Изобретение относится к обработк металлов давлением, а именно, к автоматизации процессов горячей штамповки, и может быть использовано дл получения поковок многопереходной штамповкой. Известна автоматическая линия горячей штамповки, содержащая нагре ватель , штамповочный и образной прессы, а также два робота, установ ленные справа и слева от ш-гамповочного пресса, при этом оси роботов, оси ручьев всех штампов, проходящие через боковые окна штамповочного и обрезного прессов, и ось нагревателя расположены на одной линии tl При указанной компановке линии для штамповки поковок и обрезки облоя необходимо два пресса и два промышленных робота, что увеличивает капитальные затраты на создание линн-и и снижает надежность ее работы. Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является автоматическая линия горячей штамповки, содержащая установленные в технологической последовательности индукцион ный нагреватель с загрузочным устройством, транспортер передачи нагр тых заготовок от нагревателя в боковое окно пресса, имеющего инструмент с ручьями предварительной и окончательной штамповки и обрезки, а также два промышленных робота с захватами , один из которых расположен у бокового окнапресса со стороны, противоположной индукционному нагревателю . В известной линии второй промышленный робот установлен с фройтальной стороны пресса. Такое расположение роботов затрудняет обслуживание линии - смену штампов и наблюдение за ходом технологического процесса. Кроме того., устанавливает заготовки в предварительный штамп и перекладолвает поковки по позициям фрсдаообразования робот, расположенный с фронтальной стороны пресса, что увеличивает цикл производства поковки и время нахождения заготовки на штампе, так как робот берет заготовки из предварительного и окончательного штампов, устанавливает в окончательный и обрезной, поворачивается, берет заготовку с транспортера и устанавливает в предварительный штамп что также отрицательно сказывается На стойкости штампов.
Цель изобретения - улучшение условий обслуживания линии и повышение ее производительности.
Поставленная цель достигается тем, что автоматическая линия горяче штамповки, содержащая установленные в технологической последовательности индукционный нагреватель с загрузочным устройством, транспортер передачи нагретых заготовок от нагревателя в боковое окно пресса, имеющего инструмент с ручьями предварительной и окончательной штамповки и обрезки, а также два промышленных робота с захватами, один из которых расположе у бокового окна пресса со стороны, ПРОТИВОПОЛС5ЖНОЙ индукционному нагревателю, снабжена устройством для перекладки поковок из ручья в ручей, расположенным с задней стороны пресса и выполненным в виде Г-образных держателей с захватами и механизма вращения, при этом второй промышленный робот установлен у бокового окна пресса со стороны транспортера передачи. нагрё Тых заготовок, его захват расположен выше захвата ближнего к нему держателя устройства для перекладки поковок, а транспортер передачи нагретых заготовок снабжен подпружиненным стаканом с приводом од.ностороннего вертикального перемещения ..
механизм вращения держателей устройства для перекладки поковок может
-быть выполнен в виде ПРИВОДНОЙ зубчатой рейки и взаимодействуняцих с ней шестерен, установленных на держателях, ири этом его захваты могут быть расположены перпендикулярна) друг к Другу.:
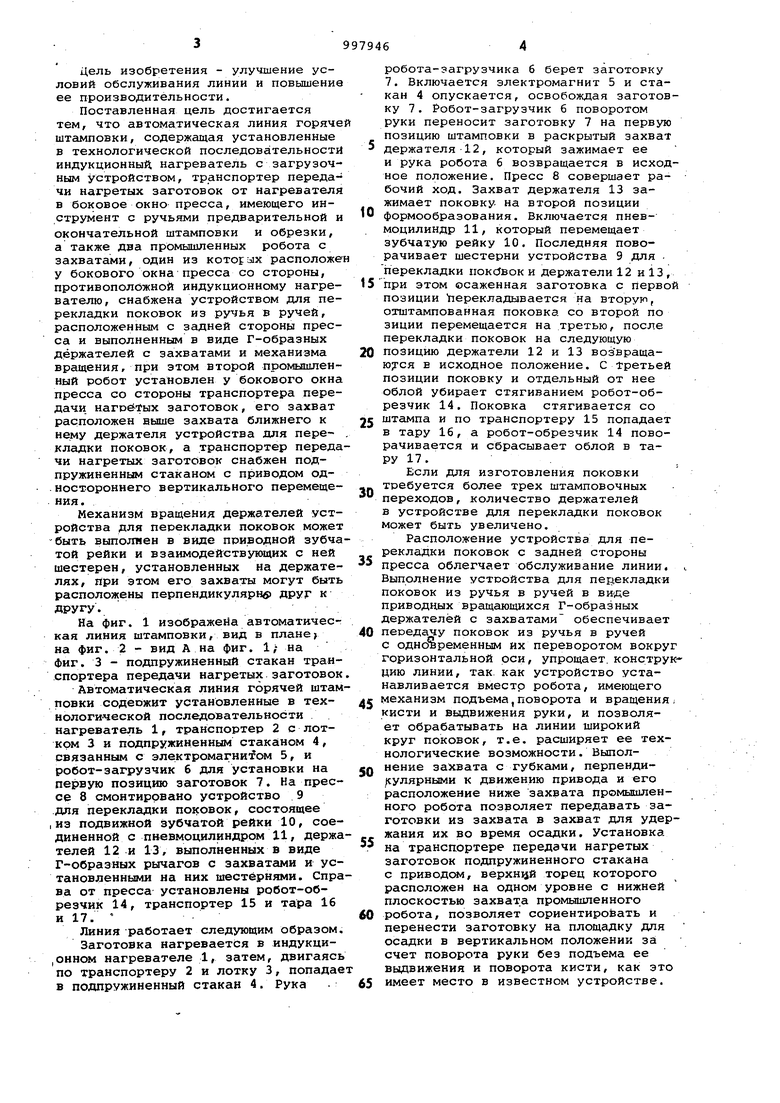
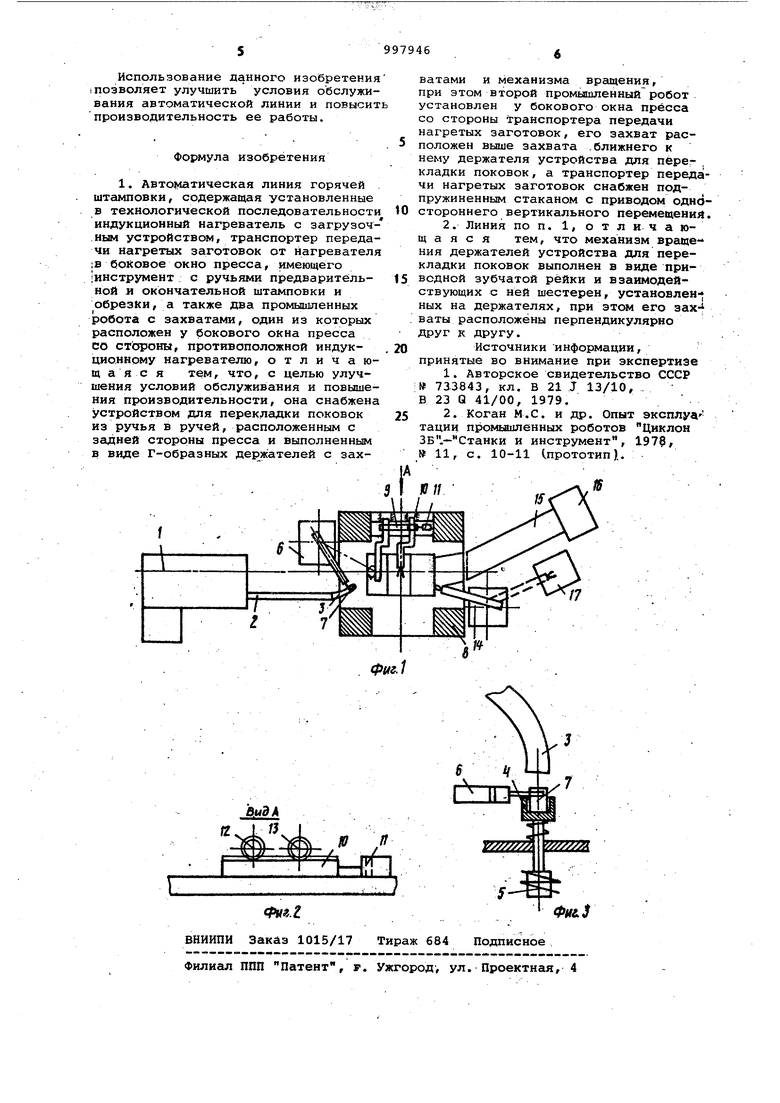
На фиг. 1 изображена автоматическая линия штамповки, вид в плане) на фиг. 2 - вид А на фиг. 1,- на фиг. 3 - подпружиненный стакан транспортера передачи нагретых заготовок Автоматическая линия горячей штамповки содеожит установленные в технологической последовательности нагреватель 1, транспортер 2 с лотком 3 и подпружиненным стаканом 4, связанным с электромагнитом 5, и робот-загрузчик б для установки на первую позицию заготовок 7. На прессе 8 смонтировано устройство 9 для перекладки поковок, состоящее
,из подвижной зубчатой рейки 10, соединенной с пневмоцилиндром 11, держателей 12 и 13, выполненных в виде Г-образных рычагов с захватами и установленными на них шестернями. Справа от пресса установлены робот-обрезчик 14, транспортер 15 и тара 16 к п.
Линия работает следующим образом. Заготовка нагревается в индукци,онном нагревателе 1, затем, двигаясь по транспортеру 2 и лотку 3, попадае в подпружиненный стакан 4. Рука
робота-загрузчика б берет заготовку 7. Включается электромагнит 5 и стакан 4 опускается, освобождая заготовку 7. Робот-загруэчик б поворотом руки переносит заготовку 7 на первую позицию штамповки в раскрытый захват держателя-12, который зажимает ее и рука робота б возвращается в исходное положение. Пресс 8 совершает рабочий ход. Захват держателя 13 зажимает поковку- на второй позиции формообразования. Включается пневмоцилиндр 11, который перемещает зубчатую рейку 10. Последняя поворачивает шестерни устройства 9 для . перекладки поковок и держатели 12 и 13, при этом осаженная заготовка с перво позиции перекладывается на вторую, отштампованная поковка со второй по зиции перемещается на третью, после перекладки поковок на следующую позицию держатели 12 и 13 возвращаю -ся в исходное положение. С Третьей позиции поковку и отдельный от нее облой убирает стягиванием робот-обрезчик 14. Поковка стягивается со штампа и по транспортеру 15 попадает в тару 16, а робот-обрезчик 14 поворачивается и сбрасывает облой в таРУ 17.
Если для изготовления поковки требуется более трех штамповочных переходов, количество держателей в устройстве для перекладки поковок может быть увеличено.
Расположение устройства для перекладки поковок с задней стороны пресса облегчает обслуживание линии. Выполнение устройства для перекладки поковок из ручья в ручей в виде приводных вращающихся Г-образных держателей с захватами обеспечивает передачу поковок из ручья в ручей с одновременным их переворотом вокруг горизонтальной оси, упрощает, конструк цию линии, так. как устройство устанавливается вместо робота, имеющего механизм подъема,поворота и вращения кисти и выдвижения руки, и позволяет обрабатывать на линии широкий круг поковок, т.е. расширяет ее технологические возможности. Выполнение захвата с губками, перпенди/сулярными к движению привода и его расположение ниже захвата промышленного робота позволяет передавать заготовки из захвата в захват для удержания их во время осадки. Установка на транспортере передачи нагретых заготовок подпружиненного стакана с приводом, верхней торец которого расположен на одном уровне с нижней плоскостью захвата промышленного робота, позволяет сориентировать и перенести заготовку на площадку для осадки в вертикальном положении за счет поворота руки без подъема ее выдвижения и поворота кисти, как это имеет место в известном устройстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU990394A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Автоматическая линия горячей объемной штамповки | 1981 |
|
SU1009599A1 |
| Устройство для укладки заготовок в ручей штампа | 1980 |
|
SU929296A1 |
