1
Изобретение относится к обработк металлов давлением, в частности к производству сортовых гнутых профилей.
Цель изобретения - повышение качества деталей за счет уменьшения трещинообразования в местах изгиба.
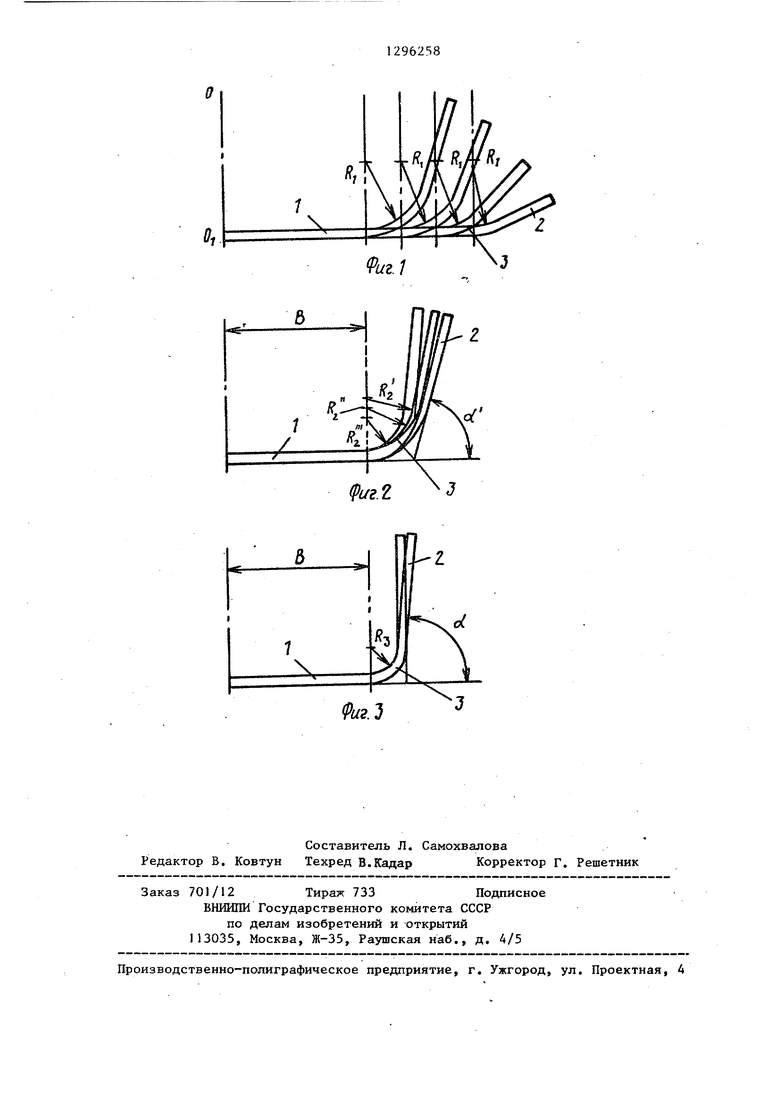
На фиг. 1 показана схема подгибк швеллера в черновых проходах; на фиг. 2 - схема подгибки швеллера в промежуточных проходах; на фиг. 3 - схема подгибки швеллера в двух последних чистовых проходах.
В черновых проходах формовка осуществляется за счет постоянного перхода металла из стенки 1 в полку 2, причем величина радиуса гиба Rj остается неизменной в этих проходах, а сам радиус последовательно смещаеся (обычно на одинаковую величину в каждом проходе) в направлении средней линии профиля 00(, при этом мес изгиба 3 постоянно обновляется, а величина дуги закругления возрастает в калсдом проходе, что создает наболее благоприятные условия для предупреждения трещинообразования.
В двух-трех промежуточных прохо
30
,
40
дах, когда величина суммарного угла подгибки ей находится в пределах 0,65-0,9 величины конечного угла подгибки об., формовка ведется с уменьшением величины радиуса гиба R по ходу прокатки, зачисленные значения R находятся в интервале между вели- чинами R, и R,, т.е
R,
в этих проходах все радиусы гиба Rj лежат на одной вертикали уу .
В чистовых (двух последних) проходах радиусы гиба R одинаковы и каждый из них исходит из одной точки, т.е, ширина участка В стенки 1 профиля остается постоянной, как и в промежуточных проходах, а размер полки 2 несколько уменьшается.
Так как черновые калибры при поштучном профилировании швеллеров вьшолняют, как правило, закрытыми, полоса, формуемая по предлагаемому способу, не теряет продольной устойчивости в этих калибрах. Из-за большой разницы в величинах R, и Rj не45
50
Способ поштучного производства швеллеров, преимущественно из заготовок повьш1енной прочности, заключающийся в последовательной по переходам подгибке полосы в валках до получения требуемой конфигурации профиля, в котором в черновых переходах места изгиба формуют по кривым постоянного радиуса со смещением центров этих кривых от краев к середине профиля, отличающийся тем, что, с целью по- вьш1ения качества профилей за счет уменьшения трещинообразования, в местах изгиба в двух последних чистовых переходах места изгиба формуют с одинаковыми радиусами, исходяпщми из одной точки и уменьшенными по сравнению с радиусом формовки мест изгиба в черновых переходах, при отношении между упомянутыми радиусами, равном 2-2,5, а места изгиба в,промежуточных переходах с суммарным углом подгибки полок, равным 0,65-0,9 конечного угла подгибки, формуют с радиусом, последовательно уменьшаюобходимо постепенное уменьшение вели- 55 щимся и имеющим промежуточное значе- чин R2, что и делается в промежуточ- ние между упомянутыми радиусами.
ных проходах. Очевидно, что если экстремальные значения R будут равны R. и R., то это сократит число
3
промежуточных проходов, вьтолненных по предлагаемому способу. Для стабилизации размеров стенки швеллера и точного выполнения конечного радиуса формовки радиусы гиба в чистовых клетях делаются одинаковыми и исходящими из одной точки.
Величина R, (а следовательно, и соотношение ) не может быть произвольной, так как уменьшение R, неизбежно увеличивает вероятность тре- щинообразования, а чрезмерно большая величина R, при постоянном росте дуги изгиба затрудняет освобождение полок профиля, что весьма нежелательно как с точки зрения энергосиловых затрат, так и качества геометрии профиля..
Изобретение позволяет уменьшить трещинообразование швеллеров без ухудшения их качества и практически, не сокращает длительность рабочей кампании валков.
Формула изобретения
Способ поштучного производства швеллеров, преимущественно из заготовок повьш1енной прочности, заключающийся в последовательной по переходам подгибке полосы в валках до получения требуемой конфигурации профиля, в котором в черновых переходах места изгиба формуют по кривым постоянного радиуса со смещением центров этих кривых от краев к середине профиля, отличающийся тем, что, с целью по- вьш1ения качества профилей за счет уменьшения трещинообразования, в местах изгиба в двух последних чистовых переходах места изгиба формуют с одинаковыми радиусами, исходяпщми из одной точки и уменьшенными по сравнению с радиусом формовки мест изгиба в черновых переходах, при отношении между упомянутыми радиусами, равном 2-2,5, а места изгиба в,промежуточных переходах с суммарным углом подгибки полок, равным 0,65-0,9 конечного угла подгибки, формуют с радиусом, последовательно уменьшающимся и имеющим промежуточное значе- ние между упомянутыми радиусами.
te2
teJ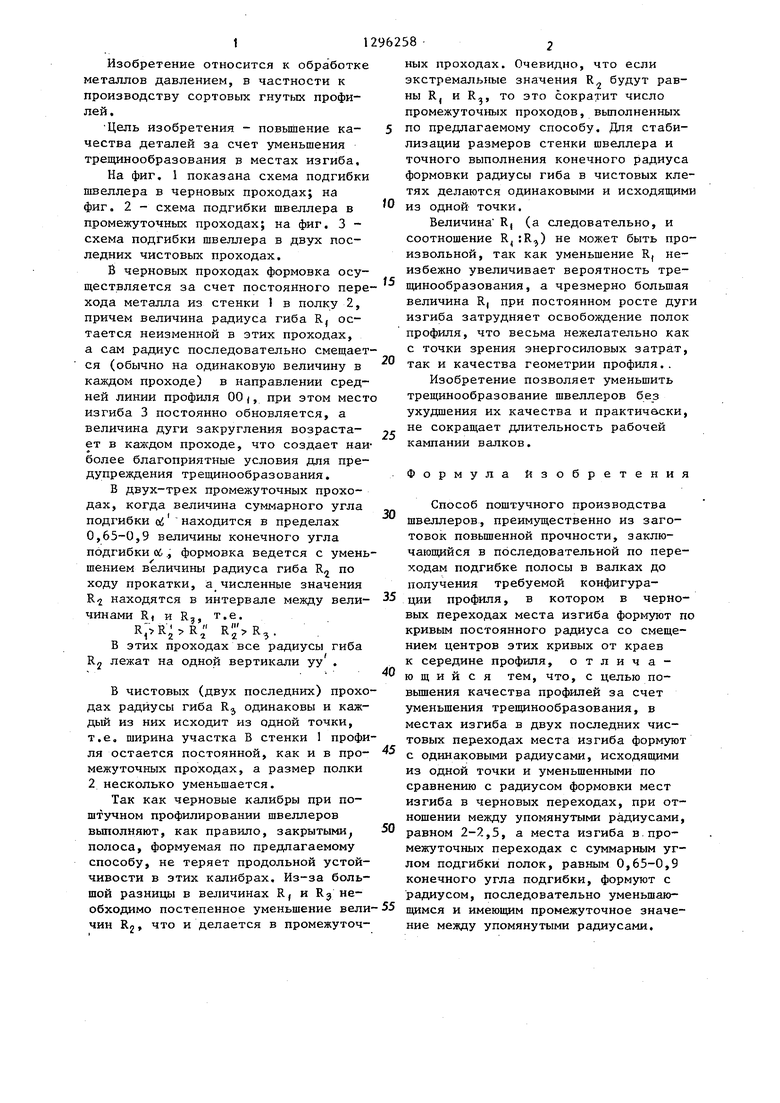
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного производства швеллеров | 1985 |
|
SU1296259A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1993 |
|
RU2039620C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2005 |
|
RU2306995C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРОБЧАТЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103088C1 |
| Способ поштучного производства гнутого корытного профиля с отбортовками горизонтальных полок | 1991 |
|
SU1817717A3 |
Изобретение относится к обработке металлов давлением, в частности к производству сортовых гнутых профилей. Целью изобретения является повьппение качества деталей. В черновьпс проходах формовку осуществляют при постоянных радиусах мест изгиба Rj и смещении центра радиуса кривизны места изгиба в направлении к средней . линии профиля. В двух последних проходах подгибку полок осуществляют при постоянных радиусах мест изгиба R без смещения -центров этих радиусов, соблюдая отношение: R,(2,0- 2,5)R3. В промежуточных проходах формовку ведут радиусами, значения которых последовательно уменьшаются по ходу прокатки. Черновые калибры выполняют закрытыми для предотвращения потери устойчивости полосы.. При этом уменьшается трещинообразование в местах изгиба. 3 ил. с @ (Л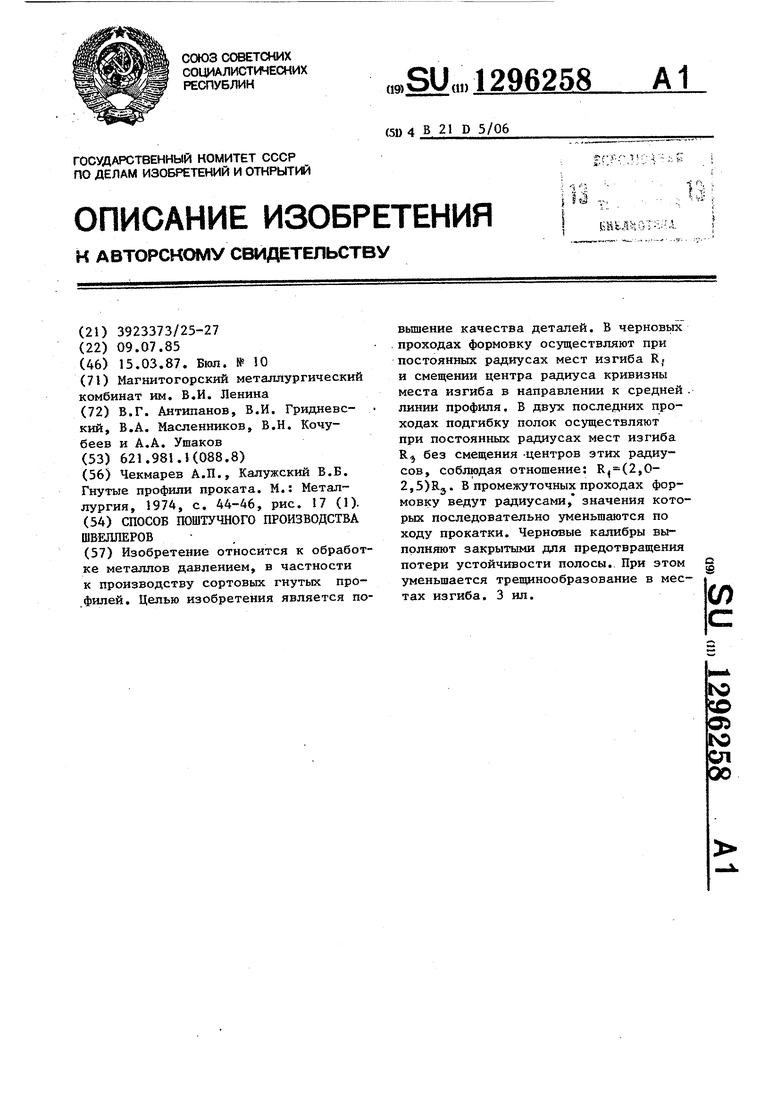
| Чекмарев А.П., Калужский В.Б | |||
| Гнутые профили проката | |||
| М.: Металлургия, 1974, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
