1
Изобретение относится к области обработки металлов давлением, в частности к конструкции прессового инструмента для прессоваиня труб обратным методом.
Известный инструмент для прессования труб обратным методом содержнт полый неподвижно установленный в траверсе лрессштемпель с закрепленной на его рабочем торце матрицей, а также соосно смонтированные на подвижной траверсе контейнер и иглу с нриводом ее неремепдення от гидроцилиндра.
Расширение сортамента труб нри нрессованнн на вертикальных прессах обеспечивается тем, что предлагаемый инструмент снабжен установленным на иенодвижной траверсе пуансоном, размен:,енным с зазором внутри нресс-пггемнсля но его оси, н смонтированным на рабочем торце пуапсона гидроцилиндром малого хода, воздействующим на торец иглы дли неремсн1,епия ее во встречном относительно рабочего нанравленни с усилием, большим усилия основного гндроцплиндра.
Па фиг. / а дан нродольиьи разрез инструмента в момент прессования кольцевого утолщения; на фиг. 16 - то же в момент прессования оребренной частн трубы; на фиг. 2 - то же в момент отделения иглы от трубы.
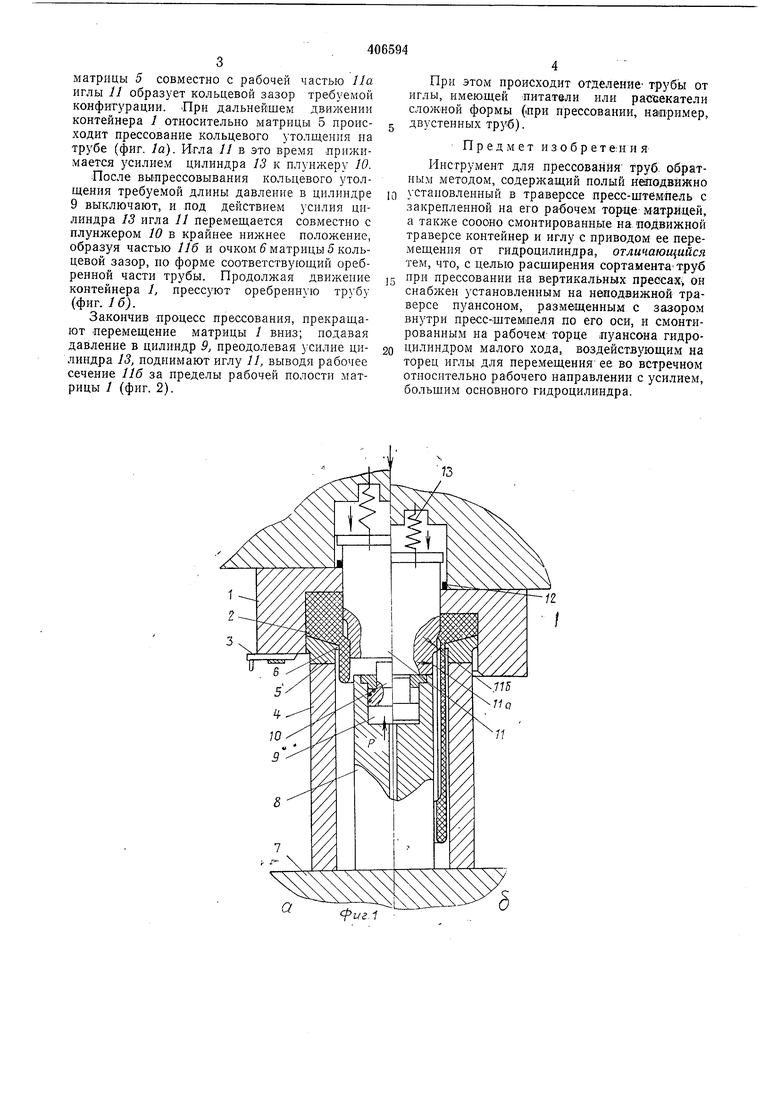
Предложенный инструмент содерл :ит контейнер /, куда может закладываться нагретая заготовка 2, удерживаемая от выпадания
задвижками 3; полый пресс-штемнель 4, на торце которого закреплена кольцевая матрица 5 с очком 6 требуемой конфигурации, а второй торец закреплен, например, на траверсе 7 нресса; пуансон 8, раополол енный внутрн пресс-штемпеля 4 но его оси и закрепленный одннм из торцов также к траверсе 7 пресса. Па втором торце пуансона 8 расноложен гндравлнческий цнлиндр 9, развивающий усилие Р, с плунжером 10, имеющим не менее двух фнкснрованных положений (верхнее и нижнее). Внутри контейнера / расположена подвижная игла 11 с одной, двумя и более рабочими частями // а, 11 б н т. д. Перемещение нглы 11 вниз до упоров 12 обеспечивается, нанрнмер, гндравлнческнм цилиндром 13 с уснлнем РаТехнологический лроцесс прессования труб с оребреиием осуществляется так. В контейнер / закладывают кольцевую заготовку 2 и задвигают задвижки 3, удерживая ими заготовку в иолостн контейнера. Одновремспно подается давление в цилнндр 9, нлунжер 10 занимает верхнее краЙ1нее полол оние. После .этого ходом траверсы пресса вниз надвнгают контейнер 1 с заготовкой 2 на кольцевую матрицу 5, закрепленную на нресс-штемпеле 4. При этом нижиий торец иглы 11 касается плунжера 10, и положение иглы фнксируется относительно кольцевой матрицы 5. Очко
матрицы 5 совместно с рабочей частью Па иглы 11 образует кольцевой зазор требуемой конфигурации. При дальнейшем движении контейнера / относительно матрицы 5 происходит прессование кольцевого утолщения на трубе (фиг. /а). Игла // в это время прижимается усилием цилиндра 13 к плунжеру 10.
После вьшрессовывания кольцевого утолщения требуемой длины давление в цилиндре 9 выключают, и под действием зсилия цилиндра 13 игла // перемещается совместно с плунжером 10 в крайнее нижнее положение, образуя частью 116 и очком 5 матрицы 5 кольцевой зазор, по форме соответствующий сребренной части трубы. Продолжая движеиие контейнера /, прессуют оребреиную трубу (фиг. 16).
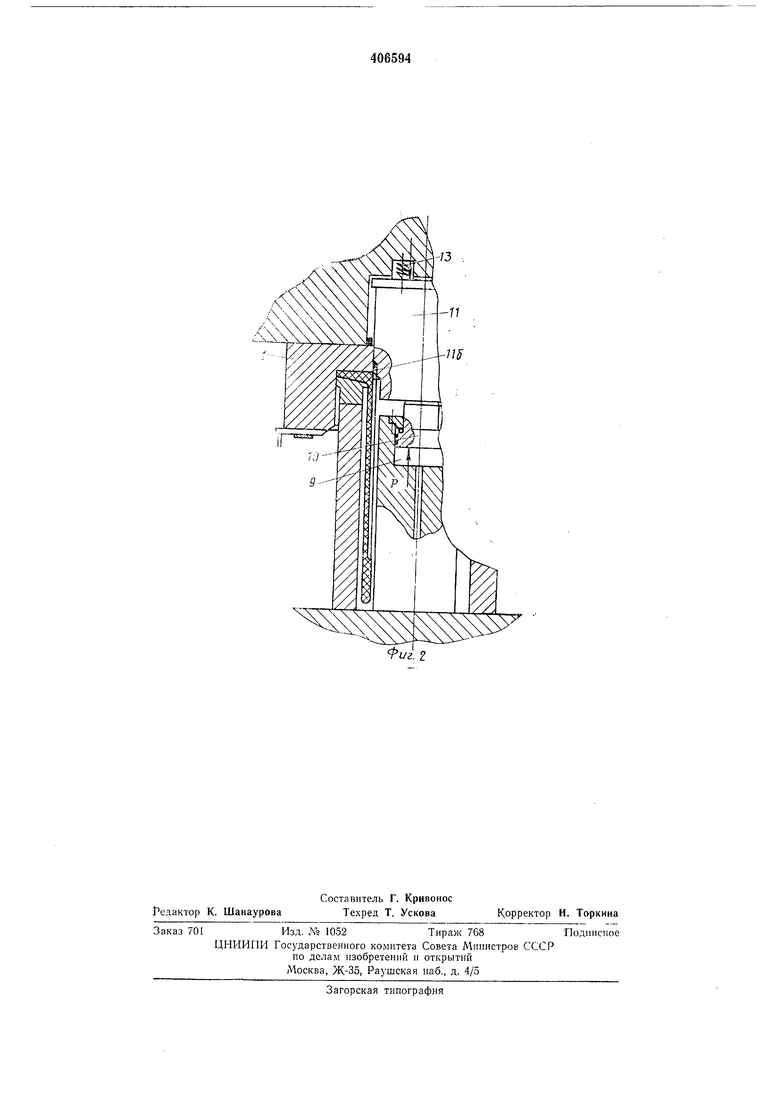
Закончив процесс прессования, прекращают перемещение матрицы / вниз; подавая давление в цилиндр 9, преодолевая усилие цилиидра 13, поднимают иглу 11, выводя рабочее сечение 116 за пределы рабочей полости матрицы / (фиг. 2).
4
При этом происходит отделение трубы от иглы, имеющей питатели или расеекатели сложной формы (при прессовании, например, двустенных труб).
Предмет изобрете:иия
Инструмент для прессования труб обратным методом, содержащий полый неподвйжно -стаповлеииый в траверссе пресс-щтемлеяь с закрепленной на его рабочем торце матрицей, а также соооно смонтированные на подвижной траверсе контейнер и иглу с приводом ее перемещения от гидроцилиндра, отличающийся тем, что, с целью расширения сортамента труб при прессовании на вертикальных прессах-, он снабжен установленным на неподвижной траверсе пуансоном, размещенным с зазором внутри пресс-щтемпеля по его оси, и смонтированным на рабочем торце пуансона гидроцилиидром малого хода, воздействующим на торец иглы для перемещения ее во встречном отиосительно рабочего направлении с усилием, большим основного гидроцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Гидравлический трубный пресс | 1975 |
|
SU556861A1 |
| ПРУТКОВО-ПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2231408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| Инструмент для прошивки заготовки под прессование | 2015 |
|
RU2611634C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Устройство для обратного прессования изделий | 1976 |
|
SU612726A1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ОБРАТНЫМ ВЫДАВЛИВАНИЕМ | 1987 |
|
RU2074780C1 |
73
Л/З .
