f
Изобретение относится к машиностроению, в частности к приводам машин для сварки трением.
Целью изобретения является упрощение конструкции и повьш ение надежности.
На чертеже представлена принципиальная гидравлическая схема привода
этом жидкость из штоковой полости 7 через обратный клапан 15 поступает в аккумулятор 11.
По мере вьщвшкения штока 5 гидроцилиндра 3 за счет разности эффективных площадей поршня 4 со стороны поршневой и штоковой полостей 6 и 7 происходит мультипликация номинального давления насоса 9 до давления проковГидропривод машины для сварки тре- ки и заряда этим давлением аккумуля-
нием содержит напорную и сливную гидролинии 1 и 2, гидроцилиндр 3, поршень 4 со штоком 5, установленный в гидроцилиндре 3 с образованием поршневой и штоковой полостей 6 и 7 ..подключенных к напорной и сливной гидролиниям 1,2 через направляюшд1Й гидрораспределитель 8. К 1Шпорной гидролинии 1 подключены насос 9 и предохранительный клапан 10.
Кроме того, гидропривод содержит пневмогидравлический аккумулятор 11, установленный с возможностью подключения к поршневой полости 6 через гидрораспределитель 12 и через регулятор 13 давления к напорной гидро- линик 1, гидрораспределитель 14,непосредственно подключенный к сливной гидролинии 2 и штоковой полости 7 и через основной обратный клапан 15 к аккумулятору 11, При этом привод снабжен двумя дополнительными обратными клапанами 16 и 17, причем клапан 16 установлен параллельно регулятору 13 давления, а клапан 17 меяоду штоковой полостью 7 и направляющим гидрораспределителем 8. В сливной гидролинии 2 установлен фильтр 18.
Гидропривод машины для сварки тре- 40 ние штока 5 гидроцилиндра 3 будет нием работает следутош им образом. происходить под действием постоянноБ исходном положении гидрораспределители 8,12 и 14 установлены в позиции, при которых поршневая и штоко
го перепада давлений в полостях 6 и 7.
По окончании притирки подается ковая полости 6 и 7 перекрыты. При этом 45 манда на нагрев и перекл}очается гидрабочая жидкость от насоса 9 через обратный клапан 16 поступает на пневмогидравлический аккумулятор 11 и заряжает его до давления настройки предохранительного клапана 10,
После завершения подготовительных операций сварочного цикла производят сблшкение свариваемых заготовок (не показаны), для чего на гидрораспределитель 8 подается входной сигнал, перег;лючающий его в позицию, при которой рабочая жидкость от насоса 9 поступает в поршневую полость 6. При
256899J
этом жидкость из штоковой полости 7 через обратный клапан 15 поступает в аккумулятор 11.
По мере вьщвшкения штока 5 гидроцилиндра 3 за счет разности эффективных площадей поршня 4 со стороны поршневой и штоковой полостей 6 и 7 происходит мультипликация номинального давления насоса 9 до давления проков
тора 1. Поскольку при этом уменьшается перепад давлений в полостях 6 и 7 гидроцилиндра 3, то шток 5 будет перемещаться замедленно, что обеспечит плавное соприкосновение свариваемых заготовок. Величина мультиплицированного давления будет зависеть от соотношений эффективных площадей поршня и со стороны поршневой и штоковой полостей 6,7 и величины хода штока 5 при сближении заготовок. При нарастании давления в штоковой полости 7 в процессе сближения заготовок может оказаться равенство сил, действующих на поршень 4 со стороны поршневой и штоковой полостей 6 и 7, что вызовет преждевременную остановку штока 5. Для устранения этого эффекта аккумулятор 11 подключен к напорной гидро- линии 1 через регулятор 13, настроенный на давление проковки.
Соотношение эффективных площадей поршня 4 со стороны поршневой и што- , ковой полостей 6 и 7 и величина хода сблюхения свариваемых заготовок выбираются таким образом, чтобы до соприкосновения свариваемых заготовок аккумулятор 11 зарядился до давления проковки. Дальнейшее выдвижего перепада давлений в полостях 6 и 7.
По окончании притирки подается корораспределитель 14. При этом штоко- вая полость 7 сообщается со сливной гидролинией 2, что приводит к увеличению перепада давления в полостях
6 и 7.
После окончания нагрева свариваемых заготовок гидрораспределитель 8 устанавливается в исходщ ю позицию, а гидрораспределитель 12 переключается в позицию, при которой аккумулятор 11 подключается к поршневой полости 6 гидроцилиндра 3. При этом штоковая полость 7 продо.пжает сЪоб
щаться со сливной гидролинией 2 через гидрораспределитель 14. Так осуществляется заключительная ступень сжатия свариваемьгх заготовок - проковка.
После разжима одного конца сваренного изделия осуществляется реверс гидроцилиндра 3. Для этого гидрораспределитель 8 устанавливается в крайнюю правую по чертежу позицию а гидрораспределители 12 и 14 - в исходную позицию. Далее цикл повторяется.
Для соблюдения правил техники безопасности в конце смены производят полную разрядку аккумулятора 11 Для этого гидрораспределитель 8 устанавливается в крайнюю правую позицию, а гидрораспределитель 12 - в позицию, при которой аккумулятор 11 сообщается с поршневой полостью 6.
Параллельное соединение каналов четырехлинейного ги чрораспределите- ля 12 позволяет применить его с меньшим типоразмером без уменьшения условного прохода.
Мультипликацию номинального давления насоса 9 - давления нагрева гидроцилиндром 3 осевого сжатия, при :блииенйи заготовок, до давления проковки исключает применение в схеме насоса высокого давления без применения автономного мультипликатора.
Создание преднамеренного подпора в штоковой полости 7 исключает из
Редактор М.Бандура
Составитель В.Коваль Техред Л.Сердюкова
4864/10
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
схемы гидроклапан давления, настроен- ньш на давление первой ступени сжатия - давление притирки, и обеспечивает плавное соприкосновение сводимых свариваемых заготовок.
Формула изобретения
Гидропривод машины для сварки трением, содержащий напорную и сливную гидролинии, гидроцилиндр, поршень со штоком, установленный в гидроцилиндре с образованием поршневой и штоковой полостей, подключенных к напорной и сливной гидролини- ЯА через направляющий гидрораспределитель и пневмогидравлический аккумулятор, установленный с возможностью подключения к поршневой полости и через регулятор давления к напорной гидролинии, гидрораспределитель переключения давлений, подключенный к сливной гидролинии и аккумулятору, и обратный клапан, отличающийся тем, что, с целью упрощения конструкции и повьш1ения надежности, привод снабжен двумя дополнительными обратными клапанами, один из которых установлен параллельно регулятору давления, а другой - между щтоковой полостью и направляющим гидрораспределителем, а штоковая полость дополнительно сообщена с гидрораспределителем переключения давления непосредственно и с аккумулятором через основной обратный клапан.
Корректор А.ЗимокосоВ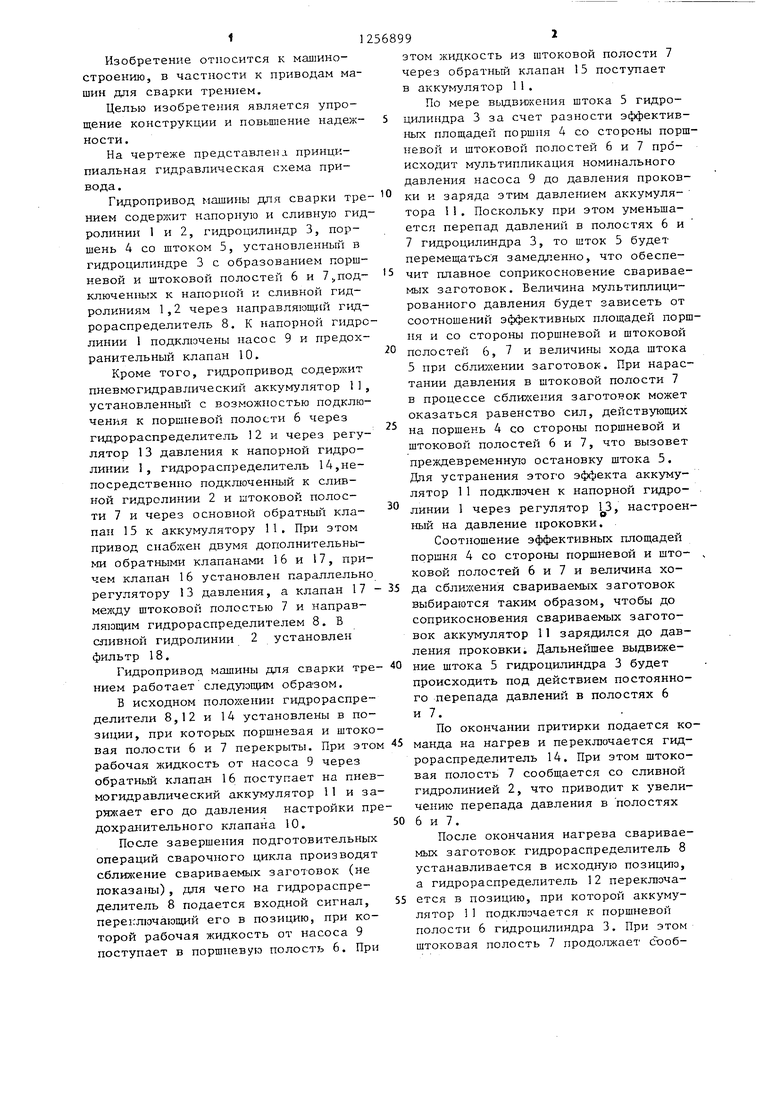
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1988 |
|
SU1602650A1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Гидропривод машины для сварки трением | 1984 |
|
SU1180211A1 |
| Гидропривод машины для сварки трением | 1985 |
|
SU1227389A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Машина для сварки трением | 1988 |
|
SU1637982A1 |
| Рекуперативный гидропривод лесовозного тягача с полуприцепом | 2019 |
|
RU2726987C1 |
| Пневмогидравлический привод машины для сварки трением | 1986 |
|
SU1333510A1 |
| Гидропривод рабочего оборудования фронтального погрузчика | 1987 |
|
SU1726674A1 |
| Устройство для регулирования давления при сварке трением | 1985 |
|
SU1301613A1 |
Изобретение используется в машинах для сварки трением и позволяет упростить конструкцию и повысить надежность гидропривода. Для этого привод снабжен дополнительными обратными клапанами (ОК) 16 и 17, а штоковая полость 7 гидроцилиндра 3 сообщена с гидрораспределителем (ГР) 14 переключения давления непосредственно и с аккумулятором (А) 11 через основной ОК 15. ОК 16 установлен параллельно регулятору 13 давления, а ОК 17 - между полостью 7 и направляющим ГР 8. Зарядка А 11 осуществляется через ОК 15 в процессе сближения и притирки заготовок. Сжатие заготовок осуществляется при сообщении All через ГР 12 с поршневой полостью 6, а штоковой полвсти 7 - со сливом через ГР 14. Для повьш1ения безопасности при окончании работы через ГР 12 и 8 производят разрядку All. Подпор в штоковой полости 7 обеспечивает плавное соприкосновение заготовок и позволяет исключить гидроклапан давления, настроенный на давление притирки. 1 ил. (Л с 1C ел Од 00 ;о со /f
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1456461A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
