Изобретение относится к гидроприводу машин для сварки трением с гидравлическим приводом осадки 5 в которых управление давлением притирки, нагрева и проковки.в процессе осевого сжатия может происходить как в зависимости от величины осадки, так и по времени и может быть использовано в гидроприводах различных машин где требуется ступенчатое автоматическое изменение давления по заданному закону,
Цель изобретения - повьнпенне качества сварного соединения и уменьшение припуска на сварку, а также расширение технологических возможностей и повьшение экономичности сварочной машины,
Па чертеже изображена схема гидропривода машины для сварки трением.
Гидропривод машины для сварки трением содержит напорную магистраль 15 сообщенную через редукционньй гидроклапан 2, настроенньш на давление притирки, с подводом гидрораспределителя 3 реверса и через редукционный гидроклапан 4, настроенньш на давление нагрева,- с подводом гидро- распределителя 5. Напорная магистрал 1 подключена также к входу гидрораспределителя 6, Выходы гидрораспреде- делителей 5 и 6, а также один из выходов гидрораспределителя 3 реверса соединены линией 7 с реле 8 давления н поршневой полостью гидроцилиндра 9 осевого усилия, штоковая полость которого по линии 10 подключена к штоковой полости гидроцнлиндра 11, задающего закбн изменения давления; и одному из выходов гидрораспределителя 12 управления перемещением цилиндра 115 вторая линия 13 управления которого сообщается с поршневой полостью гидроцилйндра 11. Линия 14 управления гидрораспределителя 3 подключена к входу гидрораспределителя 12, а выходы этих гидрораспределителей по линиям 15 и 16 соединешз со сливомо Шток гидроцилиндра 11 ет флажок 17, взаимодействующий с бесконтактными переключателями 18- 20 установленными на направляющих пхситы 21 с возможностью взаимного перемещения. На плите 21 закреплена линейка 22 о
Гидропривод машины для сварки трением работает в следующей последовательности ,
5
0
5
0
5
0
5
0
5
Для сближения свариваемых заготовок до их соприкосновения гидрораспределитель 3 реверса и гидрораспределитель 12 управления перемещением задающего гидроцилиндра занимают левые позиции,а гидрораспределители 5 и 6 занимают позиции, изображенные на чертеже. При этом рабочая жидкость из напорной линии 1 поступает в редук- Ционньй гидроклапан 2, настроенный на давление притирки, и через гидрорас-- пределитель 3 по линии 7 поступает 3 поршневую полость гидроцилиндра 9 привода осевого усилия, а жидкость из его штоковой полости по линии 10 через гидрораспределитель 12, линию 14 и гидрораспределитель 3 поступает в сливную магистраль 15, При этом шток гидроцилиндра 11, задающего закон изменения давления, находится в крайнем втянутом положении.
При соприкосновении свариваемых заготово возрастает давление в поршневой полости гидроцилиндра 9, срабатывает реле 8 давления,настроенное на давление притирки, и дает сигнал на отключение электромагнита гидрораспределителя 12, который занимает правую позицию. Гидроцилиндр 11, задающий закон изменения давления, дяф- ференциально подключается к щтоковой полости гидроцилиндра 9. В процессе осевого сжатия свариваемых заготовок при их взаимном укорочении жидкость, вытесняемая из штоковой полости гидроцилиндра 9у поступает через гидрораспределитель 12 и линию 13 в поршневую полость гидроцилиндра 11 где суммируется с потоком, вытесняемым из штоковой полости гидроцилиндра 11. Гидроцилиндр 11 начинает масштабировать величину осадки и пройдя заданное перемещение,его флажок 17 проходит во взаимодействие с бесконтактным переключателем 18,, который подает команду на прекращение притирки и начало новой ступени сжатия - нагрева.
При этом гидрораспределитель 12 остается в прежнем положении гидрораспределитель 3 устанавливается в среднее положение и дополнительно включается электромагнит гидрораспределителя 5. В поршневую полость гидроцилиндра 9 рабочая жт-щкость поступает под давлением настройки редукционного гидроклапана 4 -давление нагрева, а гидроцилиндр 11 продолжает масштабировать величину осадки при наг3
реве до ее регламентации бесконтакным переключателем 19 при взаимодейсвии его с флажком 17.
Переключатель 19 подает команду н прекращение нагрева и начало последующей ступени осевого сжатия - проковку. При этом обесточивается электромагнит гидрораспределителя 5 и включается электромагнит гидрораспре делителя 6, Из напо.рной магистрали 1 масло под давлением проковки поступает в поршневую полость, гидроцилиндра 9 . В процессе дальнейшего выдвижения штока гидроцилиндра 11 флажок 17 взаимодействует с переключателем 20, который дает команду на прекращение проковки - отключение электромагнита б.
Регламентация осадки каждой ступени осевого сжатия определяется положением переключателей 18-20, установленных на плите 21 с возможностью взаимного перемещения. Для удобства работы линейка 22,закрепленная на плите 21, имеет шкалу с учетом коэффициента масштабирования, т.е. отражает истинную величину осадки.
После снятия сварного изделия подается команда на отвод гидроцилиндров 9 и 11 в исходное положение. Для этого гидрораспределитель 3 занимает правую позицию, а гидрораспределитель 12 - левую. Рабочая жидкость из напорной магистрали 1 через гидрораспределитель 3, линию 4 и гидрораспределитель 12 поступает в штоковые полости гидроцилиндров 9 и 11. Из поршневой полости гидроцилиндра 11 по линии 13 через гидрораспределитель 12 масло поступает в линию 16 слива, а из поршневой -полости гидроцилиндра 9 по линии 7 через гидрораспределитель 3 - Б линию 15 слива.
Так работает гидропривод сварочной мапшны при управлении давлением осевого сжатия в зависимости от ве- личины осадки
Если же по технологическим требованиям необходимо композиционное сочетание управления давлением ос евого сжатия как от величины осадки при одних ступенях осевого сжатия, так и по времени для других ступеней осе- -вого сжатия, то гидропривод работает следующим образом,
Пусть, например, регламентацию притирки и прокотзки необходимо произвести по времени , а регламентацию нагрева - по осадке.
7389
При этом работа гидропривода отличается от описанной тем, что при притирке гидрораспределитель 12 за- Hmviaer левую позии ию. Жидкость, вытесняемая из штоковой полости гидроцилиндра 9 осевого усилия, через гидрораспределитель 3 поступает в линию 15 слива, Гидроцилиндр 11, задаюищй закон изменения давления не совер- Q тает движения, поскольку обе его полости сообщены со сливом.
Таким образом, при соприкосновении свариваемых заготовок реле 8 давления подает сигнал на реле времени (не по- 5 казано) для начала отсчета времени притирки. По истечении времени притирки от реле времени поступает сигнал на отключение электромагнита гидрораспределителя 12.
Q Работа пвдропривода при - регламентации нагрева по величине осадки аналогична описанной. При этом команда на прекращение нагрева поступает теперь от бесконтактного переключатет ля 18.
По окончании нагрева подается команда на проковку, при этом дополнительно включается электромагнит гид- рораспределнтеля 12 и реле времени.
5
30
настроенное на время регламентации
5
0
5
0
проковки которое в заданный момент выдает команду на ее прекращение.
Так работает гидропривод машины для сварки трением при композиционном сочетании управления давлением осевого сжатия и регламентации в зависимости от величины осадки при одних ступенях осевого сжатия и по времени для других ступеней осевого сжатия.
Ступенчатое изменение давления осевого сжатия сварочной машины повышает ее экономичность и качество сварного соединения.
Введение в схему бесконтактных переключателей притирки и нагрева позволяет регламентировать осадку промежуточных ступеней осевого сжатия.
Возможность попеременного подклю- чени-я штоковых полостей гидроцилиндров через гидрораспределитель с поршневой полостью гидроцилиндра задающего закон изменения давления, и с одной из линий управлений гидрораспределителя реверса обеспечивает композиционное управление ступенями осевого сжатия в зависш -юсти от величи- |ны осадки и по времени, что расшнря- ,ет технологические возможности сварочS , 122
ной машины, а также noBbmiaer качество сварного соединения.
Дифференциальное подкл очение г идро- цилиндра, задающего закон изме 1ения осевого давления, к штоковой полости .гидроцилиндра осевого усилия позволяет значительно повысить точность масштабирования. Синхронизация цилиндров с помощью дозаторов (здесь в роли дозатора выступает гидроцилиндр осевого давления) позволяет получить точность перемещений до десятых долей ми плиметра. Если учесть, что скорость
73896
гидроцилиндра задающего закон изменения давления, на порядок вьппе, рм скорость гидроцилиндра осевого уси - ЛИЯ 5 то перемещение последнего мож- (J но регламентировать с точностью до сотых долей мнлйпиметра.
Повьшение точности регламентации осадки позволяет т еньшкть припуск 10 на сварку и повысить экономичность машины сварки трением за счет уменьшения неоправданного вьщелення металла в грат,
п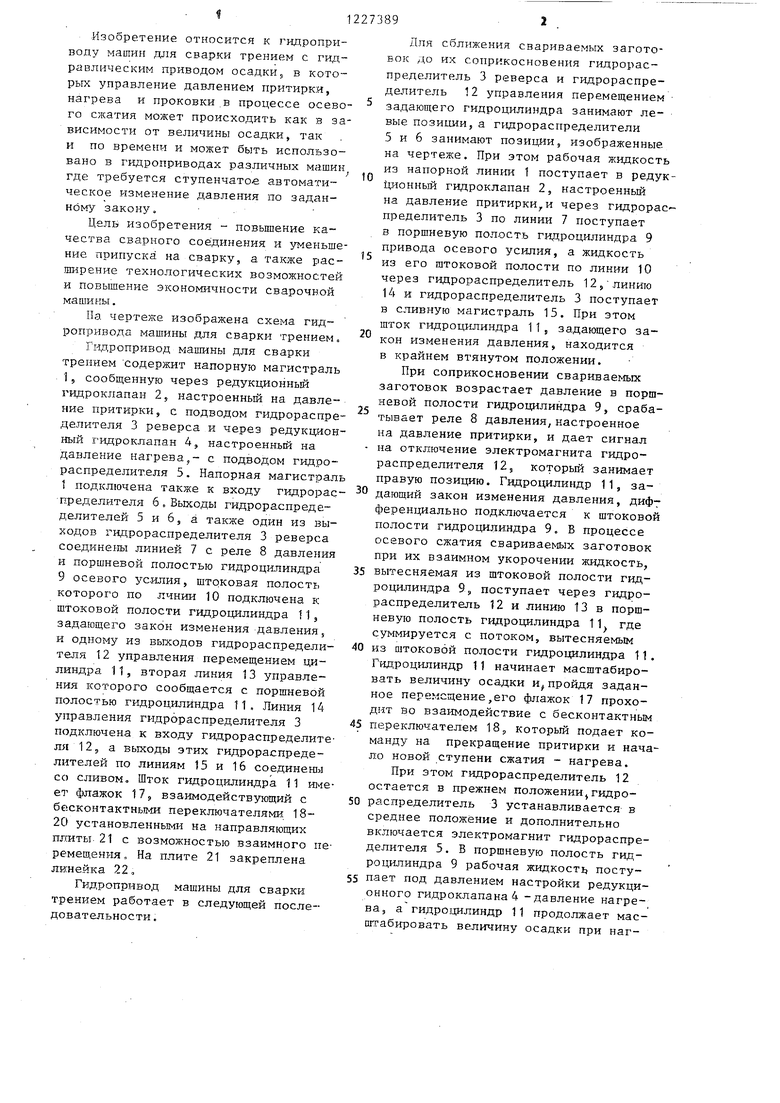

| название | год | авторы | номер документа |
|---|---|---|---|
| Гидропривод машины для сварки трением | 1984 |
|
SU1180211A1 |
| Гидропривод машины для сварки трением | 1984 |
|
SU1256899A1 |
| Устройство для регулирования давления при сварке трением | 1985 |
|
SU1301613A1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
| Машина для сварки трением | 1988 |
|
SU1637982A1 |
| Гидроблок управления машины для сварки трением | 1986 |
|
SU1298026A1 |
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Машина для сварки трением | 1985 |
|
SU1311891A1 |
| Машина для контактной стыковой сварки | 1985 |
|
SU1299738A1 |
Редактор Е.Копча
Составитель К.Вьжовец
Техред Н.Вонкало КорректорЕ . Сирохман
Заказ 2247/1А Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб„, д. 4/5
.Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, k
| Богданович Л.Б | |||
| Гидравлические приводы | |||
| Киев: Вища школа, 1980,с.145 рис | |||
| Пуговица | 0 |
|
SU83A1 |
| Гидропривод машины для сварки трением | 1984 |
|
SU1180211A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
