Изобретение относится к обработке металлов плавлением, в частности к производству сортовых гнутых профилей.
Цель изобретения - повышение качества деталей.
На фиг.1 показана схема формовки швеллера во всех проходах, кроме последних двух; на фиг.2 - схема формовки швеллера в последних двух проходах.
Согласно изобретению формовки швеллера из полосовой заготовки во всех проходах кроме по следних двух, осуществляется при постоянном радиусе R, мест изгиба 1 с одновременным смещением центра радиуса мест изгиба 1 от края к оси профиля 00(. При это металл из формуемой стенки 2 переходит в полку 3, а длина дуги места из гиба Последовательно увеличивается:
( .
В последних двух проходах положе- ние и величина радиуса R мест изгиба I неизменны, при этом R(l,5 - 2)Rj ширина участка В стенки 2 также , остается постоянной, а величина полки 3 уменьшается за счет увеличения дпины дуги места изгиба 1, зависящей от суммарного угла подгибки полки об .
Изобретение позволяет повысить точность геометрических размеров изготавливаемых профилей..
5 Формула изобретени
Ю
Способ непрерывного производства швеллеров, преимущественно из сталей повьшенной прочности, заключающийся в последовательной по переходам подгибке полосы в валках до получения требуемого профиля с последовательным смещением в черновых переходах мест изгиба от краев полосы к ее середине, при одинаковых радиусах мест изгиба, отличающийся тем, что, с целью повышения качества профилей в местах изгиба, в двух последних чистовых проходах места изгиба формуют с одинаковыми радиусами, исходящими из одной точки и уменьшенными по сравнению с радиусом формовки мест изгиба в черновых проходах при соотношении между упомянутыми радиусами
f5
го
R, (1,5 - 2)R2,
R, - радиус формовки мест изгиба
в черновых проходах; Rj - радиус формовки мест изгиба в двух последних чистовых проходах.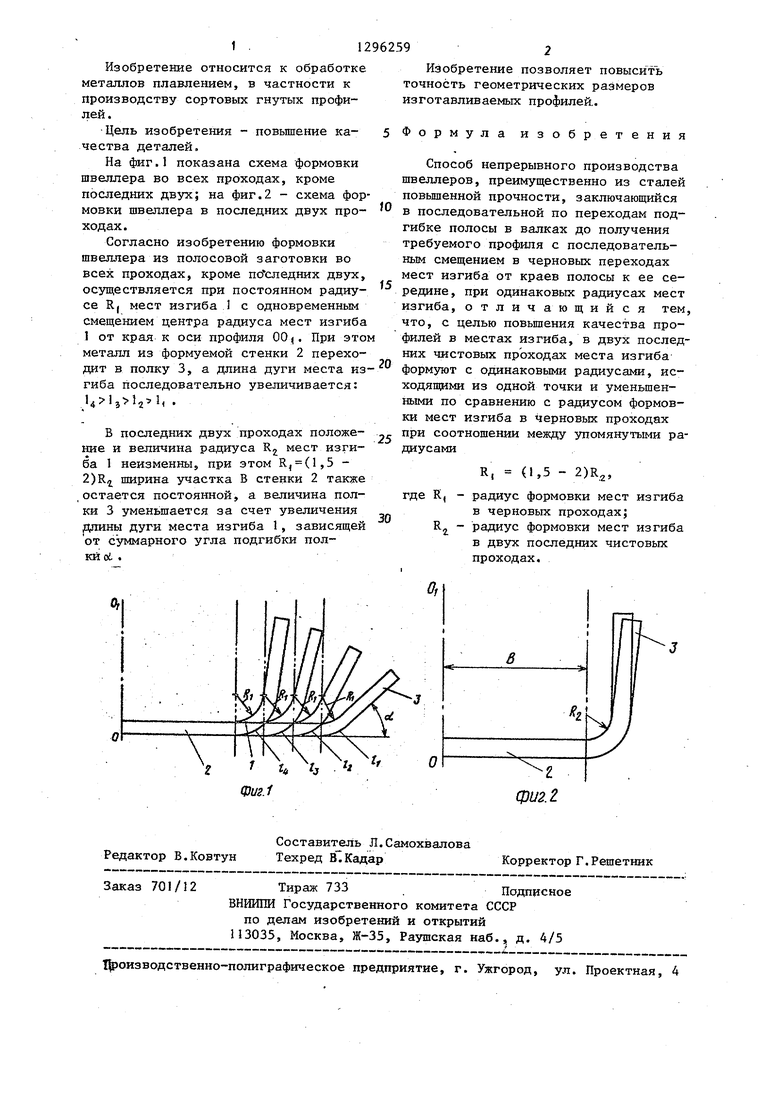
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поштучного производства швеллеров | 1985 |
|
SU1296258A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО СОРТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148450C1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2005 |
|
RU2306995C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
-Изобретение относится к обработке металлов давлением, в частности к производству сортовых гнутых профилей. Целью изобретения является по- вьшение качества деталей. Формовка швеллера из полосовой заготовки во всех проходах, кроме последних двух, осуществляется при постоянном радиусе R, мест изгиба с одновременным смещением центра радиуса мест изгиба от края к оси профиля. В последних двух проходах положение и величина радиуса R,j мест изгиба неизменны, а соотношение упомянутых радиусов составляет 1,5 - 2. При этом повышается точность изготавливаемых профилей, уменьшается трещинообразование в месте изгиба. 2 ил. с S ю ел
В
Редактор В.Ковтун
Составитель Л.Самохвалова Техред В1 Кадар
Заказ 701/12
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Т оизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Г.Решетник
| Чекмарев А.П., Калужский Б.В | |||
| Гнутые профили проката | |||
| М.: Металлургия, 1974, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
