(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Молотовой штамп | 1982 |
|
SU1045991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
| Способ объемной штамповки поковок типа крышек | 1980 |
|
SU902977A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |

Использование: технологическая оснастка для получения поковок на молотах и ковочно-штамповочных прессах. Сущность изобретения: на вставке окончательного перехода штампа выполняют эквидистантную контуру гравюры ручья канавку. По канавке устанавливают визуальйо Полуфабрикат, полученный на предшествующем переходе. Точность центрирования полуфабриката относительно ручья штампа повышается. 1 з.п. ф-лы, 2 ил.
Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для горячей объемной штамповки осесимметричных поковок.
Известен молотовый штамп, содержащий верхнюю и нижнюю половины штампа с гравюрами окончательного ручья для формирования поковки, канавки для облоя и площадки для осадки заготовок.
Однако, известный штамп не позволяет стабильно точно устанавливать предварительно осаженную заготсвку в окончательном ручье нижнего штампа.
Смещение заготовки от центра гравюры приводит к неравномерному распределению металла по периметру гравюры. А это потребует увеличения массы заготовок и большего числа ударов молота или ходов пресса.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является штамп, содержащий площадку для осадки заготовки и гравюры окончательного ручья штампа.
Однако, этот штамп не позволяет достигнуть достаточно высокую производительность из-за трудности обеспечения соосности центров гравюры окончательного ручья нижнего штампа и устанавливаемой на нее предварительно осаженной заготовки на завершающей операции штамповки,
Целью изобретения является повышение производительности за счет обеспечения соосности гравюры окончательного ручья нижней половины штампа и устанавливаемой на нее предварительно осаженной заготовки.
Указанная цель достигается тем, что штамп для горячей объемной штамповки
VJ
01
Јь Сд)
осесимметричных поковок, содержащий верхнюю и нижнюю половины штампа с выполненными на обращенных одна к другой рабочих поверхностях ручьевыми гравюрами и площадками для предварительной осадки заготовок выполнен так, что на ручьевой гравюре нижнего штампа выполнена замкнутая канавка для визуального центрирования заготовки перед штамповкой, эквидистантная по периметру наружному контуру ручьевой гравюры, при этом площадь проекции ручьевой гравюры, ограниченная наружным контуром канйвки, на плоскость разъема половин штампа соответствует площади рабочей поверхности площадки для предварительной осадки.
При этом предпочтительно, чтобы профиль поперечного сечения канавки был выполнен в виде дуги окружности.
Предлагаемый штамп дает возможность достаточно точно (соосно) устанавливать заготовку в окончательном ручье нижней половины штампа, что позволит повысить производительность, поскольку меньше тратится времени на установку заготовки, не будет брака поковок по недоза- полнению в результате неправильной (несоосной) установки, появится возможность уменьшить до минимума массу исходной заготовки и, значит, снизить расходный коэффициент.
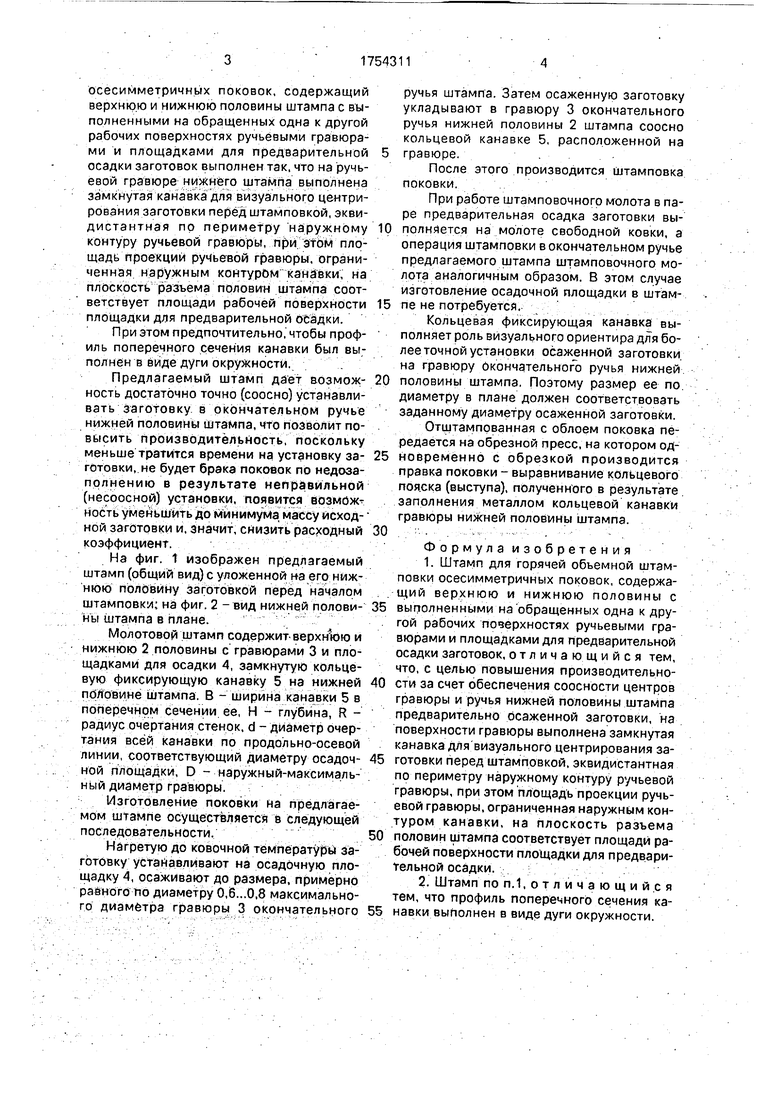
На фиг. 1 изображен предлагаемый штамп (общий вид) с уложенной на его нижнюю половину заготовкой перед началом штамповки; на фиг. 2 - вид нижней половины штампа в плане.
Молотовой штамп содержит верхн юю и нижнюю 2 половины с гравюрами 3 и площадками для осадки 4, замкнутую кольцевую фиксирующую канавку 5 на нижней половине штампа. В - ширина канавки 5 в поперечном сечении ее, Н - глубина, R - радиус очертания стенок, d - диаметр очертания всей канавки по продольно-осевой линии, соответствующий диаметру осадочной площадки, D - наружный-максимальный диаметр гравюры.
Изготовление поковки на предлагаемом штампе осуществляется в следующей последовательности.
Нагретую до ковочной температуры заготовку устанавливают на осадочную площадку 4, осаживают до размера, примерно равного гю диаметру 0,6...0,8 максимального диаметра гравюры 3 окончательного
ручья штампа. Затем осаженную заготовку укладывают в гравюру 3 окончательного ручья нижней половины 2 штампа соосно кольцевой канавке 5, расположенной на
гравюре.
После этого производится штамповка поковки.
При работе штамповочного молота в паре предварительная осадка заготовки выполняется на молоте свободной ковки, а операция штамповки в окончательном ручье предлагаемого штампа штамповочного молота аналогичным образом. В этом случае изготовление осадочной площадки в штампе не потребуется.
Кольцевая фиксирующая канавка выполняет роль визуального ориентира для более точной установки осаженной заготовки на гравюру Окончательного ручья нижней
половины штампа. Поэтому размер ее по диаметру в плане должен соответствовать заданному диаметру осаженной заготовки. Отштампованная с облоем поковка передается на обрезной пресс, на котором одновременно с обрезкой производится правка поковки - выравнивание кольцевого пояска (выступа), полученного в результате заполнения металлом кольцевой канавки гравюры нижней половины штампа.
Формула изобретения
выполненными на обращенных одна к другой рабочих поверхностях ручьевыми гравюрами и площадками для предварительной осадки заготовок, отличающийся тем, что, с целью повышения производительности за счет обеспечения соосности центров гравюры и ручья нижней половины штампа предварительно осаженной заготовки, на поверхности гравюры выполнена замкнутая канавка для визуального центрирования заготовки перед штамповкой, эквидистантная по периметру наружному контуру ручьевой гравюры, при этом площадь проекции ручьевой гравюры, ограниченная наружным контуром канавки, на плоскость разъема
половин штампа соответствует площади рабочей поверхности площадки для предварительной осадки.
3
ЯФЯ
Фиг./
| Справочник Ковка и объемная штамповка стали | |||
| Под ред | |||
| М.В | |||
| Сторожева, М, Машиностроение, 1967, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПЛУГ С ВРАЩАЮЩИМИСЯ РАБОЧИМИ ПОВЕРХНОСТЯМИ | 1925 |
|
SU432A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Технологический справочник по ковке и объемной штамповке под ред | |||
| М.В | |||
| Сторожева, М., Машгиз, 1959, с | |||
| Мяльно-трепальный станок | 1921 |
|
SU314A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
