11299696
тение относится к обработке давлением, а именно к конштa moв для объемной штам
оп со не пе пр но вс и ва вр по
Цель изобретения - повышение производительности и качества получаемых покояок, а также снижение металлоемкости.
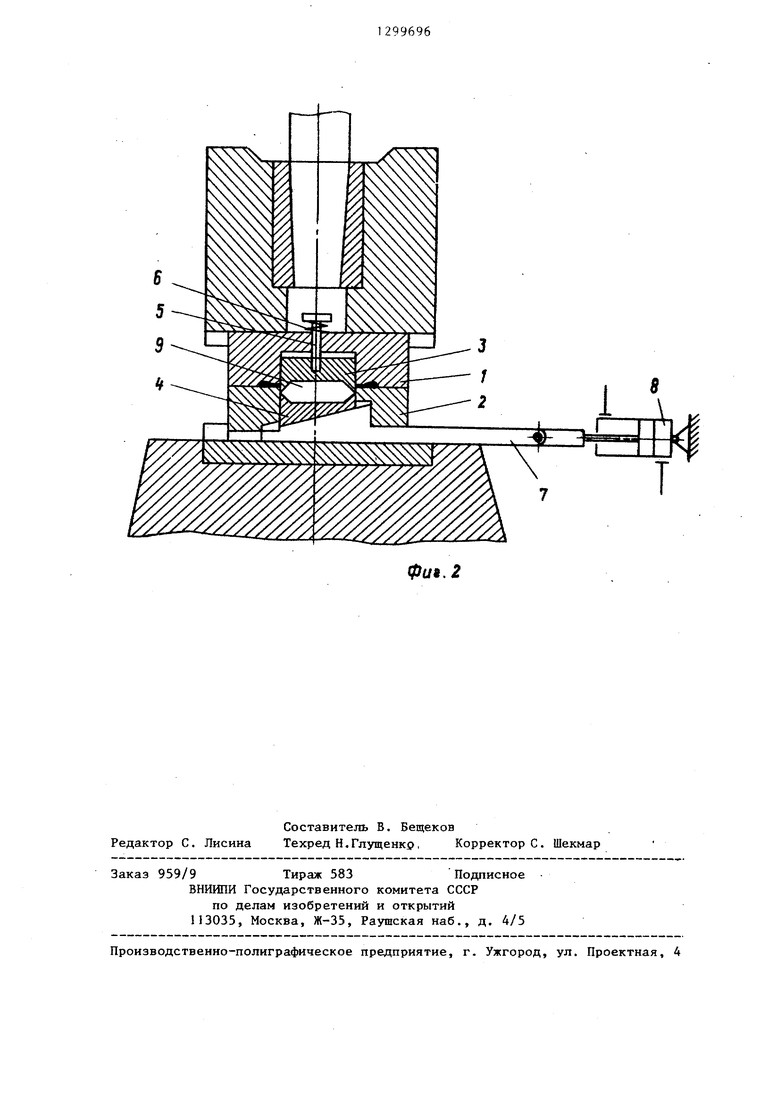
На фиг. 1 схематически представлен предлагаемый штамп, исходное положение; на фиг. 2 - то же, конечно положение.
Комбинированный штамп для объемной штамповки на молоте содержит верхнюю 1 и нижнюю 2 части, в которых размещены верхняя 3 и нижняя 4 вставки соответственно, в которых включены формирующие полости. Верхняя вставка 3 крепится к верхней ча ти штампа 1 винтом 5 и пружиной 6. Упор в виде клинового рычага 7 служит опорой нижней вставки 4, соединен с приводом (пневмодилиндром) 8. Поковка 9 располагается в формирующей полости штампа.
Комбинированный штамп работает следующим образом.
Процесс штамповки осуществляется до полного заполнения формирующих полостей штампа, клиновой рычаг 7 находится в крайнем левом положении (фиг.. }). После окончания штамповки клиновой рычаг 7 с помощью привода перемещается в крайнее правое положение. При этом нижняя вставка 4
опускается. Последующий удар молота сопровождается прижимом об.поя и верхней половиной штампа и инерционньм перемещением верхней вставки 3 до соприкосновения поковки 9, расположенной в формирующей полости, с нижней вставкой 4. Происходит обрезка облоя и калибровка (фиг. 2). Для выталкивания поковки 9 клиновой рычаг 7 возвращается в исходное крайнее левое положение.
Формула изобретения
15
20
25
1.Комбинированный штамп для объемной штамповки на молоте, содержащий верхнюю и нижнкйо части с гравю- рамп формообразующих ручьев на ответных поверхностях и облойной канавкой, отличающийся тем, что, с целью повьш1ения производительности и качества получаемых поковок, а также снижения металлоемкости, он снабжен подвижными вставками, размещенными на частях штампа, а также приводным упором вставки нижней части штампа, при этом вставки установлены с возможностью вертикально-поступательного перемещения, а формующие гравюры выполнены на вставках.
2,Штамп по п. 1,отличаю- щ и и с я тем, что ответные поверхности упора и вставки вьтолнены наклонными к вертикальной оси штампа,
35 а упор установлен с возможностью фиксированного возвратно-поступательного горизонтального перемещения.
30
Редактор С. Лисина
Составитель В. Бещеков
Техред Н.Глущенкр. Корректоре. Шекмар
Заказ 959/9 Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи9.2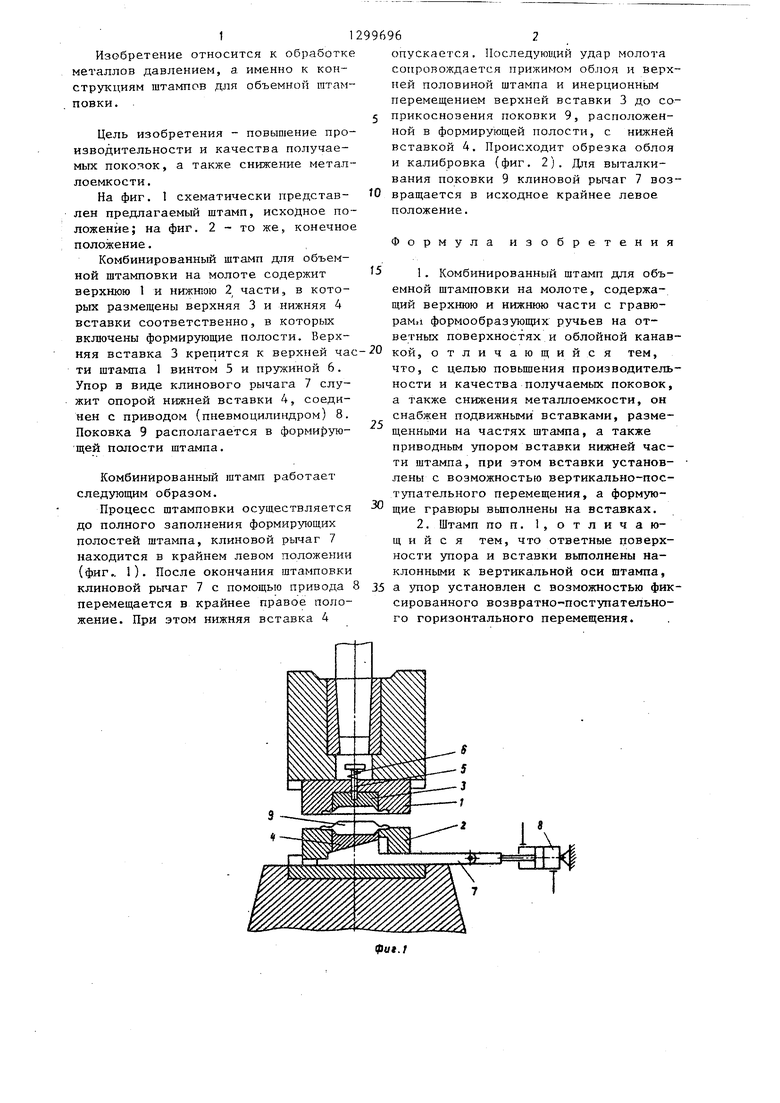
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для горячей обработки металлов давлением | 1983 |
|
SU1110533A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| Молотовый штамп | 1981 |
|
SU959885A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Молотовой штамп | 1974 |
|
SU490551A1 |
| Автоматическая линия горячей объемной штамповки | 1981 |
|
SU1009599A1 |
Изобретение относится к устройствам для штамповки на молотах и обрезки облоя. Изобретение позволяет повысить производительность и качество получаемых поковок, а также упростить конструкцию штампа. Для зтого при первом ударе молота металл заготовки заполняет гравюры ручьев вставок верхней и нижней половин и облой- ных канавок. Перед последующим ударом приводной клиновой упор вставки нижней половины штампа отводится в крайнее правое положение. Это обеспечивает фиксированное перемещение вниз вставок и отрезку облоя. 1 з.п. ф-лы, 2 ил.
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
