Способ изготовления колец шарикоподшипников относится к области обработки металлов давлением и, в частности, может быть применен при изготовлении колец шарикоподшипников прокаткой.
Известен способ прокатки желобов колец шариками или роликами. При таком способе изготовления ироисходит значительное короблепие деталей, превосходяш,ее обычные припуски на чистовую механическую обработку (шлифование) 1.
При прокатке желоба роликами на внутреннем кольце шарикоподшипника типа 206 возникает волнистость по внутреннему диаметру в направлении оси кольца величиной 0,5- 0,6 мм при припуске на шлифование 0,2- 0,3 мм на еторону.
Такое коробление обусловлено затрудненностью течения деформируемого металла в плоскости, перпендикулярной направлению выкатки, так как с самого начала деформации желоба его радиус равен радиусу шариков или роликов. В случае совмешения выкзгки желоба с упрочняющей термообработкой, например, термомехапической обработкой, исключаюшей после выкатки желОба воз.можность проведения токарной обработки деталей, такое коробление является недопустимым. Кроме того, при деформировании переохлажденного аустеиита в процессе низкотемпературной термомеханической обработки высоколегированных подшипниковых сталей, например, 95Х18-Ш или ЭИ347-Ш, для выкатки желоба полного профиля требуется большая мощность оборудования.
Известен также способ прокатки колец с желобом, выполненным по радиусу, состоящий из операцпй предварительной формовки
желоба кольца и последующей чистовой обкатки л елоба роликом 2J.
Однако при таком способе черновое формообразование ведется до размеров, меньших как по ширине, так и по глубине готового
профиля. И при чистовом выкатывании требуются большие усилия для получения необходимого готового профиля, что приводит к повышенным деформациям и отклонениям размеров.
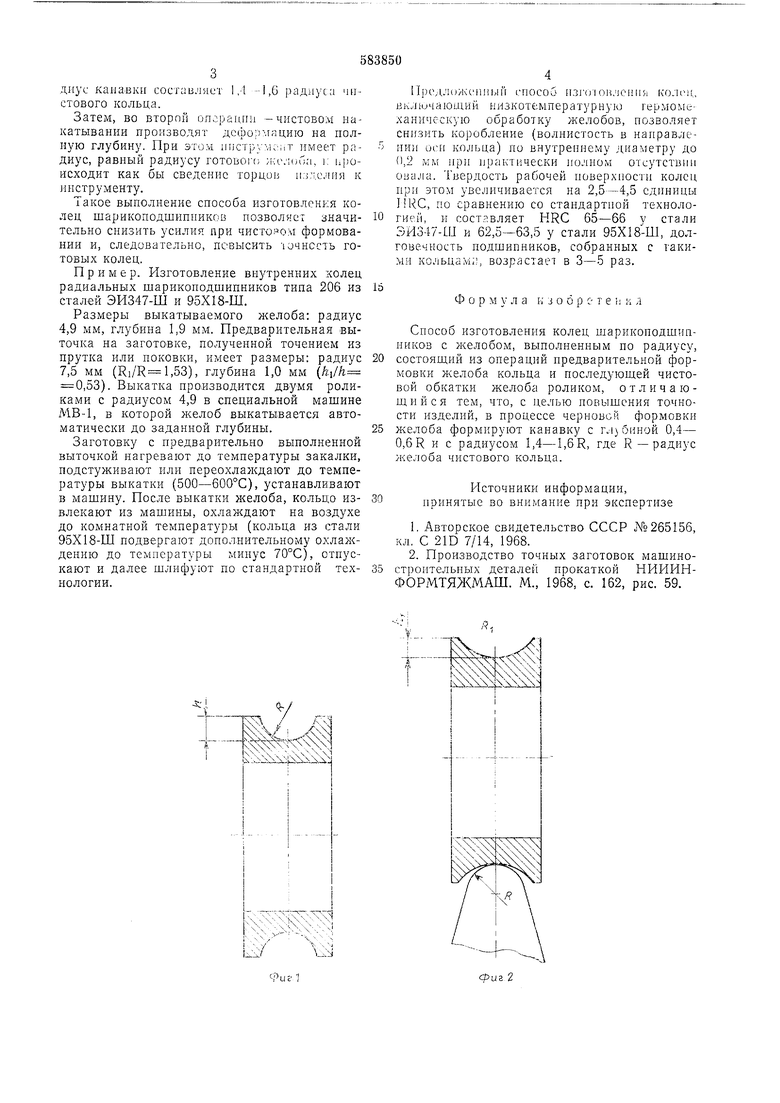
Для повышения точности издел 1я предлагаемым способом в процессе черновой формовки желоба формируют канавку с глубиной 0,4-0,6 R и с радиусом 1,4-1,6 R, где R - радиус желоба чистового кольца.
На фиг. 1 представлена схема чернового формообразования; на фиг. 2 - схема чистового формообразования кольца.
В процессе черновой формовки кольца выкатывается канавка с глубиной 0,4-0,6 радиуса желоба чистового кольца. При этом ра
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колец радиально-упорных подшипников | 1985 |
|
SU1299699A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| Способ шлифования желобов шарикоподшипниковых колец на желобошлифовальном станке | 1959 |
|
SU126033A1 |
| Способ обработки подступичной части вала | 1986 |
|
SU1428564A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2008 |
|
RU2404009C2 |
| Способ шлифования криволинейных поверхностей | 1982 |
|
SU1085778A1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНОЙ ТОРЦЕВОЙ КАНАВКИ НА ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2017 |
|
RU2648174C1 |
| Способ изготовления деталей типа колец подшипников | 1977 |
|
SU638451A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ И ИГЛОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393040C1 |
