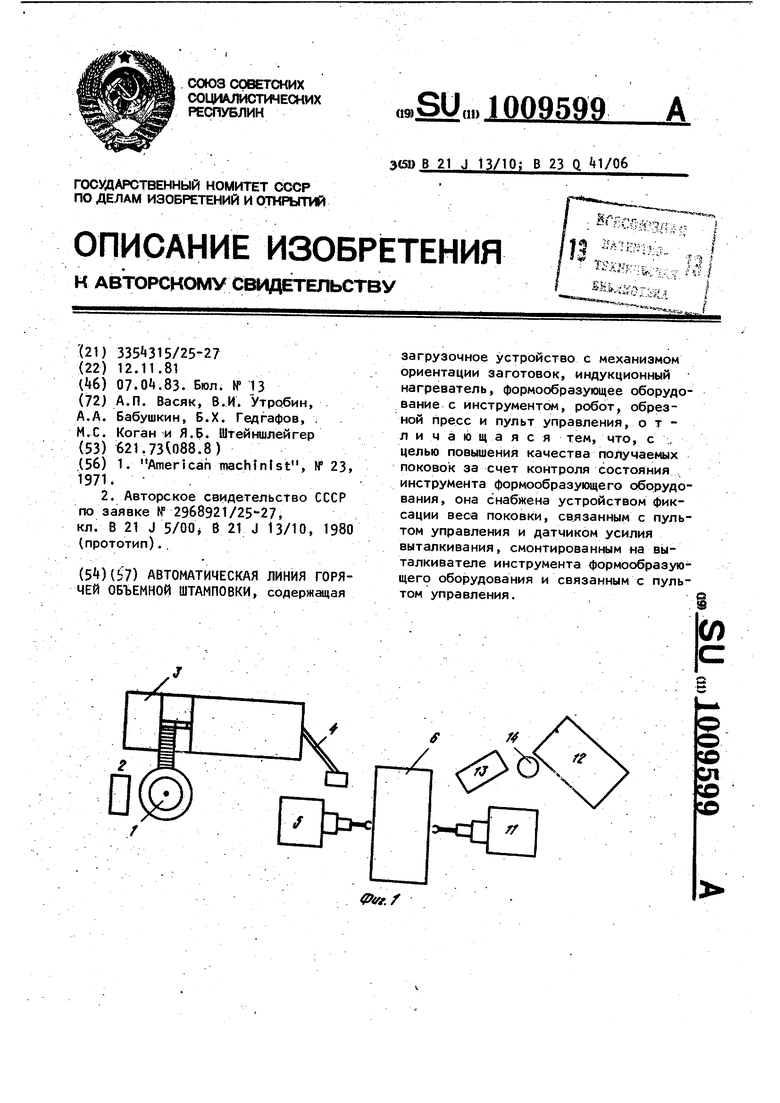
Изобретение относится к обработке металгГов давлением и может быть использовано при получении поковок горячей объемной штамповкой. Известна автоматическая линия горячей штамповки,, содержащая индукционный нагреватель с загрузочным устройством, формообразующее оборудование с устройством для манипулирования и обрезной пресс р Д. Недостатком такой линии является то, что в ней не предусмотрен контроль качества поковок. Наиболее близким к изобретению по технической сущности и достигаемо му результату является автоматическая линия горячей объемной штамповки, содержащая загрузочное устройство с механизмом ориентации заготовок, индукционный нагреватель, формообразующее оборудование с инструментом, робот, обрезной пресс и пульт- управления С23- Однако в такой линии невозможно осуществлять контроль за состоянием гравюры штампа при автоматическом режиме штамповки что приводит к браку поковок и повышенному расходу металла. Целью изобретения является повыше ние качества получаемых поковок за счет обеспечения контроля состояния инструмента формообразующего оборудо вания , Поставленная цель достигается тем что автоматическая линия горячей объемной штамповки, содержащая загрузочное устройство с механизмом .ориентации заготовок, индукционный нагреватель, формообразующее оборудование с инструментом, робот, обрезной пресс и пульт управления, снабжена устройством фиксации веса поковки, связанным с пультом управления и датчиком усилия выталкивания смонтированным на выталкивателе инструмента формообразующего оборудова ния и связанным с пультом управления , На фиг, 1 изображена автоматическая линия, в плане,- на фиг, 2 - при ципиальная схема работы линии. Автоматическая линия горячей объемной штамповки содержит устройс во 1 автоматической загрузки загото ки, связанное с тарой 2 и нагревате лем 3. Склиз 4 связывает нагревател 3 с роботом-штамповщиком 5. Формообразующее оборудование 6 выполнено с нижним штампом 7, в котором распо ожено выталкивающее устройство 8. На рычаге 9 устройства 8 расположен датчик 10, измеряющий усилие выталкивания поковки из ручья. Робот-обрезчик 11 связан с формообразующим оборудованием б, обрезным прессом 12, тарой 13 устройства 1 фиксации веса покоёки, состоящего из замкнутой обоймы 15 на внутреннем торце которой расположены датчик 16 веса, стойка 17 и тарелка 18, на которую укладывается взвешиваемая заготовка. Линия работает следующим образом, Загрузочное устройство 1 из тары 2 подает заготовку в нагреватель 3 в ориентированном положении. Нагретая заготовка по склизу А попадает в зону действия робота-штамповщика 5. Робот 5подает заготовку на нижний штамп 7 формообразующего оборудования 6, При штамповке детали в случае появления разгарных трещин на гравюре штампа резко возрастает трение между поковкой и штампом 7. Это требует значительных усилий для выталкивания поковки из штампа 7 устройством 8 и п.овышает нагрузки на рычаг 9. Сигнал от датчика 10, расположенного на рычаге 9 через тензоусилитель, устройство помехозащиты и запоминающее устройство (фиг. 2) подается в схему сравнения, которая анализирует величину сигнала и в случае его превышения над заданной выдает сигнал на схему ИЛИ, по которому з пульте управления линией загорается лампочка Инструмент. В случае износа гравюры инструмента, часть металла, переходящая в облой, уменьшается, а доля металла, остающегося в теле роковки, возрастает, что приводит к увеличению веса |Поковки. Вес поковки фиксируется уст ройством 14, Выборочная из партии поковка (согласно программе, заложенной в пульте управления) после обрезки облоя на прессе 12 роботом 11 укладывается на тарелку 18, которая через стойку 17 передает нагрузку на датчик 16, расположенный на внутреннем торце замкнутой обоймы 15, Сигнал от датчика 16 через тензоусили- . тель, устройство помехозащиты и запоминающее устройство подается в схему сравнения, которая анализирует его величину и в случае превышения над заданной выдает сигнал на схему ИЛИ, по которому в пульте управления
линией загорается лампочка Инструмент. С устройства k поковка сбрасывается роботом 11.
В автоматической линии, где исключено активное влияние человека на ход технологического процесса, необходимо контролировать состояние гравюры штампа с целью определения момента, когда отштампованная
поковка превысит технологические допуски и переходит в брак.
По сравнению с базовым объектом, в качестве которого принят прототип, предложенное устройство позволит по-, высить надежность работы линии и качество получаемых поковок благодаря осуществлению контроля состояния гравюры штампа.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |
| Автоматическая линия горячей штамповки деталей | 1988 |
|
SU1618490A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1248721A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Способ горячей штамповки поковок и автоматическая линия для его осуществления | 1989 |
|
SU1733168A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей объемной штамповки | 1984 |
|
SU1248715A2 |
Ja/rff/rv 4m
tr-tgee jrearPOffC/vfy
Фп.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| American machinist, № 23, 1971 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке tP 2968921/25 27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
