Мастоящсо изобретение относится к уиивсрсальным сварочным выпрямителям на полуироводниковых вентилях для электродуговой сварки, содержащим трехфазный понижакмлий трансформатор, в каждую фазу которого вк.,ючены обмотки переменного тока дросселя с нодмагпичиваиием.
Предлагаемый выирямитель отличается от известных тем, что указанные обмотки вынолнены из двух секций, включаемых носледовательно при ручной сварке, сварке под слоем ф,:1юеа и сварке неплавящнмся электродом в среде защитных газов для формирования крутонадающих внешних вольтамперныл характерисгик и нараллельно ири автоматической сварке плавящимся электродом в среде защитных газов для формирования жестких внешних характеристик.
Такое вынолнение выпрямителя обеспечивает возможность получения оптимальных характериетнк нри различнвтх уеловнях сварки.
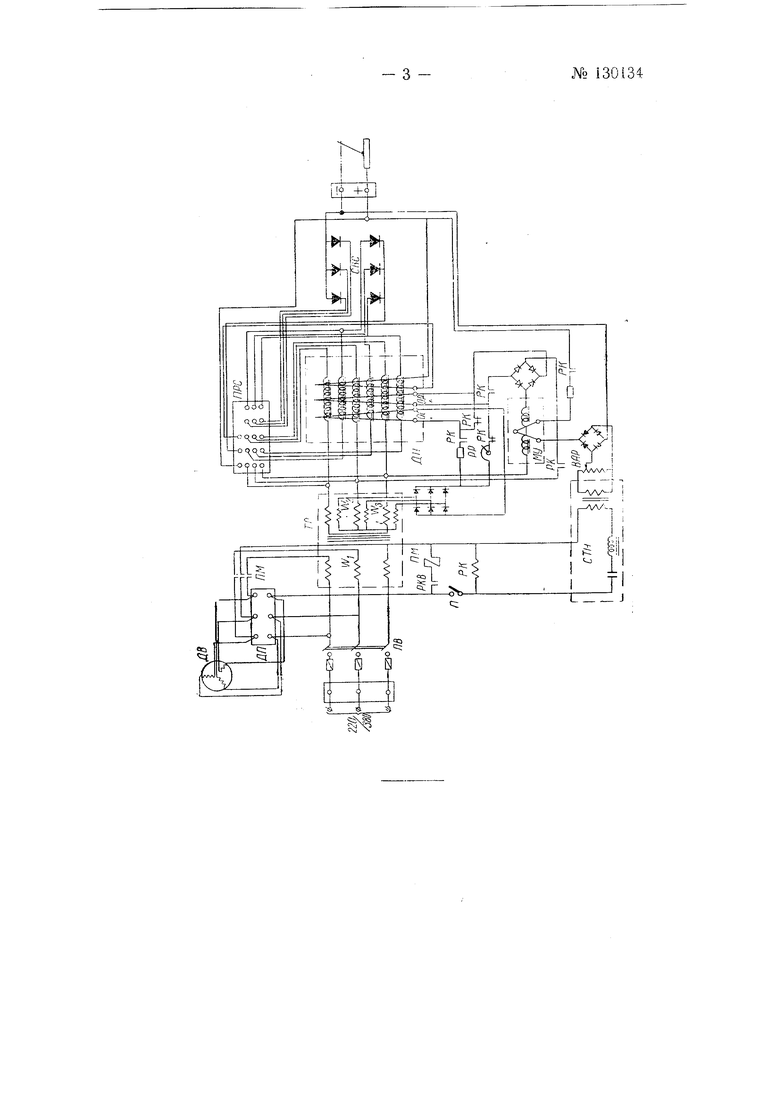
На чертеже изображена схема нредлагаемого вынрямителя.
Выирямнтель еодержит селеновый блок СВС, трехфазный понижаюН1ИЙ транеформатор ТР и дроееель Р1аеыидення ДН, включенный последовательно со сварочной цепью. Индуктивность дросселя наеыщения может изменяться с помон1ью магнитного еилителя МУ.
Трансформатор ТР имеет первичную обмотку ;. спловую вто))ичиую обмотку IPs и вспомогательную обмотку з. предназначенную для ннтания обмотки смеикния ОС дроеселя насыщения при сварке на жестких характеристиках и для питания регулирующей обмотки ОР дросселя ири сварке на крутоиадающих характеристиках. Взамен всномогатсльной обмотки FS может быть применен отдельиый веиомогательнын трансформатор.
Обмоткн переменного тока каждой фазы дросселя ДЯ при сварке на жестких вольтамперных виещиих характериетиках соединяются нараллельно но ехеме с внутренним самонодмагничиваиием (тииа амилистат). При этом указанные обмотки рассчитываются не на полное напря№ 130134- 2 женис холостого хода установки, а лишь на часть его, необходимую для обеенечения падения напряжения от напряжения холостого хода до заданного нижнего нредела рабочего нанряжения на выходе установки. В этом случае естественные внешние характеристики амплистата становятся пологонадаюш,нми, что облегчает формирование жестких внешних характеристик и улучшает стабильность сварки.
Прн сварке на крутопадаюших характеристика.х обмотки переменного тока каждой фазы включаются по схеме обычного дросселя насыщения с последовательным соединением рабочих обмоток каждой фазы. При этом вводится положительная обратная связь по току. Переключение установки со схемы с жесткими характеристиками на схему с крутопадающими характеристиками осуществляется переключателем рода сварки ПРО.
Для точной работы магнитного усилителя МУ питание его цепи управления осуществляется от стабилизатора напряжения СТН.
Для прннудител)Ной вентнляции силового вынрямительного блока и всех элементов установки предусмотрен вентилятор, приводимый во вращение асинхронным двигателем ДВ. Кроме того, в электрическую схему выпрямителя входят: пакетный выключатель ПВ, панель ДП переключения первичных обмоток силового трансформатора и обмоток статора двигателя ДВ со звезды на треугольник, трехфазный магнитный пускатель /7/VJ, реле контроля вентиляции РКВ, переключатель П для переключения с.хемы управления нри работе с падающими внешними характеристиками на работу с жесткими внеи1ними характеристиками, коммутационное реле РК, реостат РР для регулирования тока при работе на крутопадающих внещних характеристиках и варнантор ВАР для установки требуемого напряжения на дуге при работе на жестких внешних характеристиках.
Предмет изобретения
Универсальный сварочный выпрямитель на полупроводниковых вентилях для электродуговой сварки, содержащий трехфазный понижаюисйй трансформатор, в каждую фазу которого включены обмотки переменного тока дросселя с подмагничиванием, отличающийся тем, что указанная обмотка выполнена из двух секций, включаемых последовательно при ручной сварке, сварке под слоем флюса и сварке неплавящимся электродом в среде защитных газов для формирования крутопадающих внешних вольтамперных характеристик и параллельно при автоматической сварке плавящимся электродом в среде защитных газов для формирования жестких внешних характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1966 |
|
SU181212A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2188104C2 |
| Дроссель сварочный | 1980 |
|
SU893442A2 |
| Выпрямитель для механизированной сварки | 1988 |
|
SU1657312A1 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| Трехфазный трансформатор с увеличенным рассеянием | 1960 |
|
SU135990A1 |
| Источник типания для дуговой сварки | 1969 |
|
SU446163A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2069610C1 |
| Тиристорный сварочный выпрямитель | 1978 |
|
SU712211A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2005 |
|
RU2306212C2 |