Известны агрегаты для изготовления изделий из полимерных материалов, например полых резиновых чехлов. Они состоят из установленных на раме литьевого червячного яресса и роторного устройства, включающего закрепленные на ,ра,ме центральную трубчатую и кольцевую опоры, некоторых смонтирован ловоротный ротор со столом, оборудованным прессточками, каждая из которых выполнена в виде юмонтированных яа поворотном роторном столе колонн, перемещаемых во втулках и связанных с верхней и нижней силовы.ми плитами, нагревательными и промежуточными плитами, верхними и нижними лолуформамл, перемещаемыми и фиксируемыми с сердечником посредством силовых |цилиНдроБ, механизмов смыкания и фиксации полуформ и механизма съема изделий.
Для смыкания и фиксации 1полуформ известные агрегаты оборудованы сравнительно сложными :по конструкции и недостаточно надежными в работе механизмами с применением рычажных захватов, замыкающих лолуформы при одностороннем их движении от силового цилиндра и от привода роторного стола, сравнительно сложной зубчатой передачи для поворота сердечника и съема изделия без предварительного сдвига изделия на сердечнике.
выполнен в виде смонтированного на раме силового цилиндра, шток которого концевой головкой входит в зацепление с захватом, закрепленным на соединительной плите, связанной посредством соединительных планок, нижней силовой ллнты и стержня с зубчатыми рейками, входящими в зацепление через шестерни, закрепленные на роторном столе.
Этот агрегат отличается также тем, что механизм .фиксации полуформ выполнен в виде силового цилиндра, шток которого в пазах колонн фиксирует выступы замковой пл1ггы, жестко связанной с регулируемыми ло высоте стойками, опирающимися на роторный стол. Кроме того, механизм съема изделий агрегата выполнен в виде закрепленного на центральной трубчатой опоре силового цилиндра, шток которого концевой головкой входит в зацепление с муфтой и штока-клапана для сдвига и съема изделия -при лодаче сжатого воздуха в ЛОЛ ость сердечника.
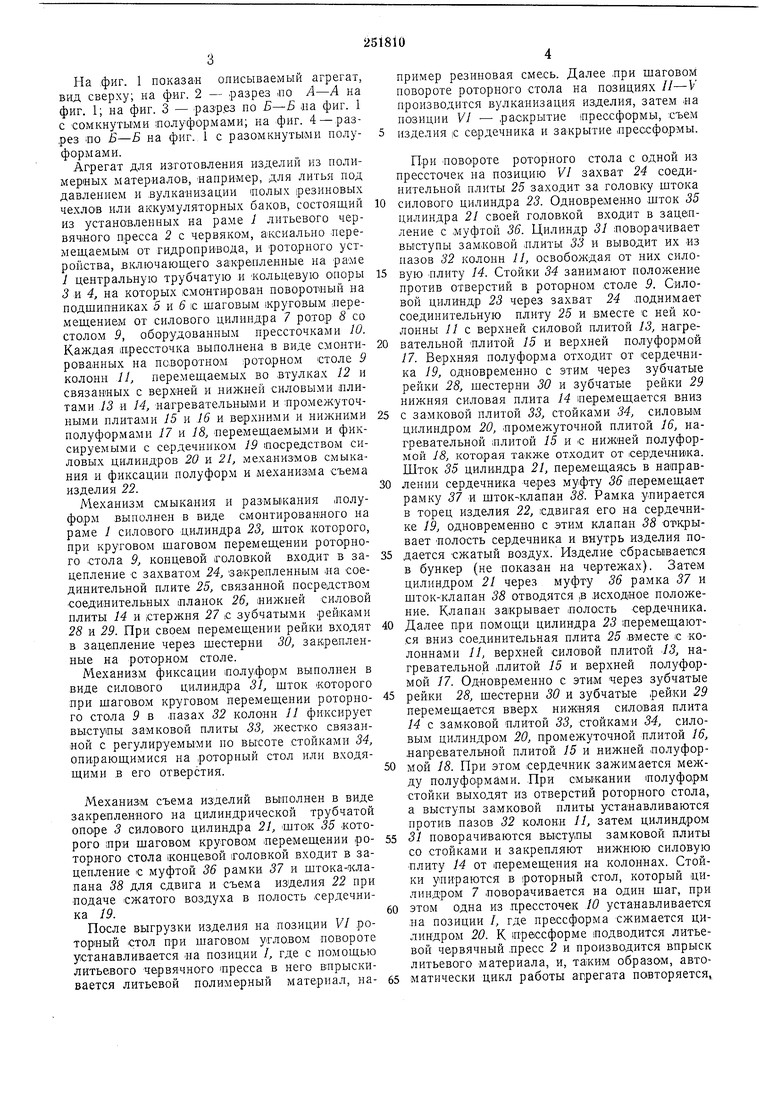
Все эти усовершенствования упрощают конструкцию агрегата и повышают его надежность, обеспечивают качественное литье, вулканизацию и бесперебойный съем изделий при одновременном двухстороннем смыканпп лолуформ с колоннами лрессточек и при (предварительном сдвиге на сердечнике с пневматическим съемом изделия, На фиг. 1 показа-н описываемый агрегат, вид сверху; на фиг. 2 - разрез ,ио А-А на фиг. 1; на фиг. 3 - разр.ез по Б-Б на фиг. 1 с сомкнутыми 1полуформами; на фиг. 4 - разрез по Б-Б на фиг. 1 с разомкнуты;ми полуформами. Агрегат для изготовления изделий из полимерных материалов, «апример, для литья под давлением и .вулканизации иолых резиновых че.хлов или аккумуляторных баков, состоящий из установленных на раме 1 литьевого червячного пресса 2 с червяком, аксиально перемещаемым от гидропривода, и роторного устройства, включающего закрепленные на раме 1 центральную трубчатую и кольцевую опоры 3 и 4, на которых смонтирован поворот1ный на подшипниках 5 и 6 ic шаговым круговым перемещением от силового цилиндра 7 ротор 8 со столом 9, оборудованным прессточками 10. Каждая ирессточка выполнена в виде смонтированных на поворотном роторном столе 9 колонн 11, перемещаемых во втулках 12 и связанных с верхней и нижней силовыми плитами 13 и 14, нагревательными и промежуточными нлитами 15 и 16 и верхними и нижними полуформами 17 и 18, перемещаемыми и фиксируемыми с сердечником 19 посредством силовых цилиндров 20 и 21, механизмов смыкания и фиксации полуформ и механизма съема изделия 22. Механизм смыкания и размьикания лолуформ выполнен в виде смонтированного на раме 1 силового цилиндра 23, шток которого, при круговом шаговом перемещении роторного стола 9, концевой головкой входит в зацепление с захватом 24, закрепленным на соединительной плите 25, связанной посредством соединительных планок 26, нижней силовой плиты 14 и стержня 27 с зубчатыми рейками 28 и 29. При своем перемещении рейки входят в зацепление через шестерни 30, закрепленные на роторном столе. Механизм фиксации нолуформ выполнен в виде силового цилиндра 31, шток которого при шаговом круговом перемещении роторного стола 9 в пазах 32 колонн 11 фиксирует выступы замковой плиты 33, жестко связанной с регулируемыми по высоте стойками 34, опирающимися на роторный стол или входящими в его отверстия. Механизм съема изделий выполнен в виде закрепленного на цилиндрической трубчатой опоре 3 силового цилиндра 21, Шток 35 которого при шаговом круговом перемещении роторного стола концевой головкой входит в зацепление с муфтой 36 рамки 37 и штока-клапана 38 для сдвига и съема изделия 22 при подаче сжатого воздуха в полость сердечника 19. После выгрузки изделия на позиции VI роторный стол при шаговом угловом повороте устанавливается «а позиции 1, где с помощью литьевого червячного пресса в него впрыскивается литьевой полимерный материал, например резиновая смесь. Далее при шаговом повороте роторного стола на позициях //-V производится вулканизация изделия, затем на позиции VI - раскрытие прессформы, съем изделия с сердечника и закрытие прессформы. При пово-роте роторного стола с одной из прессточек на позицию VI захват 24 соединительной плиты 25 заходит за головку штока силового цилиндра 23. Одновременно шток 35 цилиндра 21 своей головкой входит в зацепление с муфтой 36. Цилиндр 31 поворачивает выступы замковой плиты 33 и выводит их нз пазов 32 колонн 11, освобождая от них силовую плиту 14. Стойки 34 занимают положение против отверстий в роторном столе 9. Силовой цилиндр 23 через захват 24 поднимает соединительную плиту 25 и вместе с ней колонны 11с верхней силовой плитой 13, нагревательной плитой 15 и верхней полуформой 17. Верхняя полуформа отходит от сердечника 19, одновременно с этим через зубчатые рейки 28, шестерни 30 и зубчатые рейки 29 нижняя силовая плита 14 перемещается вниз с замковой плитой 33, стойками 34, силовым цилиндром 20, промежуточной плитой 16, нагревательной плитой 15 и с нижней полуформой 18, которая также отходит от сердечника. Шток 35 цилиндра 21, перемещаясь в направлении сердечника через муфту 36 перемещает рамку 37 и шток-клапан 38. Рамка упирается в торец изделия 22, сдвигая его на сердечнике 19, одновременно с этим клапан 38 открывает полость сердечника и внутрь изделия подается сжатый воздух. Изделие сбрасывается в бункер (не показан на чертежах). Затем цилиндром 21 через муфту 36 рамка 37 и шток-клапан 58 отводятся в исходное положение. Клапан закрывает полость сердечника. Далее при помощи цилиндра 23 перемещаются вниз соединительная плита 25 вместе с колоннами И, верхней силовой плитой 13, нагревательной плитой 15 и верхней полуформой 17. Одновременно с этим через зубчатые рейки 28, шестерни 30 и зубчатые рейки 29 перемещается вверх нижняя силовая плита 14 с замковой плитой 33, стойками 34, силовым цилиндром 20, промежуточной плитой 16, нагревательной плитой 15 и нижней полуформой 18. При этом сердечник зажимается между полуформами. При смыкании полуформ стойки выходят из отверстий роторного стола, а выступы замковой плиты устанавливаются против пазов 32 колонн И, затем цилиндром 31 поворачиваются выступы замковой плиты со стойками и закрепляют нижнюю силовую плиту 14 от перемещения на колоннах. Стойки упираются в роторный стол, который цилиндром 7 поворачивается на один шаг, при этом одна из дрессточек 10 устанавливается па позиции I, где прессформа сжимается цилиндром 20. К ирессформе подводится литьевой червячный пресс 2 и производится впрыск литьевого материала, и, таким образом, автоПредмет изобретения
.1. Агрегат для изтотовления изделий из полимерных .материалов, иашример, для литья под давлением и вулканизации иолых резиновых чехлов, со,стоящий из установленных иа раме литьевого червячного пресса и роторного устройства, включающего ирикрееленные к раме центральную трубчатую и кольцевую оноры, на которых смонтирован поворотный ротор со столом, оборудованным лтрессточками, каждая из которых вынолнена в виде смонтироваиных на поворотном роторном столе .колонн, перемещаемых во втулках и связанных с верхней и нижней силовыми плитами, напревательными и промежуточными плитами и верхними и нижними полуформами, перемещаемыми и фиксируемыми с сердечником .посредством силовых дилиндрс-в, механизмов смыкания и фиксации полуформ и механизма съема изделий, отличающийся тем, что, с целью упрощения конструкции и обеспечения надежной работы агрегата, механизм смыкания и размыкания иолуформ выполнен
в виде силового цилиндра, щток которого концевой головкой входит в зацепление с захватом, закрепленным на соединительной плите, связанной посредством соединительных планок, нижней силовой нлиты и стерл ня с зубча тыми рейками, входящими в зацепление через шестерни, закрепленные иа ротор.ном столе.
2.Агрегат -по п. 1, отличающийся тем, что, с целью обеспечения качественного литья иод
давлением и вулканизации изделий, механизм фиксации полуформ выполнен в виде силового цилиндра, щток которого в пазах колонн фиксирует выступы замковой плиты, жестко связанной с регулируемыми ио высоте стойками. оп фающимися на роторный стол.
3.Агрегат по пп. 1 и 2, отличающийся тем, что, с целью бесперебойного съема полых изделий, механизм съема изделий вьниол-неи в виде закрепленного на центральной трубчатой
ОПоре силового цилиндра, щток которого концевой головкой входит ,в зацепление с муфтой рамки и щтока-клапана для сдвига и съема изделия, при подаче сжатого воздуха в полость сердечника.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU259357A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1985 |
|
SU1242392A1 |
| РОТОРНО-ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1970 |
|
SU263129A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |


иг 3
. f/
