Известны устройства для прессования панелей из заготовок с центральным отверстием, содержащие контейнер, матрицу, прессштемпель и оправку. Последняя размещена в полом пресс-штемпеле и центрируется в матрице так, что при прессовании она образует внутреииюю стенку контейнера.
Предлагаемое устройство аналогичного назначения, устанавливаемое, иапример, на гидравлическолт прессе, отличается от известиы.х тем, что для снижения уснлий прн прессовании и повышения качества прессуемых изделий путем нрессоваиия иезамкнутого кольцевого профиля пресс-штемпель выполнен в виде перемещающегося в процессе прессования стакана со сплошным кольцевым сечеинем, в котором на скользящей посадке свободио установлена оправка, а рабочая полость в матрице имеет форму незамкнутого кольцевого профиля.
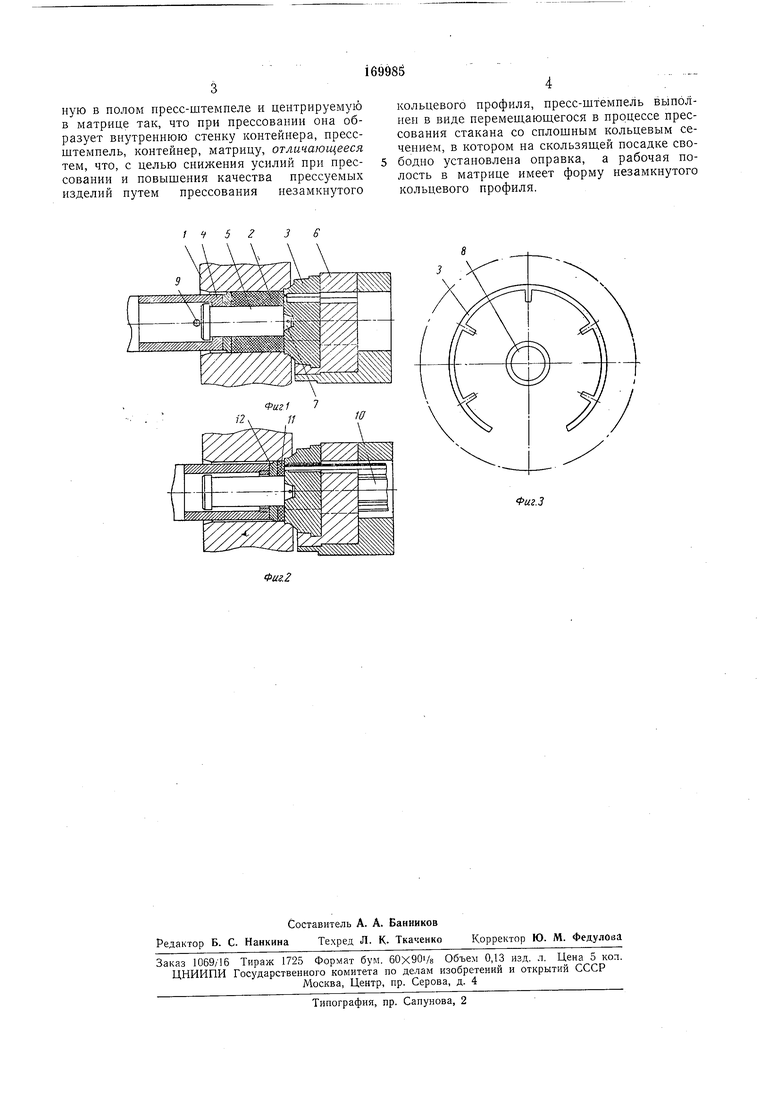
Па фиг. 1 схематически изображено устройство, начало прессования; на фиг. 2 - то же, конец прессовапия; на фиг. 3 - матрица в поперечном разрезе.
В контейнер J гидравлического нресса закладывают заготовку 2 (полый слиток). С одной стороны контейнер запирается матрицей (, а с другой - полым пресс-штемпелем 4, виутри которого иаходнтся онравка 5. Для увеличения жесткости матрицы 3 применяют подкладной диск 6.
Оправка 5 имеет на переднем торце специальный конический выступ 7, который входит в соответствующее углубление 8 в матрице. Онравка может перемещаться в нрессштемпеле 4 свободно, а для установки оправки в переднем положении и надевания иа нее заготовки 2 имеется упор 9, который удерживает оправку от перемещения назад.
Когда передиий конический выступ 7 оправки 5 плотно войдет в углубление 6 матрицы 3, упор 9 убирается. Затем на пресс-штемпель 4 подается рабочее давление н начинается прессованне нзделня 10 без смазки. При этом онравка 5, упираясь в углубление и цеитрнруясь в мат)нчном комилекте, образует в процессе нрессования визтреннюю стенку контейнера /.
До окончания процесса прессования нзделня открывается запорный клин (на чертеже не ноказан), и нрессостаток // заготовки 2 вместе с пресс-шайбой 12 продвигаются вперед. Ходом пресс-штемпеля 4 назад оправка 5 выводится из контейнера, занимая первопачальиое положение, а прессостаток /7 отсекается от изделия 10.
Предмет изобретения ную в полом пресс-штемпеле и центрируемую в матрице так, что при прессовании опа образует внутреннюю стенку контейнера, црессштемпель, контейнер, матрицу, отличающееся тем, что, с целью снижения усилий при прессовании и повышения качества прессуемых изделий путем прессования незамкнутого
/ V 5 J ff кольцевого профиля, пресс-штемпель выполнеи в виде неремешающегося в процессе прессования стакана со сплошным кольцевым сечением, в котором на скользяшей посадке свободно установлена оправка, а рабочая полость в матрице имеет форму незамкнутого кольцевого профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| ИНСТРУМЕНТ для МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 1971 |
|
SU301201A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ | 2012 |
|
RU2486980C1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU275982A1 |