Изобретение относится к сварке трением, а более конкретно к гидросистемам управления осевым усилием сварочных машин.
Для получения качественных соединений при сварке трением осевое усилие, приложенное к деталям в рабочем цикле, должно изменяться во времени строго определенным образом. Чтобы избежать перегрузки привода вращения в момент начального контакта деталей и снижения вибраций, вызванных их торцовым биением, осевое усилие сжатия Б момент контакта должно быть ограничено незначительной, близкой к нулю величиной. После контакта деталей необходимо плавно увеличивать осевое усилие по мере приработки, нагрева и оплавления торцов (в течение 2-6 с). Выполнение этих требований для периода начальной притирки деталей особенно важно для машин большой мощности, так как вибрации и перегрузки привода вращения, возникающие в, этот период, для них заметно велики, что отрицательно сказывается на точности, долговечности и надежности машин, а также качестве сварки. Затем необходимо задать определенное осевое усилие нагрева и выдерживать его на постоянном уровне в течение 3-5 с, чтобы обеспечить разогрев торцов, необходимый для получения качественного соединения. После отключения привода вращения, торможения и остановки шпинделя, необходимо сразу приложить полное усилие проковки, примерно вдвое большее по величине, чем усилие нагрева. При этом постоянном усилии проковки происходит осадка и начальное остуживание сварного соединения.
Осевое усилие в более мощных машинах для сварки трением в режиме проковки составляет десятки тонн и создается гидроцилиндрами механизма осевого усилия за счет высокого давления рабочей жидкости.
Таким образом, каждому из описанных элементов цикла работы механизма осевого усилия соответствует определенкая величина давления в напорной линии гидропривода. Давление жидкости, соответствующее начальному усилию в момент контакта свариваемых дета.аей, называется начальным давлением притирки. Периоду притирки торцов деталей с плавным увеличением осевого усилия соответствует плавно нарастающее давление притирки. Периоду постоянного осевого усилия нагрева соответствует постоянное давление нагрева, а постоянному усилию в период проковки соответствует постоянное давление проковки.
Целью изобретения является повышение производительности и качества сварки путем оптимального управления осевым усилием в машине для сварки трением.
На фиг. 1 изображена принципиальная гидравлическая схема предлагаемого гидроблока управления; на фиг. 2 - закономерность изменения осевого усилия во времени при сварке трением.
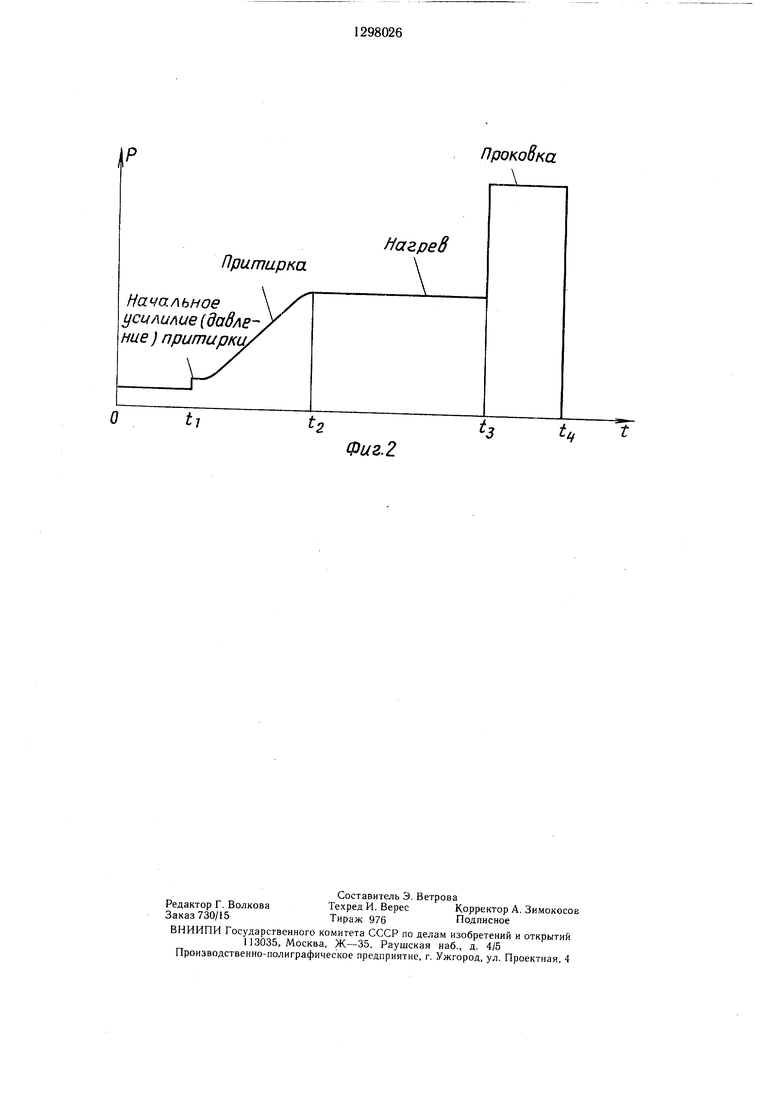
На фиг. 2 обозначено; Р - осевое усилие сжатия; t - машинное время сварки; /1 - момент контакта торцов деталей; (/1-/2) - период притирки с плавным нарастанием осевого усилия; () - период
0
5
нагрева;
0
5
момент прекращения относительного вращения деталей; ) - период проковки; /4 - момент сброса осевого усилия.
Гидроблок состоит из переливного клапана 1 нeпpя oгo действия, напорная линия 2 которого соединена с напорной линией насосной станции 3, соединенной линией 4 с гидроцилиндрами механизма осевого усилия машины. Переливной клапан непрямого действия содержит основной переливной золотник 5, дроссель б, включенный между напорной и управ.1яющей линией 7 клапана, электромагнитный золотник 8 разгрузки и вспомогательный предохранительный клапан S, настроенный на давление проковки. Переливной золотник своей управляющей линией соединен с напорной линией 10 четырехходового трехпозиционного гидрораспределителя I с электромагнитами 12 и 13 управления. Гидрораспределитель 3 нейтральном положении имеет соединенные между собой напорную линию 10 и сливную линию 14 и разобщенные линии 15 и 6 потребителя. При этом линия 16 потребителя заглушена, а к другой своей напорной линии 15 присоединен вспомогательный клапан 17, настроенный на начальное давление притирки. сливной линии 14 гидрораспределитсля 11 подключены аккумулятор 18 давления малого объема и напорная линия 19 вспомогательного предохранительного клапана 20, настроенного на давление нагрева. Переливной золотник 5 снабжен регулятрро.м начального поджатия пружины.
Устройство работает следующим образом.
Вначале проводятся все вспомогательные операции рабочего цикла сварки трением: зажим вращающейся и неподвижной свариваемых деталей, пуск привода вращения и сближение деталей. К .чюменту сближения на электромагнит 12 подан электрический сигнал, гидрораспределитель 11 находится в верхней по схеме позиции (фиг. 1), тем самым к управляющей линии 7 переливного клапана 1 подключен вспомогательный клапан 17, настроенный на начальное давление притирки. В результате в .момент контакта свариваемых деталей осевое усилие ограничено величиной, заданной настройкой вспомогательного клапана 17. 3 момент производится переход к притирке, д.чя чего электромагнит 12 обес-точивается и гидрораспределитель 11 переходит в нейтральную позицию, отсекая вспомогательный к.гшпан 17 и подключая вспомогательны. клапан 20 и аккумулятор 18 давления к управляющей лиНИИ 7 переливного клапана 1. В результате поступления рабочей жидкости через дроссель 6 малого сечения в аккумулятор 18,- давление в нем и в управляющей линии 7 плавно нарастает, обеспечивая такой же плавный подъем давления в напорной линии 2 и гидроцилиндрах осевого усилия. Этот процесс обеспечивает плавное нарастание осевого усилия в период притирки деталей до тех пор, пока не будет достигнуто значение настройки вспомогательного предохранительного клапана 20.
Давление нагрева достигается в течение 2-5 с в зависимости от требований технологии сварки и устанавливается его по- стоянная величина в течение периода, достаточного для нагрева деталей. После этого привод вращения мащины отключается, вращающаяся деталь тормозится и на электромагнит 13 подается электрический сигнал, переводящий гидрораспределитель 1 в ниж- нюю по схеме позицию (фиг. 1). При этом вспомогательный клапан 20 и 17 и аккумулятор 18 отсекаются от управляющей линии 7 клапана 1 и давление в системе сразу поднимается до величины, заданной давлением настройки вспомогательного клапана 9. В результате гидроцилиндрами механизма осевого усилия создается постоянное усилие проковки, которое выдерживается требуемое по технологии сварки время, одновременно рабочая жидкость, накопленная в аккумулято- ре 18, вытесняется через вспомогательный клапан 17, приводя гидросхему в исходное положение.
После отвода, разжима, снятия сваренного изделия и включения электромагнита 12 машина готова к новому рабочему цик- лу.
Настройка вспомогательных клапанов и подбор времени притирки осуществляются предварительно, исходя из требований технологии сварки деталей.
Если давление начальной зарядки ак- кумулятора отличается от давления настройки вспомогательного клапана 17, в момент переключения гидрораспределителя происходит скачок давления, а следовательно, и скачок осевого усилия, что нежелательно. Особенно нежелательно падение давления в этот момент. Учитывая, что объемная жесткость гидропневматического аккумулятора сильно возрастает с ростом давления, очевидно, что пружинный аккумулятор обеспечивает более,плавный процесс увеличения усилия в период притирки по закону, близкому к линейному. Это позволяет сократить период притирки без ухудшения качества соединения.
Период плавного нарастания осевого усилия в период притирки определяется сече- нием дросселя переливного клапана, податливостью аккумулятора давления, поджа- тием пружины переливного золотника и подстраивается регулятором пружины переливного золотника.
Предлагаемый гидроблок управления позволяет в полной мере реализовать оптимальный закон изменения осевого усилия с момента контакта торцов деталей до окончания проковки, обеспечивая высокую производительность и требуемое качество еварно- го соединения.
Гидроблок управления обеспечивает удобную переналадку мащины на сварку детали другого поперечного сечения путем перенастройки трех вспомогательных клапанов и регулировки в небольших пределах усилия пружины переливного золотника. Схема компактна и реализуется в виде самостоятельного устройства на гидропанели, подобно переливному клапану стыкового исполнения, и может использоваться как унифицированная для любой машины сварки трением. Гидроблок управления имеет малые габариты, так как содержит только один переливной золотник, рассчитанный на полный расход рабочей жидкости привода осевого усилия, гидрораспределитель и вспомогательные клапаны имеют малое проходное сечение и размеры.
Формула изобретения
1. Гидроблок управления машины для сварки трением, содержащий переливной клапан непрямого действия с переливным золотником, дросселем, включенным между напорной и управляющей линиями, вспомогательным клапаном и электромагнитным золотником разгрузки, включенными между управ- ляющей линией и линией слив, в котором, управляющая линия соединена с гидроаккумулятором давления через электромагнитный гидрораспределитель, отличающийся тем, что, с целью повышения производительности и качества сварки путем обеспечения оптимального управления осевым усилием, он снабжен вспомогательными клапанами давления начальной притирки и нагрева, при этом напорная линия вспомогательного клапана давления нагрева постоянно соединена с гидроаккумулятором, электромагнитный гидрораспределитель на управляющей линии переливного клапана имеет три позиции, в одной из которых линия управления переливного клапана соединена с напорной линией вспомогательного клапана давления начальной притирки, во второй позиции линия управления соединена с гидроаккумулятором и вспомогательным клапаном давления нагрева, а в третьей позиции управляющая линия переливного клапана полностью перекрыта гидрораспределителем.
2.Гидроблок по п. 1, отличающийся тем, что переливной клапан непрямого действия снабжен регулятором поджатия пружины переливного золотника.
3.Гидроблок по п. 1, отличающийся тем, что аккумулятор давления выполнен с пружинным упругим элементом.
Притирка
Начальное ycuAUAue (даВле- нае} притирки/
О
ti
Проковка
НагреВ
t t
Фиг. 2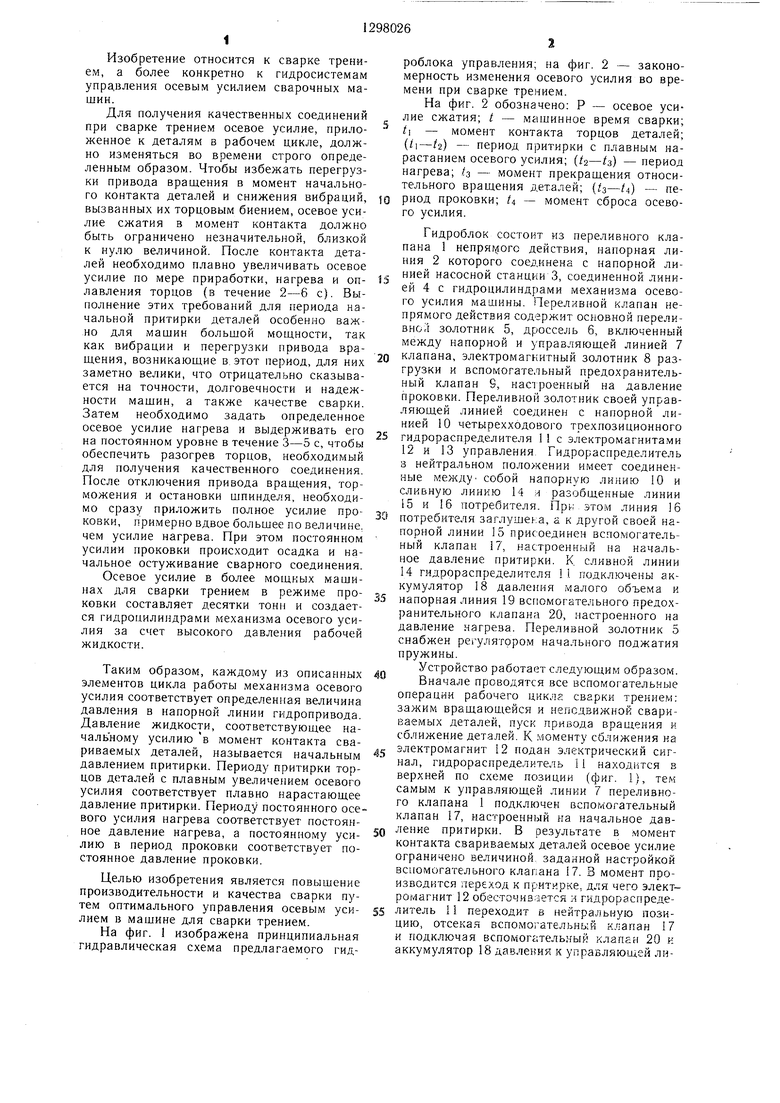

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
| Гидропривод машины для сварки трением | 1984 |
|
SU1256899A1 |
| Гидропривод машины для сварки трением | 1986 |
|
SU1346379A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Гидропривод машины для сварки трением | 1985 |
|
SU1227389A1 |
| Устройство для регулирования давления при сварке трением | 1985 |
|
SU1301613A1 |
| Машина для сварки трением | 1985 |
|
SU1311891A1 |
| Машина для сварки трением | 1982 |
|
SU1127725A1 |
| Система управления гидромеханической трансмиссией | 1988 |
|
SU1549806A1 |
| ТЯГОВО-ТРАНСПОРТНОЕ СРЕДСТВО | 2002 |
|
RU2232685C1 |
Изобретение относится к сварке и может быть использовано в сварочных машинах для сварки трением. Изобретение повышает производительность и качество сварки за счет обеспечения оптимального Фиг,1 закона изменения осевого усилия с момента контакта торцов деталей до окончания проковки. С помощью переливного клапана 1 непрямого действия с основным переливным золотником 5, дросселем 6, золотником 8 разгрузки и предохранительным клапаном 9, а также вспомогательных клапанов 17 и 20, гидроаккумулятора 18 и трехпозиционного гидрораспределителя 11 обеспечивается изменение осевого усилия на свариваемые детали по заданной программе. Трехпозици- онный гидрораспределитель 11, управляемый электромагнитами 12 и 13, направляет поток масла в гидроцилиндры механизма создания осевого усилия через один из клапанов, настроенных заранее на нужное давление. При этом обеспечивается переналадка машины на сварку детали разного поперечного сечения. 2 з.п. ф-лы, 2 ил. € to ;о 00 о 1C Од
| Гидропровод машины для сварки трением | 1984 |
|
SU1180210A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
