1
Изобретение относится к изготовлению колец подшипников качения обработкой давлением.
Известен способ изготовления колец подшипников качания путем пластического формоизменения трубчатой заготовки 1 .
Известный способ не обеспечивает получение точных колец, поскольку не дает возможности получить точные базирующие поверхности для последующего шлифования торцов, желоба, посадочного диаметра.
Целью изобретения является повышение точности за счет выполнения операций, обеспечивающих получение жестких и точных базирующих поверхностей.,5
Это достигается описываемым способом изготовления колец подшипников качения путем пластического формоизменения трубчатой заготовки, на которой вначале выполняют конические фаски, а пластическое формоизменение осуществляют путем штамповки с приложением формоизменяющего усилия в осевом направлении, используя фаски в качестве направляющих, последующей раскатки желоба под тела качения.
посадочной поверхности и калибровки посадочной поверхности и торцов кольца.
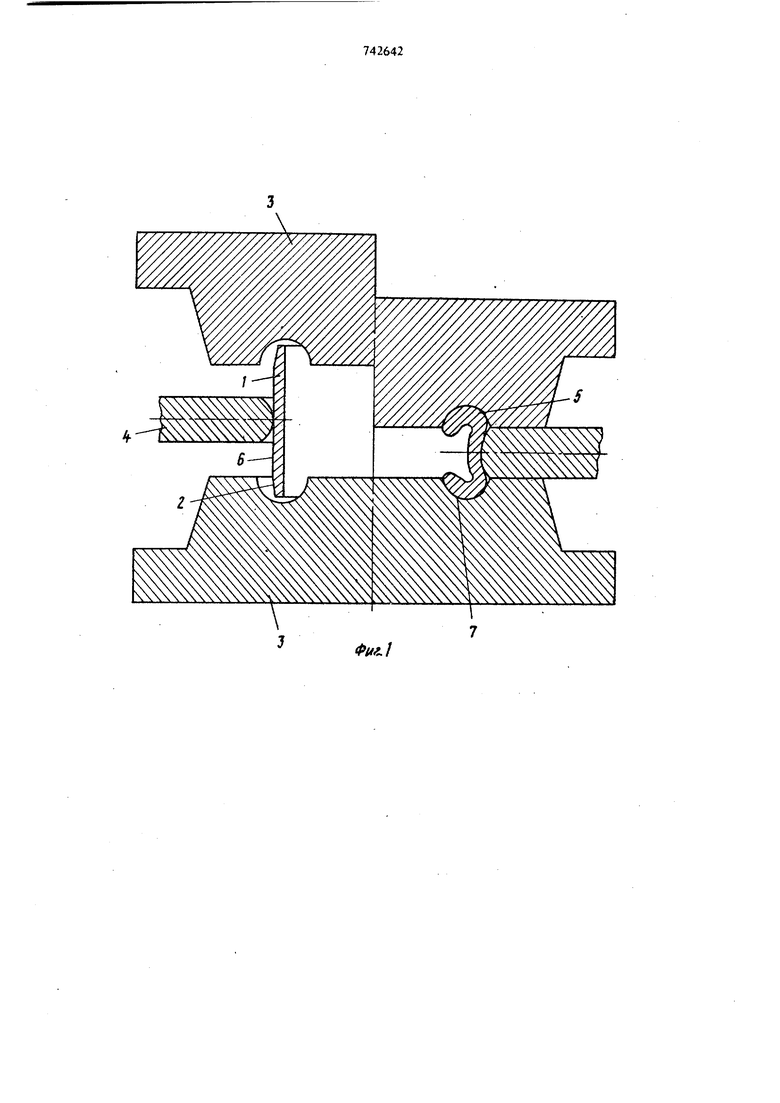
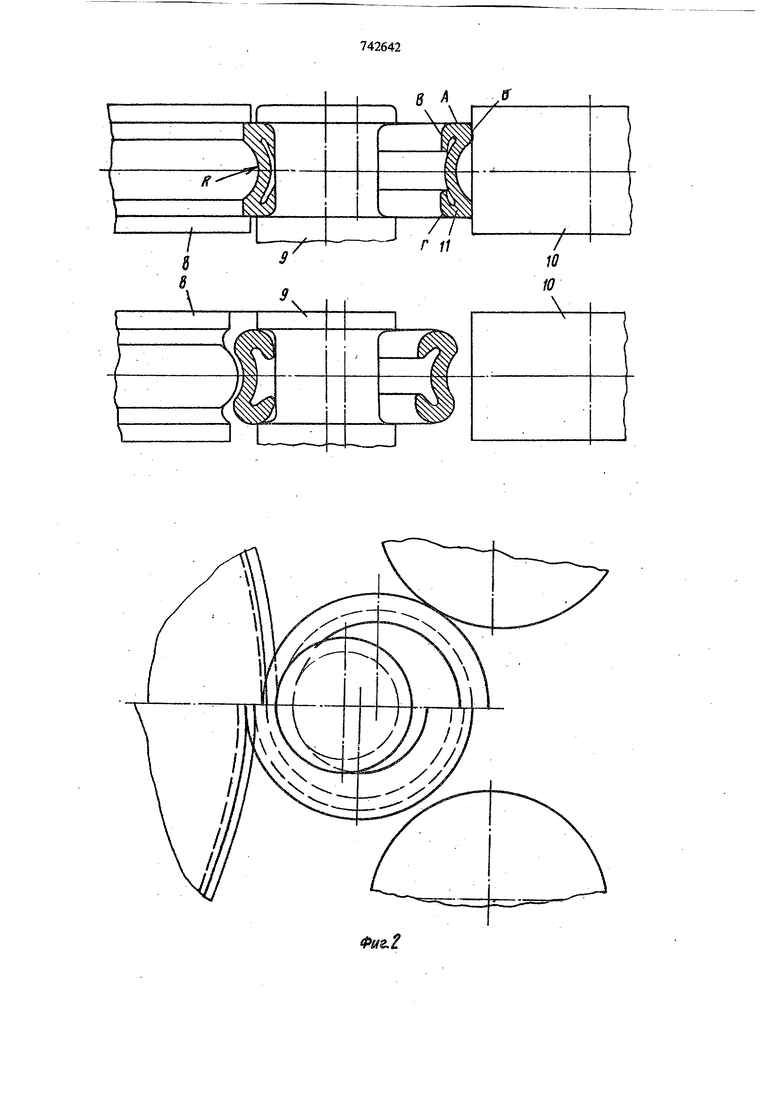
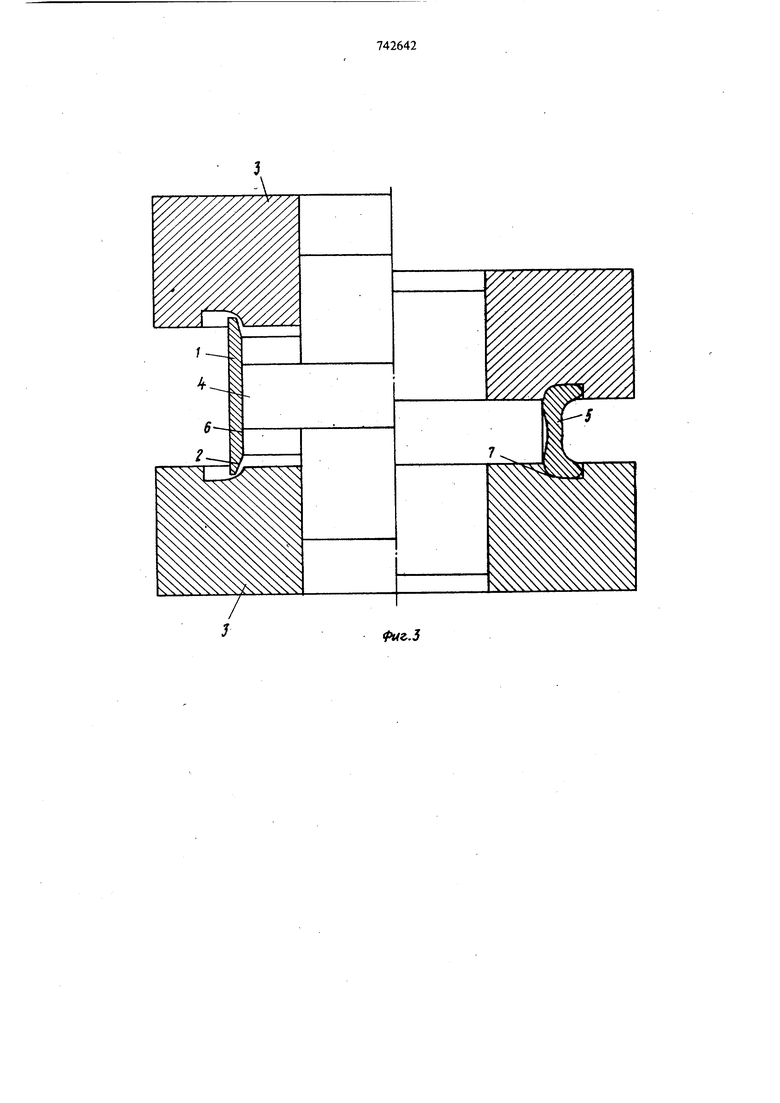
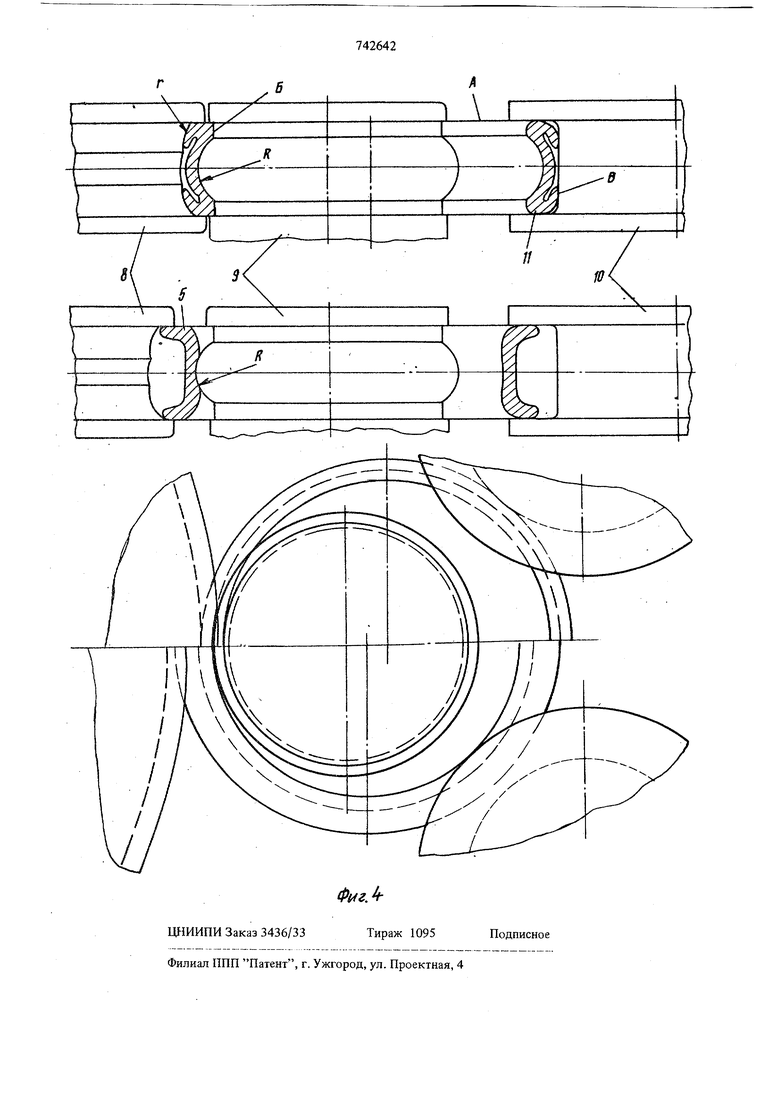
На фиг. 1 изображено положение и конфигурация отрезка трубы в штампе до и после щтамповки заготовки внутреннего кольца; на фиг. 2 изображено положение и конфигурация заготовки внутреннего кольца до и после выкатки и калибровки; на фиг. 3 - положение и кон4жгурация отрезка трубы в штампе до и после штамповки заготовки наружного кольца; на фиг. 4 - положение и конфигурация заготовки наружного кольца до и после раскатки и калибровки.
Способ осуществляется следующим образом.
На обоих концах отрезка трубы 1 выполняют конические фаски 2, причем при изготовлении внутреннего кольца конические фаски выполняют по наружному диаметру отрезка трубы, а при изготовлении наружного кольца - по внутреннему диаметру.
Затем концы загибают в щтампе, содержащем матрицы 3, имеющие радиусный | профиль, и банцаж 4,.с гфиложением формоизменяюпхего уев37ЛИЯ в осевом направлении, используя фаски 2 в качестве направляющих. При этом бандаж 4образует предварительный желоб у заготовки 5на поверхности 6 и одновременно загнутые участки 7. После этого заготовку 5 вынимают из штампа и раскатывают желоб R под тела качения, а на поверхности загнутых участков В и обратной стороны желоба - посадочную поверхность кольца, при этом одновременно раскатывают поверхности Б, монтажные фаски г и торцы А, причем калибруют посадочную поверх ность, а также торцы до получения плоских поверхностей. Операцию раскатки и калибровки производят с помощью бандажа 8 раскатника 9 и направляющих роликов 10 и 11, в результате получают кольцо с точными размерами по пшрине базирующей поверхности. Полученные по предлагаемому способу коль ца проходят термообработку, шлифование и до водочные операции. Пример осуществления способа изготовления заготовок колец подшишшков качения типа 309. Заготовка внутреннего кольца в виде отрезка трубы из стали ШХ-15 с наружным диаметром 53,6 мм, внутренним диаметром 46,15 мм высотой 43 мм и имеющая на обоих концах отрезка трубы конуса под углом 6°. Эту заготовку устанавл1геают между гнездами в нижней и верхней матрицах штампа и на 150-тонном прессе производят ее щтамтювку, в процессе которой конуса на торцах заготовки скользят по закруглениям гнезд матрицы и происходит загибка торцов во внутрь ее, при этом одновременно штампуется предварительны желоб. После штамповки заготовку устанавливают в приспособлении на раскаточной машине с мо ностью 10 т и раскатывают окончательный желоб под тела качения, а на загнутых участках и обратной стороне желоба раскатывают посадоч ную поверхность этого кольца. Одновременно в этом же приспособлении с одного установа калибруют наружный диаметр кольца, монтажные и немонтажные фаски и его торцы до полу чения на них плоских поверхностей. Изготовленные таким образом кольца подвергают термической обработке, шлифованию и доводке. Описанным способом изготавливаются и на ружные кольца из заготовки в виде трубы, из стали ШХ-15 с наружным диаметром 87,5 мм, внутренним диаметром 79 мм и высотой 41 мм и имеющие на обоих концах отрезка трубы конуса под углом 9 При иггамповке торцы заготовки загибают наружу. Затек на внутренней поверхности заготовки раскатывают желобы, а загнутые наружу .ушстки и обратной стороны желоба раскатывают под посадочную поверхность кольца. Одновреметю с этим с одного установа калибрунхг его внутренний диаметр, монтажные и немонтажные фаски и торцы этого кольца. Способ позволяет получать кольца точные и жесткие, которые затем подвергают термической обработке, шлифованию и доводочным операциям в обычном порядке. Способ позволяет за счет изготовления колец формообразованием из отрезка трубы получить экономию металла 35-45% по сравнению с способом изготовления колец из прутка или трубы, выполненной из шарикоподшипниковой стали токарной обработкой. Изготовленные по способу подшипники отличаются повышенным сроком слзгжбы по сравнению с изготовленными с использованием токарной обработки ввиду вьп-одного расположения волокон металла. Формула изобретения Способ изготовления колец подшипников качения путем пластического формоизменения трубчатой заготовки, отличающийся тем, что,с целью повышения точности, на торцах заготовок выполняют конические фаски, а пластическое формоизменение осуществляют путем штамповки с приложением формоизменяющего усилия в осевом направлении, используя фаски в качестве направляющих, последующей раскатки желоба под тела качения, посадочной поверхности и калибровки посадочной поверхности и торцов кольца. Источники информации, принятые во внима1ше при экспертизе 1. Патент Франции № 1566650, кл. F 16 С, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2100123C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| Способ изготовления колец подшипников качения из кольцевой заготовки | 1977 |
|
SU751487A1 |
| Способ изготовления деталей типа колец подшипников | 1977 |
|
SU638451A1 |
| Способ изготовления стальных тонкостенных осесимметричных сосудов | 2018 |
|
RU2673591C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| Способ изготовления колец подшипников качения | 1981 |
|
SU965576A1 |