Изобретение относится к деревообрабатывающей промышленности, а именно для изготовления деревянных бочек.
Цель изобретения - придание древесине большей эластичности и тем самым снижение лома клепки при изгибе.
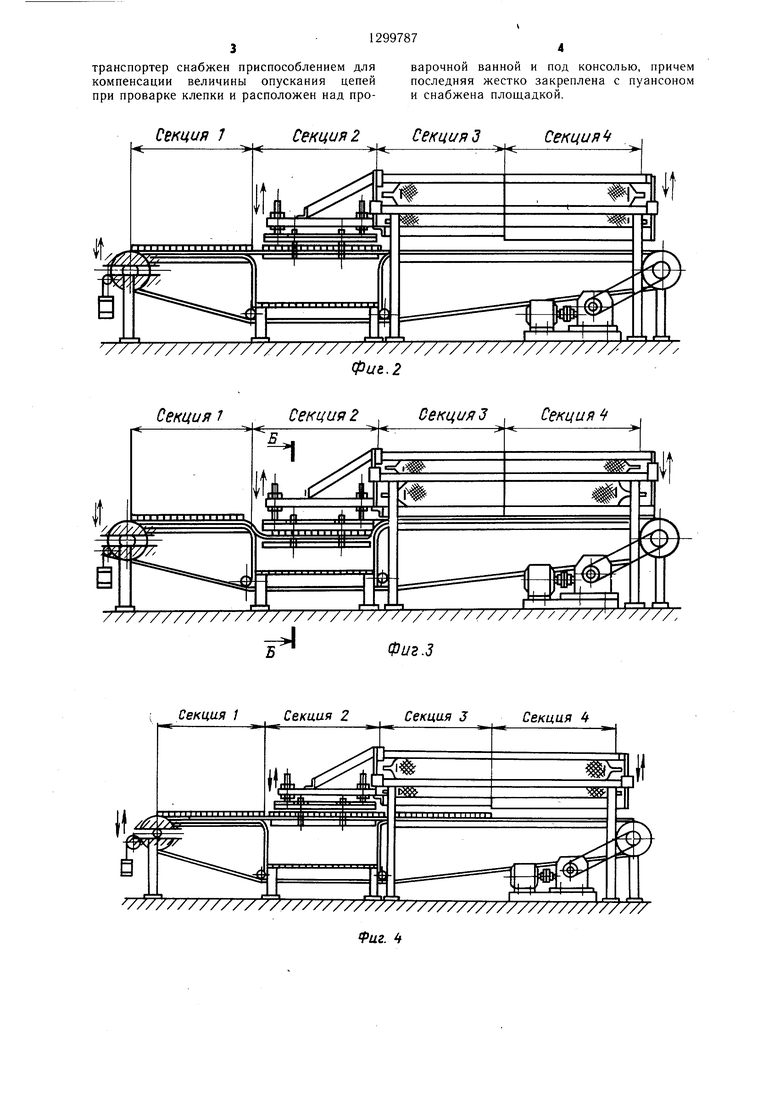
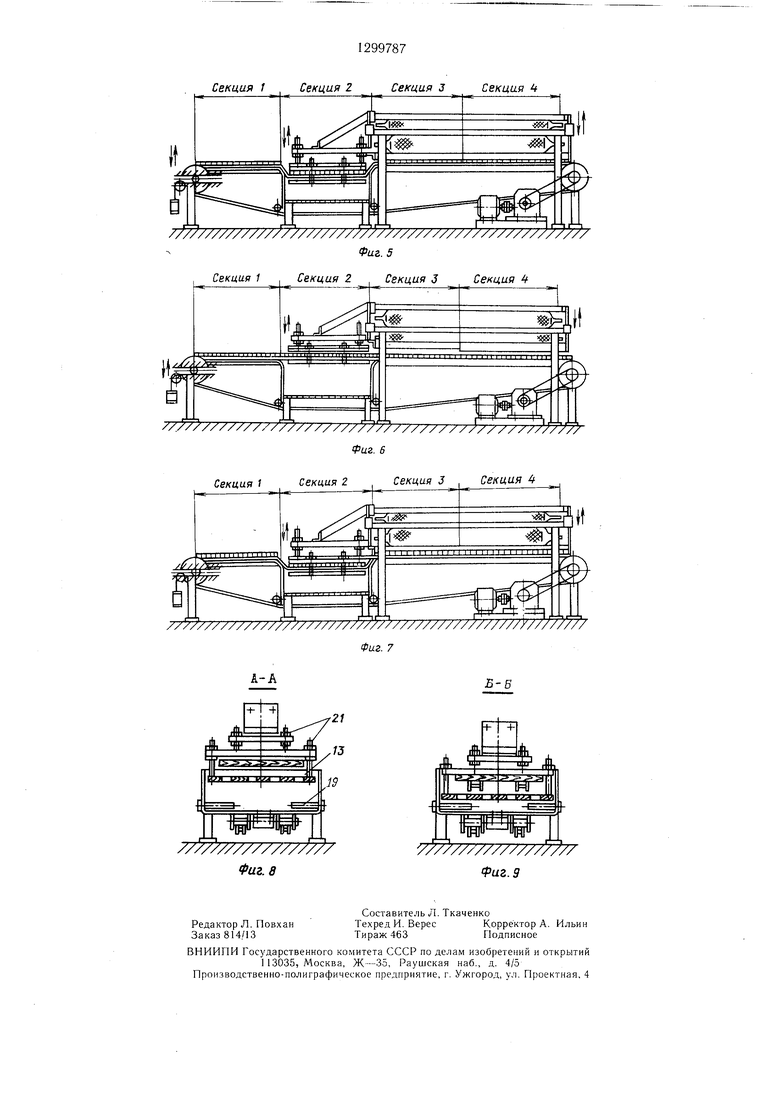
На фиг. 1 представлена схема устройства вид сбоку (набор клепки в секции 1); на фиг. 2 - то же (перевод клепки из секции 1 в секцию 2 и набор клепки в секции 1); на фиг. 3 - то же (опускание клепки в секцию 2 и ее проварка); на фиг. 4 - то же (подача клепки из секции 1 в секцию 2, из секции 2 в секцию 3 и набор клепки в секции 1); на фиг. 5 - то же (проварка клепки в секции 2 и предварительный изгиб клепки в секции 3); на фиг. 6 - то же (подача клепки в секцию 1, в секцию 2, из секции 2, в секцию 3 из секции 3 в секцию 4 и набор клепки в секции 1); на фиг. 7 - то же (проварка клепки в секции 2, изгиб клепки предварительный - в секции 3 и окончательный - в секции 4); на фиг. 8 - разрез А-А на фиг. I; на фиг. 9 - разрез Б-Б на фиг. 3.
Предлагаемая установка разделена на четыре секции: секция 1 служит для набора клепки, секция 2 - для проварки клепки, секции 3 и 4 для изгиба клепки. Установка включ,ает цепной транспортер 5, проходящий через все устройство, под цепями которого установлена проварочная ванна 6, пресс-форму 7, состоящую из пуансона 8, матрицы 9 и механизма 10 смыкания.
Над проварочной ванной 6 для опускания в нее на проварку клепки 11 смонтирована консоль 12, жестко закрепленная с пуансоном 8. Консоль 12 оборудована площадкой 13, которая служит для предотврасекции 1 очередную партию клепки 11. После проварки пуансон 8 и консоль 12 с опорной площадкой 13, служащей опорой и средством предотвращения провисания цепей, поднимают в исходное положение пневмока5 мерами 20. Одновременно из ванны б поднимают клепку 11 и цепи. Натяжение цепей транспортера 5 осуществляют посредством груза 18, при этом звездочки 16, натягивая цепи, перемещаются в обратном направлении
Q по направляющим 17. Включают транспортер и проваренную клепку 11 из секции 2 перемещают в секцию 3 на предварительный изгиб, а вновь уложенную клепку 11 перемещают из секции 1 в секцию 2 на проварку. Второй цикл повторяется в той же после15 довательности, при этом клепку 11 в секции 2 проваривают, а в секции 3 предварительно изгибают пуансоном 8 на величину сдвига 14. Это достигается путем установки пуансона 8 в секции 3 с большим зазором между ним и клепкой 11. После 2-3 мин. выдержки, во время которой в секции 1 укладывают очередную партию клепки 11, пуансон 8 и консоль 12 поднимают в исходное положение и цепной транспортер 5 перемещает клепку 11 из секции 1 в секцию 2 на
25 проварку, из секции 2 в секцию 3 на предварительный изгиб и из секции 3 в секцию 4 - на окончательный изгиб. Зазор между пуансоном 8 и клепкой 11 в секции 4 на 8-10 мм меньше зазора в секции 3.
Включают пресс и цикл повторяется,
30 т.е. клепку 11 укладывают на цепи секции 1, проваривают в секции 2, предварительно изгибают в секции 3 и производят окончательный изгиб в секции 4.
Таким образом, после четырех циклов работы установки окончательно изогнутая с
20
45
щения: провисания цепей с клепкой И при 35 зафиксированным прогибом клепка 11 в сек- подаче ее на проварку и на изгиб. Пуансон ции 4 выводится из пресс-формы 7 и посту- расположен в секциях 3 и 4 и выполнен со СДЕ1ИГОМ 14 на границе секций 3 и 4 для обеспечения разной величины изгиба. Цепной транспортер 5 оснащен приспособлением 15 для компенсации опускания цепей 0 при проварке клепки.
Установка работает следующим образом.
На цепи транспортера 5 в пределах секции 1 укладывают клепку 11, которая перемещается в зону секции 2. Включают механизм смыкания. Пресс-форма 7 с помощью консоли 12, закрепленной на торце пуансона 8, производит опускание клепки 11 в ванну 6 вместе с опорной площадкой 13 и цепями транспортера 5, на котором уложена клепка И. Компенсация опускания цепей 50 бочки, содержащая механизм набора клепки, производится с помощью приспособления цепной транспортер, пресс-форму, состоя- 15, состоящего из натяжных звездочек 16, щую из пуансона, матрицы и механизма направляющих 17 и груза 18.смыкания, отличающаяся тем, что, с целью
В притопленном положении в ванне 6 снижения лома клепки при изгибе путем при- с нагретой (посредством электрических по- дания ей большей эластичности, установка догревателей 19) водой до температуры 80- 55 снабжена проварочной ванной и консолью, 90° С клепку 11 выдерживают 2-3 мин. В расположенными между механизмом набо- это время укладывают на цепи транспортера ра клепки и матрицей, при этом цепной
пает на сборку.
Регулировка уровня притопления в ванну 6 клепки 11 осуществляется с помощью резьбового крепления 21.
Проварка клепки 11 и ее последовательный двойной щадящий изгиб резко снижают лом, и в конечном итоге получают положительный эффект от экономии высококачественной, прошедшей все операции (выпиливание, сушка, четырехсторонняя строжка) обработки древесины.
Формула изобретения Установка для изгиба клепки деревянной
секции 1 очередную партию клепки 11. После проварки пуансон 8 и консоль 12 с опорной площадкой 13, служащей опорой и средством предотвращения провисания цепей, поднимают в исходное положение пневмокамерами 20. Одновременно из ванны б поднимают клепку 11 и цепи. Натяжение цепей транспортера 5 осуществляют посредством груза 18, при этом звездочки 16, натягивая цепи, перемещаются в обратном направлении
по направляющим 17. Включают транспортер и проваренную клепку 11 из секции 2 перемещают в секцию 3 на предварительный изгиб, а вновь уложенную клепку 11 перемещают из секции 1 в секцию 2 на проварку. Второй цикл повторяется в той же последовательности, при этом клепку 11 в секции 2 проваривают, а в секции 3 предварительно изгибают пуансоном 8 на величину сдвига 14. Это достигается путем установки пуансона 8 в секции 3 с большим зазором между ним и клепкой 11. После 2-3 мин. выдержки, во время которой в секции 1 укладывают очередную партию клепки 11, пуансон 8 и консоль 12 поднимают в исходное положение и цепной транспортер 5 перемещает клепку 11 из секции 1 в секцию 2 на
проварку, из секции 2 в секцию 3 на предварительный изгиб и из секции 3 в секцию 4 - на окончательный изгиб. Зазор между пуансоном 8 и клепкой 11 в секции 4 на 8-10 мм меньше зазора в секции 3.
Включают пресс и цикл повторяется,
т.е. клепку 11 укладывают на цепи секции 1, проваривают в секции 2, предварительно изгибают в секции 3 и производят окончательный изгиб в секции 4.
Таким образом, после четырех циклов работы установки окончательно изогнутая с
зафиксированным прогибом клепка 11 в сек- ции 4 выводится из пресс-формы 7 и посту-
зафиксированным прогибом клепка 11 в сек- ции 4 выводится из пресс-формы 7 и посту-
бочки, содержащая механизм набора клепки, цепной транспортер, пресс-форму, состоя- щую из пуансона, матрицы и механизма смыкания, отличающаяся тем, что, с целью
пает на сборку.
Регулировка уровня притопления в ванну 6 клепки 11 осуществляется с помощью резьбового крепления 21.
Проварка клепки 11 и ее последовательный двойной щадящий изгиб резко снижают лом, и в конечном итоге получают положительный эффект от экономии высококачественной, прошедшей все операции (выпиливание, сушка, четырехсторонняя строжка) обработки древесины.
Формула изобретения Установка для изгиба клепки деревянной
транспортер снабжен приспособлением дляварочной ванной и под консолью, причем
компенсации величины опускания цепейпоследняя жестко закреплена с пуансоном
при проварке клепки и расположен над про-и снабжена площадкой.
Секция 7Секция2 СекцияЗСекция
« +«;: К
Секция Секция2 , Секция3 Секция
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изгиба клепки деревянной бочки | 1988 |
|
SU1634498A1 |
| Поточная линия для сборки и сварки длинномерных изделий | 1979 |
|
SU872144A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Способ проварки конденсаторов постоянной емкости в парафине | 1937 |
|
SU50632A1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 1972 |
|
SU425789A1 |
| Установка для деформирования кольцевых отходов труб | 1984 |
|
SU1216022A1 |
| Установка для изгиба клепки деревянной бочки | 1973 |
|
SU458441A1 |
| УСТАНОВКА ДЛЯ ИЗГИБА КЛЕПКИ ДЕРЕВЯННОЙ БОЧКИ | 1971 |
|
SU298470A1 |
| Устройство для механического изготовления исходных листовых материалов для электролитического рафинирования металлов | 1977 |
|
SU1041022A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - придание древесине бо.тьшей эластичности и тем самым снижение лома клепки при изгибе. Установка включает цепной транспортер 5, проварочную ванну 6, пресс- форму 7, пуансон 8, консоль 12 и площадку. На цепи транспортера 5 укладывают клепку 11. Пресс-форма 7 с помощью консоли 12, закрепленной на торце пуансона 8 опускает клепку 11 в ванну 6 вместе с площадкой. Клепку 11 выдерживают 2-3 мин и поднимают в исходное положение пневмокамера- ми 20. Далее перемещают пленку на предварительный изгиб пуансоном 8 на в.еличину сдвига 14, а затем на окончательный изгиб. 9 ил. i (Л Приемная часть ч УстаноЗ/ а для изгиба клепки Секций 2 Л Секция 3Секция 18 16 to ОС СО 00 W гоп8 в сриг.1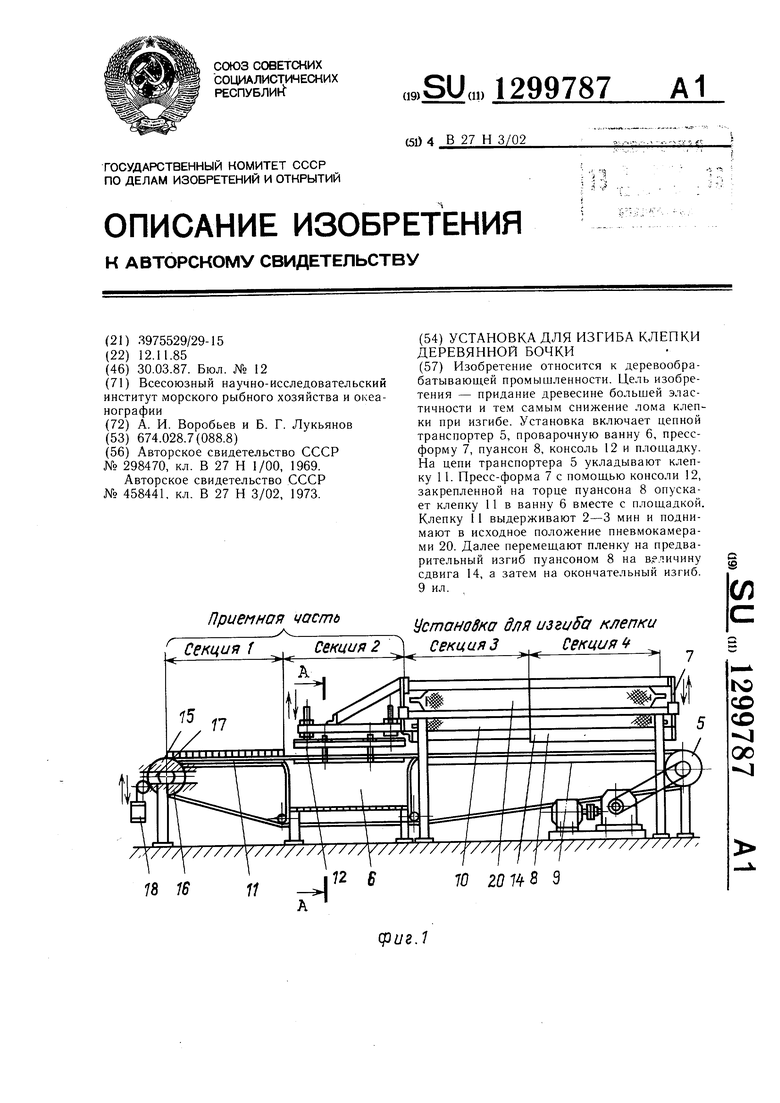
Секция 1Секция 2 , Секция 3Секция 4
//////////// //////////
fue.
Секция f Секция ZСекция J Секция 4
У7/77
Фиг. 5 Секция 1Секция 2 , Секция 3 Секция
Секция /Секция 2Секция 3
Секция 4
А-А
Ъ-В
//////////////77/7 Фиг. 8
Редактор Л. Повхан Заказ 814/13
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предпрнятие, г. Ужгород, ул. Проектная, 4
Фиг. 9
Составитель Л. Ткаченко Техред И. ВересКорректор А. Ильин
Тираж 463Подписное
| УСТАНОВКА ДЛЯ ИЗГИБА КЛЕПКИ ДЕРЕВЯННОЙ БОЧКИ | 0 |
|
SU298470A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Установка для изгиба клепки деревянной бочки | 1973 |
|
SU458441A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
