сигналу от датчика 6 верхнего уров- и я осуществляется п-одача накопленной дозы через патрубки в трубопровод 4. .В мокром пьшеуловителе 8 происходит смешивание освежающих пылевидных добавок с водой и вентиляционными отходами, поступающими с воздухом от вытяжных зонтов смесепри- готовительного отделения. Избыточный очищенный воздух выбрасывается вентилятором 9 наружу. Приготовлен1
Изобретение относится к литейному производству, в частности .к устройствам для приготовления песчано- бентонитовых формовочных смесей литейных цехов массового производства.
Цель изобретения - снижение . удельного расхода освежающих добавок, повышение стабильности свойств смеси и снижение уровня загрязнения окружающей среды отходами литейных цехов.
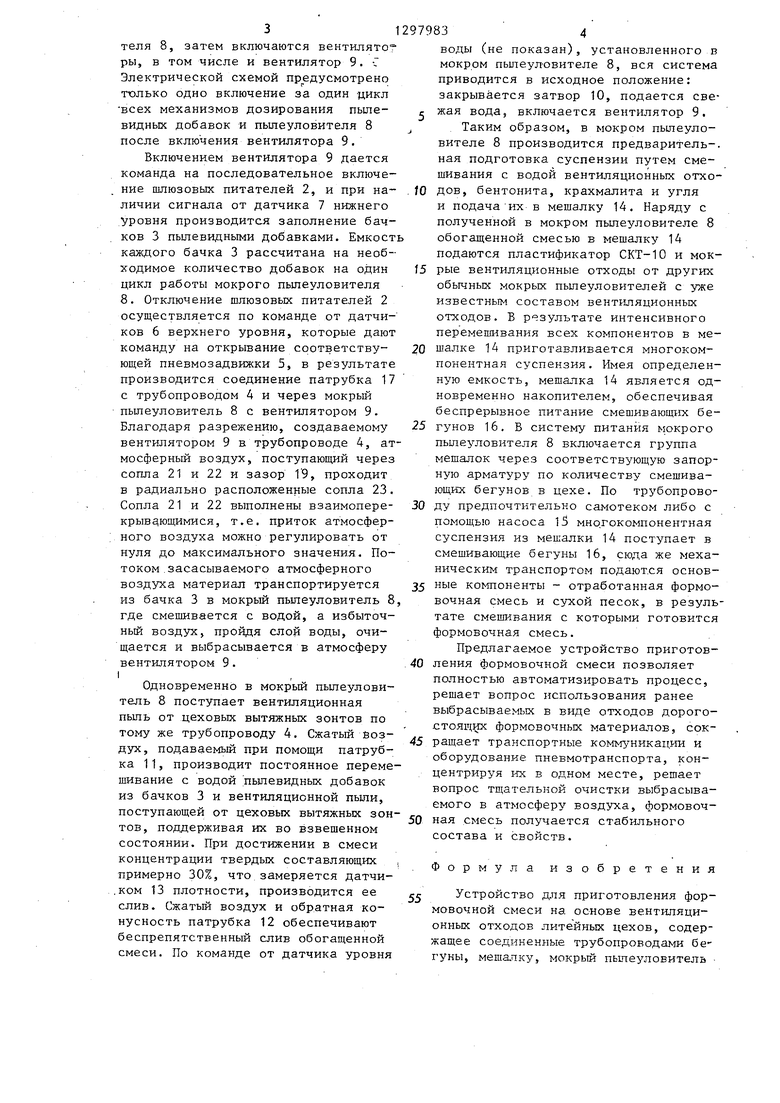
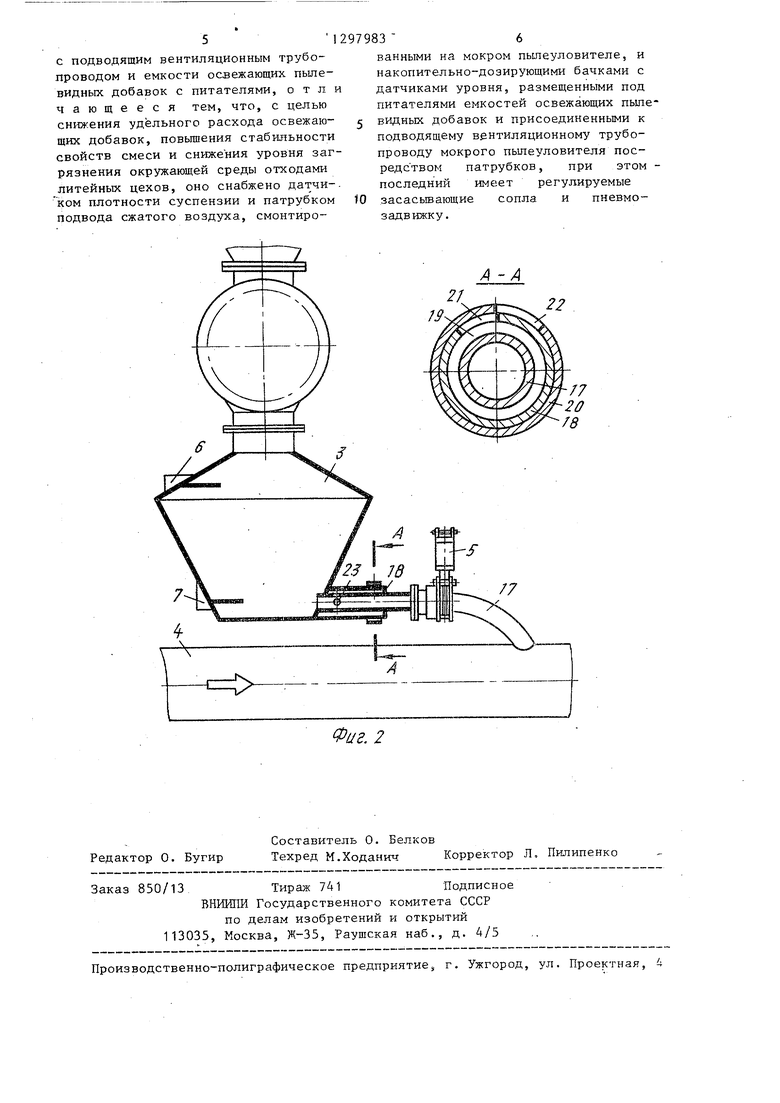
На фиг. 1 представлена технологическая схема смесеприготовления; на фиг. 2 - накопительно-дозируюпщй бачок, вид спереди, во взаимосвязи с питателем емкости освежающих пылевидных добавок и вентиляционным подводящим трубопроводом мокрого пылеуловителя .
Устройство для приготовления формовочной смеси содержит емкости 1 для отделения транспортируемых пылевидных добавок от воздуха при пневматическом транспортировании и их накопления, шлюзовые питатели 2 для вьщачи материалов в накопительно-дозирующие бачки 3. Ввод материгша ив- бачков 3 в подводящий вентиляционный трубопровод 4 производится через пневмозадвижку 5, а указатели верхнего 6 и нижнего 7 уровней для автоматического включения или выключения щлюзовых питателей 2.
В мокром пьшеуловителе 8 производится отделение воздуха от вентиляционной пыли и вводимых пьтевид- ных добавок, смешивание их с водой. Очищенный воздух, пройдя слой воды, выбрасывается в атмосферу через вентилятор 9.
Полученная в пылеуловителе обогащенная смесь при открывании затвора
ная суспенз-ия при достижении плотности - 30% по сигналу датчика плотности 13 перегружается в мешалку 14, куда также подается пластификатор СКТ-10, а из мешалки 14 обогащенная суспензия поступает в бегуны 16, где происходит окончательное приготовление формовочной смеси с последующей выдачей к соответствующему формовочному оборудованию, 2 ил.
10 и при содействии сжатого воздуха, подаваемого через патрубок 11 подачи, сжатого воздуха, через конусный патрубок 12 периодически удаляется по показаниям датчика плотности 13.в мешалку 14, откуда насосом 15 подается в смешивающие бегуны 16.
На выходе из бачка 3 закреплен патрубок 17, эксцентрично которому установлен патрубок 18 с зазором 19.
На патрубок 18 надето регулиро-, вочное кольцо 20, которое перекрывает сопло 21, в свою очередь кольцо 20 имеет сопло 22, а патрубок 17- сопла 23.
Приготовление формовочной смеси производится следующим образом.
Из цеховой вентиляционной системы выделяется мокрый, пылеуловитель 8 (возможно несколько пылеуловителей, в зависимости от производительности смесеприготовительного отделения) , который переводится в режим работы смесителя, обеспечивающего потребность в пылевидных добавках в смеси с вентиляционными отходами всех смешивающих бегунов литейного цеха. Вблизи мокрого пылеуловителя 8 устанавливаются емкости 1 для накопления пылевидных добавок. Запыленный воздух из емкостей поступает на очистку в мокрый пылеуловитель 8, исключая таким образом потери матефиала.
Пройдя слой воды, очищенный от пыли воздух выбрасывается через вентилятор 9 в атмосферу.
Перед включением цеховой вентиляционной системы производится залив- ка водой всех мокрых пьтеуловителей цеха, в том числе выделенного в качестве смесителя мокрого пьшеулови
теля 8, затем включаются вентилятот ры, в том числе и вентилятор 9. С Электрической схемой пр едусмотрено только одно включение за один -цикл всех механизмов дозирования пылевидных добавок и пьшеуловителя 8 после включения вентилятора 9.
Включением вентилятора 9 дается команда на последовательное включение шлюзовых питателей 2, и при наличии сигнала от датчика 7 нижнего уровня производится заполнение бачков 3 пылевидными добавками. Емкост каждого бачка 3 рассчитана на необходимое количество добавок на один цикл работы мокрого пьшеуловителя 8. Отключение шлюзовых питателей 2 осуществляется по команде от датчиков 6 верхнего уровня, которые дают команду на открывание соответствующей пневмозадвижки 5, в результате производится соединение патрубка 17 с трубопроводом 4 и через мокрый пылеуловитель 8 с вентилятором 9. Благодаря разрежению, создаваемому вентилятором 9 в трубопроводе 4, атмосферный воздух, поступающий через сопла 21 и 22 и зазор 19, проходит в радиально расположенные сопла 23. Сопла 21 и 22 выполнены взаимоперекрывающимися, т.е. приток атмосферного воздуха можно регулировать от нуля до максимального значения. Потоком засасываемого атмосферного воздуха материал транспортируется из бачка 3 в мокрый пылеуловитель 8 где смешивается с водой, а избыточный воздух, пройдя слой воды, очищается и выбрасывается в атмосферу
вентилятором 9. I
Одновременно в мокрый пылеуловитель 8 поступает вентиляционная пыль от цеховых вытяжных зонтов по тому же трубопроводу 4. Сжатый воздух, подаваемый при помощи патрубка 11, производит постоянное перемешивание с водой пылевидных добавок из бачков 3 и вентиляционной пыли, поступающей от цеховых вытяжных зонтов, поддерживая их во взвешенном состоянии. При достижении в смеси концентрации твердых составляющих примерно 30%, что замеряется датчи- .ком 13 плотности, производится ее слив. Сжатый воздух и обратная конусность патрубка 12 обеспечивают беспрепятственный слив обогащенной смеси. По команде от датчика уровня
воды (не показан), установленного в мокром пыпеул-овителе 8, вся система приводится в исходное положение: закрывается затвор 10, подается све- с жая вода, включается вентилятор 9. , Таким образом, в мокром пылеуловителе 8 производится предваритель-. ная подготовка суспензии путем смешивания с водой вентиляционных отхо- 10 дов, бентонита, крахмалита и угля и подача ИХ в мешалку 14. Наряду с полученной в мокром пьшеуловителе 8 обогащенной смесью в мешалку 14 подаются пластификатор СКТ-10 и мокf5 рые вентиляционные отходы от других обычных мокрых пылеуловителей с уже известным составом вентиляционных отходов. В результате интенсивного перемешивания всех компонентов в ме0 шалке 14 приготавливается многокомпонентная суспензия. Имея определенную емкость, мешалка 14 является одновременно накопителем, обеспечивая беспрерывное питание смешивающггх бе25 Гунов 16. В систему питания мокрого пьшеуловителя 8 включается группа мешалок через соответствующую запорную арматуру по количеству смешивающих бегунов в цехе. По трубопрово30 ду предпочтительно самотеком либо с помощью насоса l5 многокомпонентная суспензия из мешалки 14 поступает в смешивающие бегуны 16, сюда же механическим транспортом подаются основ35 ные кo ffloнeнты - отработанная формовочная смесь и сухой песок, в результате смешивания с которыми готовится формовочная смесь.
Предлагаемое устройство приготов0 ления формовочной смеси позволяет полностью автоматизировать процесс, решает вопрос использования ранее выбрасываемых в виде отходов дорогостоящих формовочных материалов, сок5 ращает транспортные комм5 никац ш и оборудование, пневмотранспорта, концентрируя i-ix в одном месте, решает вопрос тщательной очистки выбрасываемого в атмосферу воздуха, формовоч0 ная смесь получается стабильного состава и свойств.
Формула изобретения
Устройство для приготовления формовочной смеси на основе вентиляционных отходов литейных цехов, содержащее соединенные трубопроводами бегуны, мешапку, мокрый пьтеуловитель
5
с подводящим вентиляционным трубопроводом и емкости освежающих пылевидных добавок с питателями, о т л чающееся тем, что, с целью снижения удельного расхода освежаю- щих добавок, повьтения стабильности свойств смеси и снижения уровня загрязнения окружающей среды отходами литейных цехов, оно снабжено датчи ком плотности суспензии и патрубком подвода сжатого воздуха, смонтиро
ванными на мокром пылеуловителе, и накопительно-дозирующими бачками с датчиками уровня, размещенными под питателями емкостей освежающих пьш видных добавок и присоединенными к подводящему вентиляционному трубопроводу мокрого пылеуловителя пос- редс твом патрубков, при этом последний имеет регулируемые засасьшающие сопла и пневмо- задвижку.
X -А
22
Фиг. 2
Редактор О. Бугир
Составитель О. Белков
Техред М.Ходаннч Корректор Л. Пилипенко
Заказ 850/13. Тираж 741Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, k
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приготовления формовочной смеси | 1983 |
|
SU1133016A1 |
| Способ приготовления оборотных формовочных смесей | 1989 |
|
SU1713711A1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ ВЫБРОСОВ ПЫЛИ ПРИ ВЫДАЧЕ КОКСА | 2001 |
|
RU2233861C2 |
| Устройство для регенерации отработанного формовочного песка | 1935 |
|
SU49068A1 |
| Способ получения рассыпных комбикормови уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU829086A1 |
| Пылеуловитель | 1977 |
|
SU777924A2 |
| Пылеуловитель | 1985 |
|
SU1278002A1 |
| Линия изготовления древесно-волокнистых плит | 1985 |
|
SU1299793A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ ОТХОДОВ В КОМПОСТ | 2013 |
|
RU2557172C2 |
| Устройство для вентиляции и обеспыливания открытых электродуговых печей | 1972 |
|
SU440545A1 |
Изобретение относится к литейному производству, в частности к устройствам для приготовления формовочных смесей. Цель изобретения - снижение удельного расхода освежающих добавок, повышение стабильности свойств смеси и снижение уровня загрязнения окружающей среды отходами литейных цехов. Включением вентилятора 9 мокрого пылеуловителя 8 дается команда на заполнение накопительно-дозирующих бачков 3 освежающими пьшевидными добавками, и по & Сжатый боздуи Вода Мокрые отходы от пылеотделителей. сф П&сок. и. у-тг J6 / ,5 Многокомпонентная суспену я Обогащенная смесь От вытяжны) зонтов 53 Фиг.1
| Аксенов П.Н | |||
| Оборудование литейных цехов.-М.: Машиностроение, 1968, с | |||
| ДИФФЕРЕНЦИАЛЬНАЯ ТЕРМИОННАЯ ЛАМПА | 1920 |
|
SU294A1 |
| Патент США № 4149581, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
