1
Изобретение относится к машиностроению, а именно к подшипниковой промышленности, и может быть использовано при производстве специальных подшипников из высоколегированных. коррозионно стойких и теплостойких сталей.
Цель изобретения - повьшение стойкости подшипников путем создания 10 упрочненного слоя на рабочей,поверхности их колец.
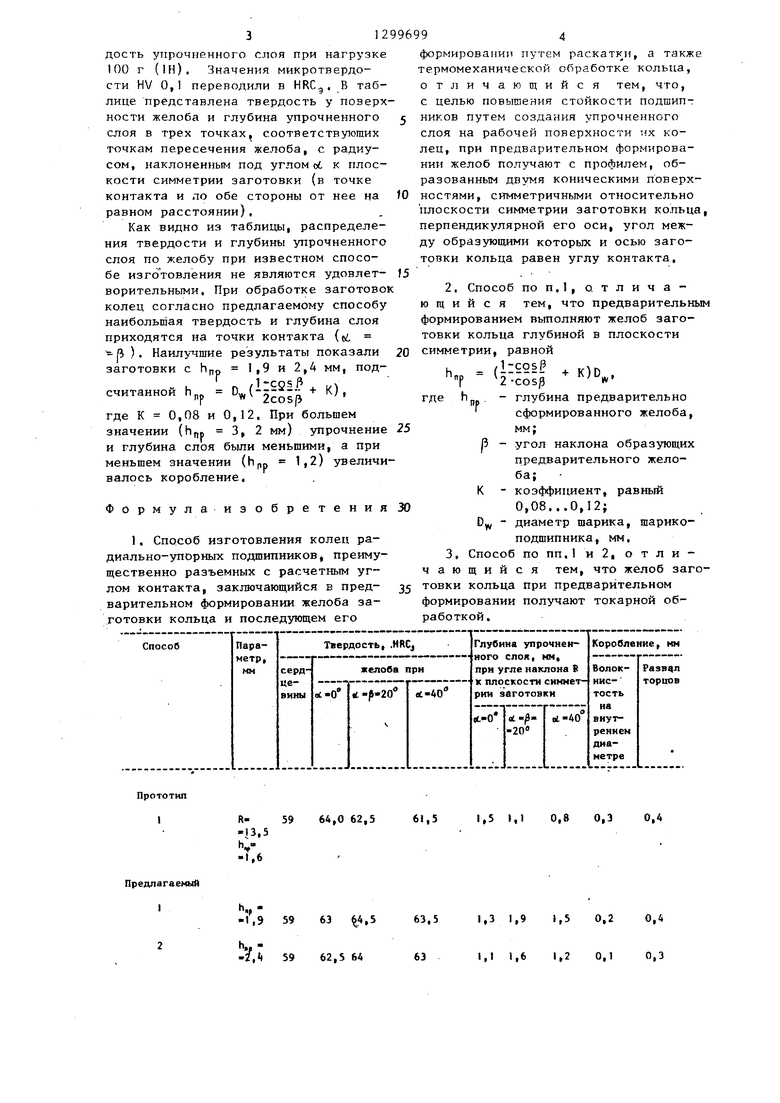
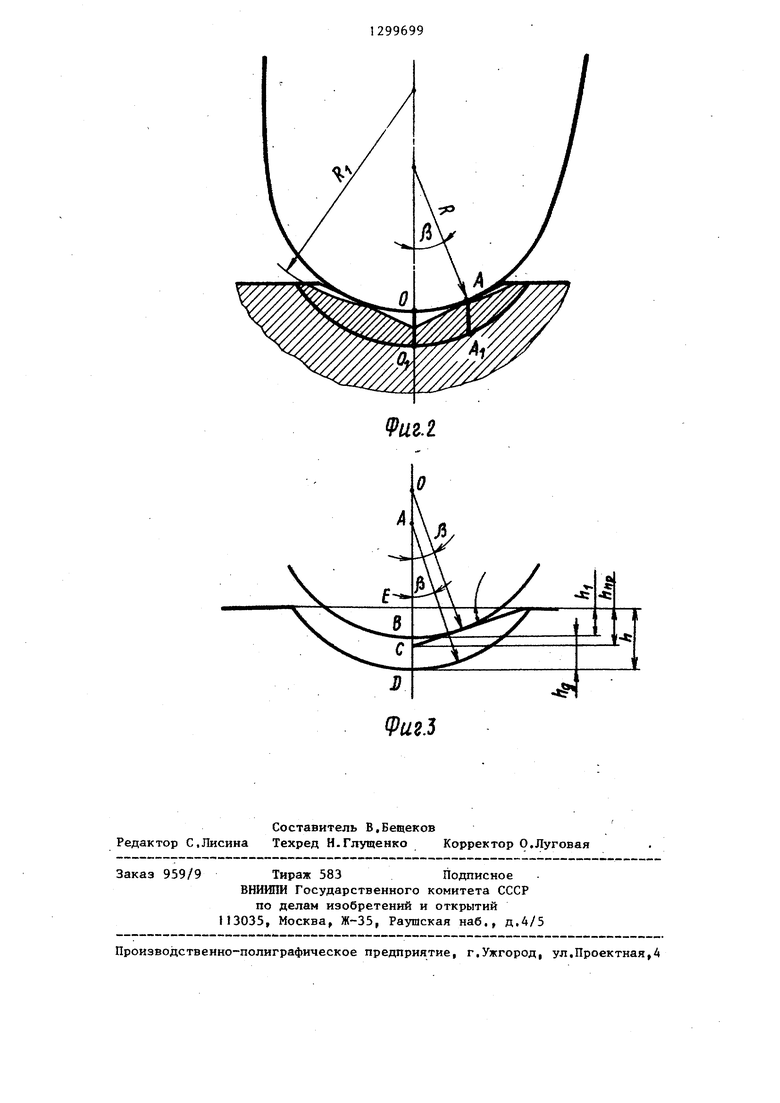
На фиг.1 представлена схема форми- ; ования желоба на кольце подшипника; на фиг,2 - схема взаимного размеие- }5 кия раскатного ролика и заготовки j кольца с желобом перед окончательной выкаткой желоба (исходное положение); на фиг.З - схема окончательного формирования желоба на кольце заготов- 20 ки.
Способ осуществляют следующим образом.
На заготовке 1 кольца подшипника предварительно, например токарной обработкой, формируют профиль желоба образованный двумя коническими поверхностями 2, симметричными относительно плоскости, перпендикулярной оси вращения заготовки, образующие которых наклонены к оси заготовки по углом и , После этого заготовку в зоне ж елоба раскатывают роликом 3, окончательно формируя упрочненный профиль желоба (фиг.2),.,при этом ролик 3 в первую очередь касается за гoтoвки в точках А, соответствую1чих точкам контакта шарика с кольцом А на окончательном желобе, и в этих местах деформация металла при выкатк максимальна, а следовательно, максимально и термомеханическое упрочнение профиля желоба,
Глубина предварительно формиремо- го желоба hnpопределяются следующим образом (фиг.З):
пр ОС
ЕС ОС ОА
OF
COSJ3
R
cosp
радиус выкатного ролика и окончательного профиля желоба}максимальная деформация при
раскаткеJ
глубина окончательного желоба;
,0,6 -отногаение глубины предварительного желоба к глубине окончательного.
- „В. . D
cosp
+ h
.Rl:f;|e.H(,-K.,.
С уч-етом припуска под шлифовку радиус выкатного желоба принимают равным: R 0,50, где } - диаметр шарика подшипника, причем глубина желоба h для стандартных подшипников, в т.ч. радиально-упорных, равна h 0,20.
Тогда
пр - D
DV HcosP 2 cos l:cbsP .2cosp
п +
« 2cosp , о,4...06; К
+ 0,2D(1-K,) 0,2(l-K,)j
К).
0,08...0,12.
5
0
5 0
0
P
Для
стандартных углов контакта 12,,26 и 36 составляет соответственно (0,090.,.0,131)D«,; (0,136... 0,176)0 и (О,218...О,268)0.
Приме р.Нестандартный радиаль- но-упорный подшипник типа И-5996 с разъемным внутренним кольцом и расчетным углом контакта ( 20 из стали 95X18-Ш. Габариты подшипника 120-65, 223 мм. D 16,67 мм. Внут- |реннее кольцо - разъемное, заготовка, :на которой выкатывается желоб, идет на два полукольца. Глубина окончательного желоба h 3,3 мм; радиус R 9 мм.
Заготовки изготавливали с предварительным формированием желоба методом токарной обработки по известному и предлагаемому способу с различной hflp (см. таблицу), Режим низкотемпературной термомеханической 5 обработки (НТМО) заготовок: предварительный подогрев до , нагрев до 1080 С, посадка на оправку, под- стуживание до 600-500 С, выкатка желоба роликами в машине MB-1, охлаждение на воздухе до температуры цеха, низкотемпературная обработка (-70 С, 1 ч), отпуск при .
Результаты измерения твердости и коробления представлены в таблице.
Коробление выражалось волокнистостью на внутреннем диаметре и развалом торцов. На поперечных шлифах изучали микроструктуру и микротвердость упрочненного слоя при нагрузке )00 г (1Н), Значения микротвердости HV 0,1 переводили в HRCg. В таблице представлена твердость у поверхности желоба и глубина упрочненного слоя в трех точках, соответствующих точкам пересечения желоба, с радиусом, наклоненным под углом об к плоскости симметрии заготовки (в точке контакта и ло обе стороны от нее на равном расстоянии).
Как видно из таблицы, распределения твердости и глубины упрочненного слоя по желобу при известном способе изготовления не являются удовлет- ворительными. При обработке заготово колец согласно предлагаемому способу наибольшая твердость и глубина слоя приходятся на точки контакта (ci -В ). Наилучшие результаты показали заготовки с 1|9 и 2,4 мм, подсчитанной Н„р D( К).
где К 0,08 и 0,12. При большем значении (h 3, 2 мм) упрочнение и глубина слоя были меньшими, а при
меньшем значении (h валось коробление.
пр
1.2)
увеличиФормулаизобретения 30
1. Способ изготовления колец ра- диально-упорных подшипников, преимущественно разъемных с расчетным углом контакта, заключающийся в предварительном формировании желоба заготовки кольца и последующем его
R- 59 64,0 62,5 61,5
-13,5
h.
1,6
Предлагаемый I
-1,9 59 63 4,5 63,5
р - /,«
59 62,5 64
формировании путем раскатки, а такж термомеханической обработке кольца, отличающийся тем, что, с целью повышения стойкости подшипт НИКОВ путем создания упрочненного слоя на рабочей поверхности их колец, при предварительном формировании желоб получают с профилем, образованным двумя коническими поверхностями, симметричными относительно плоскости симметрии заготовки кольц перпендикулярной его оси, угол между образующими которых и осью заготовки кольца равен углу контакта,
2.Способ поп,1,о. тличаю щ и и с я тем, что предварительн формированием выполняют желоб заготовки кольца глубиной в плоскости симметрии, равной
drcosP . .
2-cosp
- глубина предварительно сформированного желоба, мм;
р - угол наклона образующих предварительного желоба;
коэффициент, равный О,08,..О,12; диаметр шарика, шарикоподшипника, мм,
3,Способ по пп,1 и 2, о т л и ю щ и и с я тем, что желоб заггде
(:
Г
к D.
ч а
35 товки кольца цри предварительном формировании получают токарной обработкой.
1,5 , 0,8 0,Э 0,4
1,3 1,9 J,5 0,2 0,4
63
I,J ),6 1,2 0,1 0,3
4 .
1,2 59 63,5 64,563,51,5 2,0 1,6 0,50,6
S
«.3,2 59 62 63,562,51,0 1,4 1,0 0,10,2
Продолжение таблицы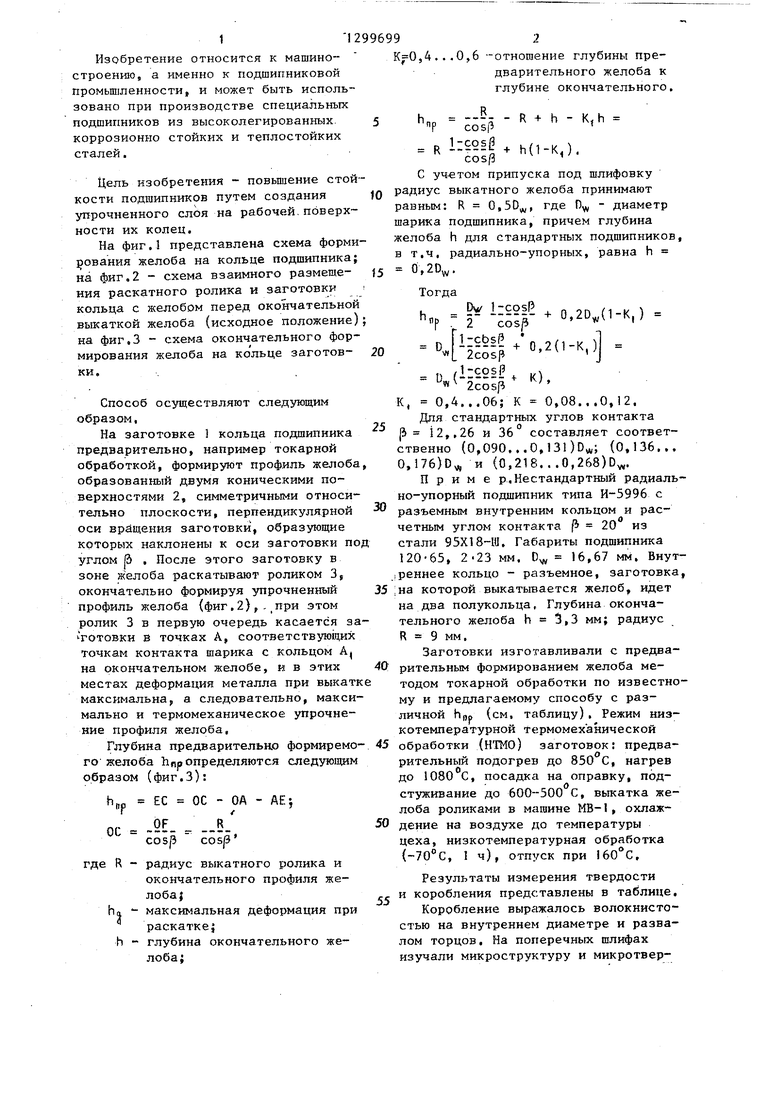
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347660C1 |
| СПОСОБ УПРОЧНЕНИЯ КРУПНЫХ РЕЗЬБ | 2007 |
|
RU2355552C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВИНТОВ С НЕБОЛЬШОЙ ВЫСОТОЙ ПРОФИЛЯ | 2008 |
|
RU2362665C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| Способ изготовления колец подшипников качения | 1973 |
|
SU742642A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347662C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347663C1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
Изобретение относится к способам получения подшипников из высоколегированных сталей. Способ позволяет повысить стойкость подшипников. Для этого профиль желоба кольца подшипника предварительно Формируют токарной обработкой в форме конических поверхностей с углом наклона их образующих к оси симметрии кольца, равным углу контакта подшипника. При этом наибольшая твердость и глубина слоя приходятся на точки контакта, 2 з.п. ф-лы, 3 ил.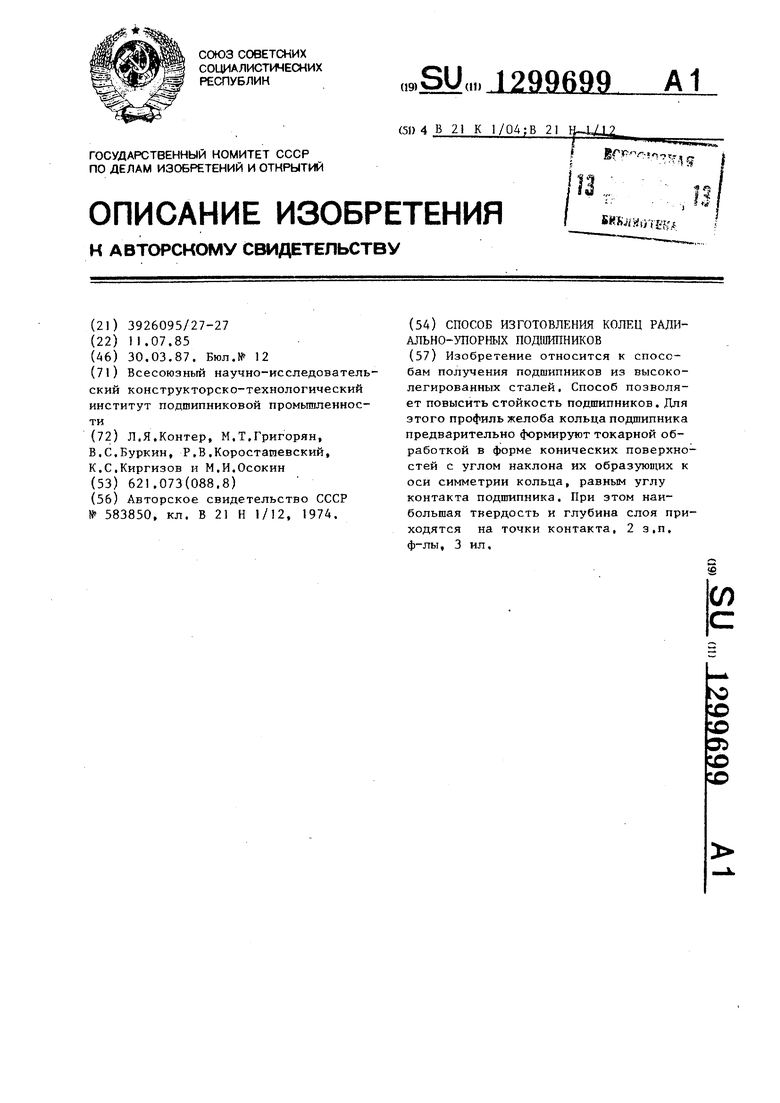
Vuz.1
9иг.2
Составитель В.Бещеков Редактор С.Лисина Техред Н.ГлущенкоКорректор О,Луговая
959/9
Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Способ изготовления колец шарикоподшипников | 1975 |
|
SU583850A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
