(54) ДРОССЕЛЬ СВАРОЧНЫЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| Выпрямитель для механизированной сварки | 1988 |
|
SU1657312A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
I
Изобретение относится к электродуговой сварке на постоянном токе плавящимся электродом с периодическими короткими замыканиями дугового промежутка и может быть использовано главным образом, для механизированной сварки плавящимся электродом в защитных газах.
По основному авт. св. № 694308 известен дроссель сварочный, содержащий основную и вспомогательную обмотки, подключенные через диод параллельно сварочной дуге к электроду и изделию.
Он обеспечивает получение импульса тока в сварочной цепи при закорачивании дугового промежутка каплей расплавленного металла и протекании тока по вспомогательной обмотке в момент короткого замыкания. В этом случае несколько повышается частота коротких замыканий и перенос металла становится более мелкокапельным 1.
Однако при использовании такой схемы после разрыва жидкой перемычки между электродом и ванной и спадом тока короткого замыкания наблюдается резкий провал в кривой сварочного тока, который при сварке на малых токах приводит к снижению стабильности горения дуги. Особенно часто
снижение и нарушение стаильности горения дуги наблюдается при использовании тиристорных выпрямителей, где кривая осйовного тока имеет и без того пульсирующий характер.
Цель изобретения - повышение качества сварки путем улучшения стабильности процесса.
Поставленная цель достигается тем, что дроссель сварочный снабжен второй вспомогательной обмоткой и диодом, при этом один конец вспомогательной обмотки через
10 диод соединен с одним выводом сварочной цепи, а другой ее конец соединен с одним из концов первой вспомогательной обмотки и вторым выводом сварочной цепи.
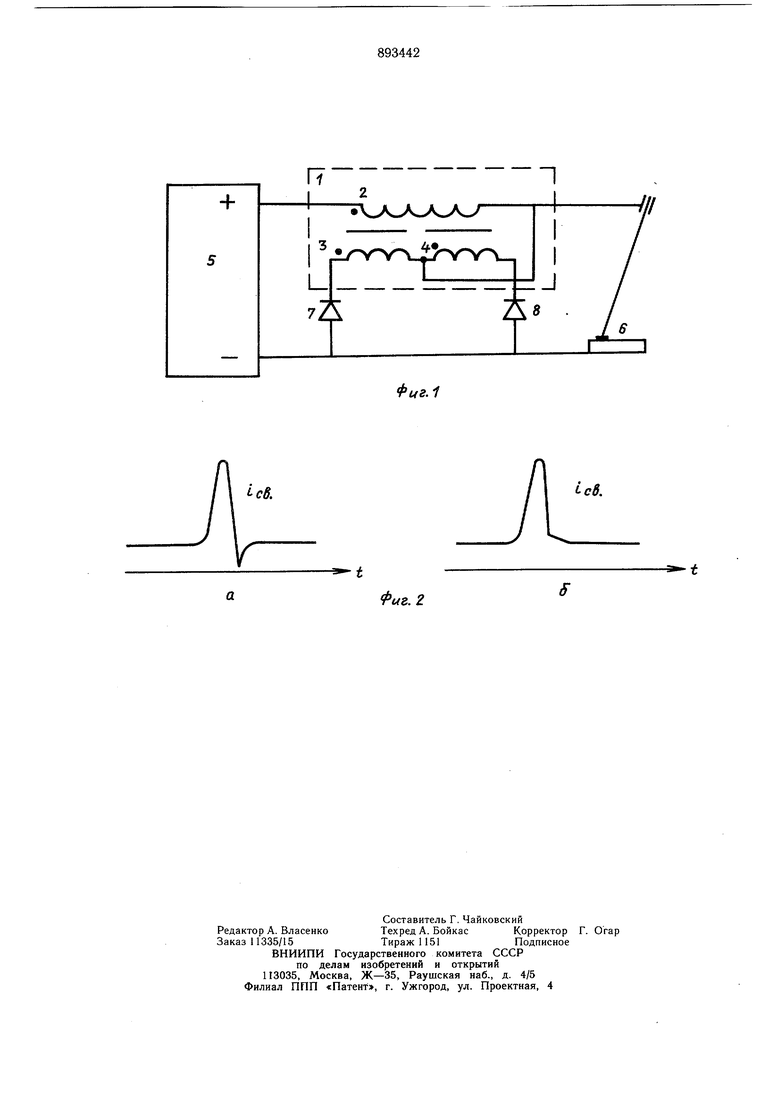
На фиг. Д приведена принципиальная схе15 ма дросселя сварочного; на фиг. 2 - сравнительные кривые сварочного тока при работе от известного (а) и предлагаемого (б) устройства.
На фиг. 1 сглаживающий дроссель 1 имеет индуктивно связанные основную 2 и 20 две последовательно соединенные вспомогательные 3 и 4 обмотки. Силовая обмотка дросселя включена в сварочную цепь между источником 5 питания и сварочной дугой 6.
Вспомогательные обмотки подключены каждая через свой диод 7 и 8 к изделию, а точки соединения обмоток к электроду.
Устройство работает следующим образом.
При коротком замыкании дугового промежутка (рассмотрение ведется относительно начала обмоток, приведенных на фиг. 1), и сварке на обратной полярности). Сварочный ток нарастает, в обмотках 3 и 4 наводится ЭДС (плюс в начале каждой обмотки). Диод 7 закрыт, диод 8 открывается и обмотка 4 обеспечивает импульс тока в момент начала короткого замыкания.
При отрыве капли начинается спадение сварочного тока, ЭДС в обмотках 3 и 4 меняет знак. Диод 8 закрывается. Дополнительный диод 7 открывается и ток, текущий по второй дополнительной обмотке и диоду 7, обеспечивает быстрый разряд энергии, накопленной в дросселе. При этом энергия дросселя импульсом разряжается через сварочную дугу, ликвидируя резкий провал тока после короткого замыкания, обеспечивая стабильное горение дуги без обрывов, особенно на малых токах.
Введение второй дополнительной обмотки улучшает автоматическое изменение индуктивности при изменении сварочного режима, особенно у тиристорных сварочных выпрямителей.
При работе тиристорного выпрямителя (во время горения дуги) на силовой обмотке дросселя, включенного последовательно в сварочную цепь, выделяется переменная составляющая напряжения с частотой f 50 К (где К - число фаз выпрямителя;, при шестифазной схеме выпрямителя f 300 Гц).
Величина напряжения зависит от угла открытия тиристоров и возрастает при сварке на малых режимах. Указанное напряжение индуктируется в обеих дополнительных обмотках и выпрямляется однофазной двухполупериодной схемой, образованной обеими обмотками и диодами. В случае одной вспомогательной обмотки имеет место только однополупериодное выпрямление с разрывом в кривой тока.
Выпрямленный ток протекает по вспомогательным обмоткам, замыкаясь через дугу, изменяя при этом индуктивность дросселя при сварке. Величина тока и индуктивности зависит от режима работы выпрямителя. На малых токах в обмотках наводится большая ЭДС, встречное напряжение на дуге невелико, ток, непрерывно протекающий при горении дуги, больше. Дроссель имеет пониженную индуктивность. На больших режимах работы угол открытия тиристоров увеличивается, величина пульсации и наводимая ЭДС падает, увеличивается и запирающее рабочее дуговое напряжение - ток намагничивания отсутствует.
Дроссель имеет полную индуктивность. Подобное явление имеет место и у обычных выпрямителей, но величина индуктивности дросселя диктуется в этом случае, главным образом, величиной сварочного напряжения. Таким образом, появляется дополнительная возможность разработки выпрямителей с одной ступенью индуктивности в сварочной цепи.
При работе по схеме известного устройства данный эффект невелик,, Предлагаемое устройство позволяет улучшить стабильность горения дуги, снизить минимальный сварочный ток при заданном диаметре электрода, увеличить число коротких замыканий, облегчить положение вертикальных и потолочных швов, а также выполнять дроссель сварочных выпрямителей с одной ступенью индуктивности в сварочной цепи.
Произведено испытание предлагаемого устройства. В качестве источника питания постоянного тока был испльзован универсальный тиристорный выпрямитель с напряжением холостого хода 70 В с одним диапазоном регулирования и сглаживающим дросселем, имеющим одну ступень индуктивности порядка 550 мкГн. Вспомогательные обмотки дросселя включены через диоды согласно фиг. 1.
Испытания дали положительные результаты при сварке в углекислом газе.
Устойчивый процесс удалось получить на режимах: диаметр проволоки 1,0 мм, сварочный ток 35-40 А; диаметр проволоки 1,2 мм, сварочный ток 45-50 А.
Формула изобретения
Дроссель сварочный по авт. св. № 694308, отличающийся тем, что, с целью повышения качества сварки путем улучшения стабильности процесса, он снабжен второй вспомогательной обмоткой и диодом, при этом один конец вспомогательной обмотки через диод соединен с одним выводом сварочной цепи, а другой ее конец соединен с одним из концов первой вспомогательной обмотки и вторым выводом сварочной цепи. Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 694308, кл. В 23 К 9/00, 19.06.78.
(ев.
