;стиях установлены пружины 6 сжатия. Момент окончания нарезания резьбы, когда силы резания нсчезают, под действием пружин 6 фреза доворачиваИзобретение относится к машиностроению и может быть использовано при нарезании резьбы.
Цель изобретения - повышение точности обработки, которая достигается путем устранения кинематической погрешности, возникающей при фрезеровании резьбь в виде огранки на резьбовой поверхности детали.
На фиг,1 схематически показано устройство для фрезерования резьбы, разрез; на фиг.2 - сечение А-А на фиг,1; на фиг.З - сечение Б-Б на .фиг,1 (схема обработки детали),
Устройство содержит корпус 1 в виде втулки, жестко связанной с переходной втулкой 2, установленной в шпинделе станка. В корпусе I в виде втулки выполнена гайка с шагом резьбы, равным шагу обрабатываемой резьбы, которая взамодействует с винтом установленной в корпусе обой- ,мы 3, жестко связанной с винтовой фрезой А, которая взаимодействует с деталью 5, Зубья фрезы расположены по винтовой линии с профилем и шагом нарезаемой резьбы. В корпусе 1 выполнены параллельные его оси отверстия для установки пружин 6 сжатия, закрепленных относительно корпуса регулировочными винтами 7. Для ограничения величины поворота фрезы относительно корпуса 1 в последнем выполнен паз, а в обойме 3 установлен сменный фиксатор 8,
Пример. Фрезерование резьбы М60 2 с допуском по среднему диаметру Д ср - 0,05 мм винтовой фрезой диаметром 40 мм с количеством зубьев Z и углом между зубьями фрезы 90 . Материал обрабатываемой детали - сталь А5 твердостью НВ 207.
При фрезеровании детали 5 и фрезе 4. сообщают согласованное вращение в одну сторону с одинаковой угловой скоростью со сОср и радиальное сблиется относительно детали в пределах величины угла между зубьями и перемещается в осевом направлении. 2 с.п., 3 ил.
5
0
5
0
5
0
5
жение SP, В процессе обработки от сил резания на фрезу 4 и обойму 3 передается момент резания, под действием которого пружины сжимаются и обойма 3 поворачивается относительно корпуса 1 на угол 90 до упора фиксатора 8 в поверхность паза, В таком положении обойма удерживается силой резания до конца обработки,
В процессе нарезания резьбы каждый зуб фрезы обрабатывает участок радиусом R, В результате в конце обработки появляется кинематическая погрешность - огранка, величину которой рассчитывали по формуле
& K Rjl - cos 360°/2Z),
где К - коэффициент, зaвиcяD ий от
соотношения диаметров фрезы и детали,. К « 0,1;
RJ - радиус детали; Z - число зубьев фрезы.
Когда резьба нарезана на всю глубину, радиальную подачу выключают (фреза и деталь продолжают вращать- ,ся), силы резания исчезают и фреза под действием пружин 6 проворачивается по резьбе относительно корпуса . При этом зубья фрезы, занимая последовательные положения в пределах угла Л , срезают с детали все оставшиеся неровности (на фиг .З они заштрихованы) , составляющие погрешность В .
Для того, чтобы при дополнительном повороте фрезы с детали не срезалась образованная на ней резьба, обеспечивается согласованная осевая подача на шаг за счет того, что шаг резьбы винта и гайки выполнен равным шагу нарезаемой резьбы. Пру- жишз 6 подбираются в зависимости от величины силы резания.
Формула изоб
р е т е н и я
1, Способ фрезерования резьбы винтовой многозубой фрезой, по которому фрезе и детали сообшают согласованное вращение и радиальное сближение, о тличамщийся тем, что, с целью повышения точности обработки, фрезе или обрабатываемой детали в момент окончания- нарезания резьбы сообщают дополнительное, согласованное с шагом нарезаемой резьбы осевое перемещение и поворот относительно друг друга в пределах величины угла между зубьями фрезы,
2. Устройство для фрезерования резьбы, в корпусе которого установи
2997064
лена иногозубая винтовая фреза, отличающееся тем, -что, с целью повышения точности обработки, головка снабжена механизмом осевого перемещения и поворота фрезы относительно корпуса, вьшолненного
в виде винтовой пары с шагом, равным шагу винтовой фрезы, гайка которого жестко связана с корпусом, а винт W с фрезой, и пружин сжатия, при этом в корпусе выполнены параллельно его оси отверстия для установки пружин с возможностью их взаимодействия с фрезой,
А-А
.З
Редак тор С,Лисина
Составитель А.Климов
Техред Н.Глущенкр Корректор О,Луговая
959/9
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,А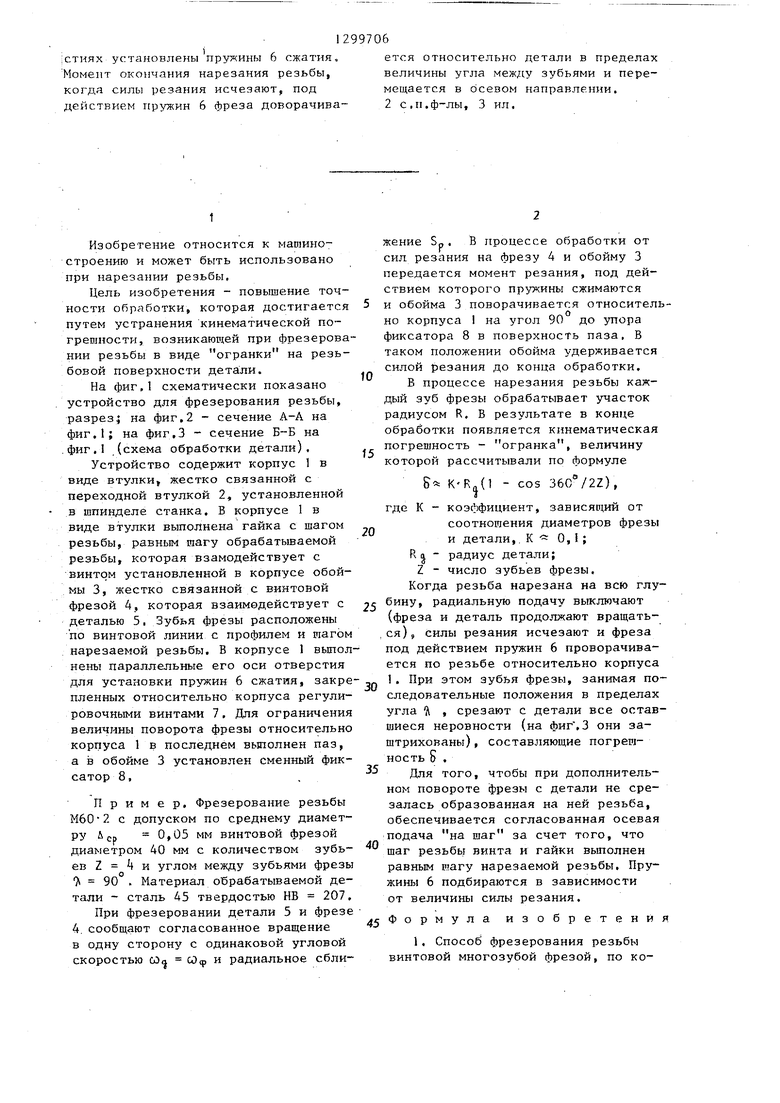
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| Способ обработки зубчатых колес иуСТРОйСТВО для ОбРАбОТКи зубчАТыХКОлЕС | 1979 |
|
SU841820A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| Устройство для фрезерования внутренней резьбы | 1988 |
|
SU1558586A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |

Изобретение относится к области, машиностроения и может быть использовано при нарезании резьбы. Цель изобретения - повышение точности обработки, которая достигается за счет устранения кинематической погрешности, возникающей при фрезеровании резьбы в виде огранки на резьбовой поверхности детали. Устройство содержит корпус 1 с гайкой, шаг которой равен шагу винтовой многозубой фрезы Д, и взаимодействующей с винтом, установленной в кор- . пусе обоймы 3, Обойма 3 жестко связана с фрезой 4. В корпусе 1 в отвер (Л Фиг.1
| Мернерт М.П | |||
| Прецизионные резь- бошлифовальные станки | |||
| М.: Машгиз, 1962, с.9, фиг.5 | |||
| Загурский В.И | |||
| Прогрессийные способы нарезания резьбы | |||
| М,: Машгиз,I960, с.77 |
