
|
SU1045350A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
