По основному авт. св. N° 12313/ оправка для изготовления труб с внутренним оребрением вынолнена в виде сскцнС, имеющих на своей наружной поверхности углубления, соответствующие форме и разме11ам ребер, которые должны быть образованы на внутренней новерхности трубы. В собранном для работы виде секции оправки онираются на внутренний конусный клин, при помощи которого они раздвигаются и производят внутреннее оребрение труб.
Предлагаемая онравка для изготовления труб с внутренним оребрением снабжена кольцевым выступом, расположенны.м на переднем ее конце. Этот выступ в процессе прессования закрывает очко матрицы и предотвращает течение металла вдоль оправки.
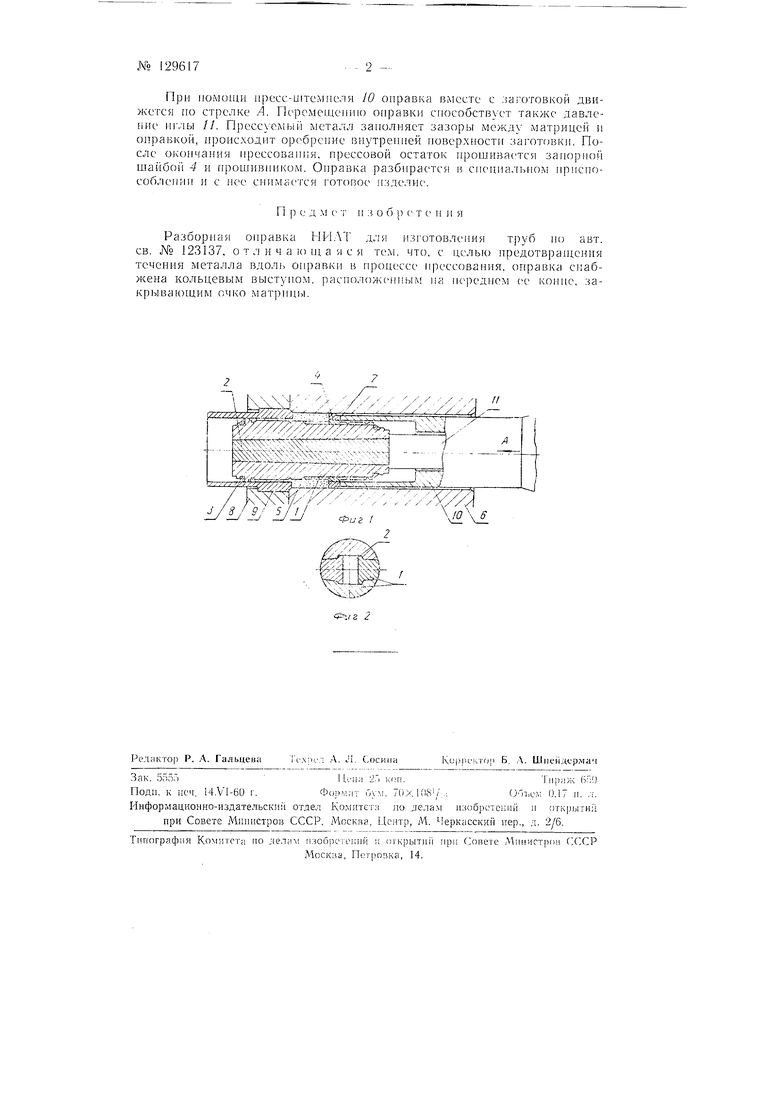
На фиг. 1 изображена схема преесовання трубы с применением описываемой оправки; на фиг. 2-оиравка в поперечном сечении.
Оправка состоит из четырех вкладышей /, клина 2 и двух кольцевых замков 3, удерживающих оправку в собранном виде. Оиа снабжена запорной шайбой 4, кольцевой выступ которой в процессе прессования закрывает очко матрицы и предотвран,ает течение металла вдоль оправки. На иаружной цилиндрической новерхности оправки имеются углубления, соответствующие форме п размерам ребер, которые должны бьтть образоваиы на внутренней поверхности трубы.
На собранную оправку надевается полая цнлпндрическая заготовка 5 вместе с запорной шайбой 4, и весь комнлект укладывается в контейнер 6 гидравлического нресса. Затем закладывается пресс-н1айба 7 и запирается мундштук 8, в котором расположена цилиндрическая матрица 9. Она имеет удлиненную часть, предотвращающую возможность вснучивания трубы при ее прессовании.
При помощи пресс-штсмисля 10 оиравка вместе с заготовкой движетея ио стрелке А. Перемещеиию оправки способствует также давление //. Прессуемый металл заиолияет зазоры между матрицей и оправкой, происходит оребреиие виутреиией поверхиости заготовки. После окончаиия ирессова111 я. ирессовой остаток ирошивается запорной шайбо1 | 4 и ирошивинком. Оправка разбирается в специальном присиособлеппп и с иее спимается готовое .изделие.
П р е д м е т изо б р ( т е и и я
Разбориая оиравка НИ. для изготовления труб ио авт. св. N° 123137, отличающаяся тем, что, с целью иредотвращеиия течения металла вдол1 оправки в процессе ирессоваиия, оправка снабжена кольцевым выступом. раснолож(пным иа переднем сч коиие, закрывающим очко мат).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования труб с внутренними ребрами и утолщениями | 1957 |
|
SU114169A1 |
| Способ изготовления ребристых панелей | 1959 |
|
SU119505A1 |
| Способ прессования труб с внутренними ребрами и утолщениями | 1959 |
|
SU126725A1 |
| Сборная оправка для прессования серебренных изнутри труб | 1959 |
|
SU131734A1 |
| Инструмент для изготовления труб на гидравлических прессах | 1957 |
|
SU111392A1 |
| Инструмент для прессования труб | 1957 |
|
SU111991A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ ОБРАТНЫМ МЕТОДОМ | 1973 |
|
SU406594A1 |
| Инструмент для прессования изделий переменного сечения | 1982 |
|
SU1063500A2 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1965 |
|
SU169985A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2097158C1 |
2Л
