Изобретение относится к станкостроению и предназначено для использования в станках при сверлении отверстий малого диаметра в труднообрабатываемых материалах.5
Цель изобретения - повьппение производительности путем обеспечения возможности оптимизации режимов резания и контроля наличия сверла.
На чертеже изображена блок-схема JO предлагаемого устройства.
Станок, на котором реализуется устройство, состоит из шпинделя 1 и двигателя 2 вращения шпинделя. Со
сверла в деталь на рабочей подаче может быть четыре режима работы муфты. Т. Муфта работает с проскальзыванием, так как реактивное осевое усилие на сверле превышает предельное осевое усилие сверла, заданное пружиной через муфту. С датчиков 7 и 9 на двоичные счетчики 11 и 12 блока формирования сигнала состояния муфты поступает разное количество импульсов (с датчика 7 - меньше). В сумматоре 13 из показаний счетчика 12 вычитаются показания счетчика 11. Если из блока 14 в блок 15 сравнения поступа25
шпинделем жестко связана гайка ходово- 5 ет сигнал, больший чем О, то в фор- го винта 3. Ходовой винт и электро- мирователе 17 сигнала управления ло- двигатель 4 подачи (например, шаговый двигатель) соединены муфтой 5 предельного осевого усилия. Предельное осевое усилие на сверле задается пружи- 20 ной 6 в зависимости от прочности сверла (прочность зависит от диаметра и ма- .териала сверла). Сжимать пружину 6 можно в автоматическом режиме (например, шаговым двигателем). Импульсный датчик 7 кинематически связан с полумуфтой 8, а датчик 9 - с полумуфтой 10 (например, зубчатой передачей) . Электрически датчики подсоединены к двоичным счетчикам 11 и 12, выходы которых соединены с сумматором 13. Счетчики 11 и 12 и сумматор 13 образуют блок 14 формирования сигнала состояния муфты. Выход блока 14 подсоединен к блоку 15 сравнения, соединенному с логическим блоком 16, состоящим из формирователя 17 сигнала управления с подсоединенными к нему двоичным счетчиком-накопителем 18 и реверсивным двоичным счетчиком 19. случае с датчиков 7 и 9 в блок 14 Выходной блок 20, управляющий электро- формирования сигнала поступает одина- двигателем подачи, подсоединен к выгического блока 16 рассчитывается режим уменьшения числа оборотов двигателя подачи на 5%. (Уменьшение или увеличение оборотов двигателя подачи на 5% является тем минимальным изменением подачи, которое вызывает изменение состояния муфты: если полумуфты проскальзывают, то уменьшение оборотов на 5% переводит муфту в режим проскальзывания). Параметры режима из блока 16 передаются в выходной блок 20, управляющий электродвигателем подачи. В блоке 20 формируется управ30 ляющий сигнсШ на пятипроцентное снижение числа оборотов двигателя подачи, т.е. на уменьшение скорости подачи сверла. Снижением скорости подачи сверла уменьшается толщина стружки,
35 т.е. снижается реактивное осевое усилие на сверле. Если величина предельного осевого усилия на сверле оказывается большей реактивного, то- муфта рабе гает без проскальзывания. В этом
ковое количество импульсов за оборот датчиков. Блоком 14 выдается нулевая разность показаний датчиков в блок
рду блока 16.
Блоки 14-16 и 20 образуют блок 21 управления, выход которого подсоединен к электродвигателю 4 подачи.
Станок работает следующим образом Сжатием полумуфт 8 и 10 пружиной 6 задается предельное оцевое усилие на муфту, которое Пересчитывается с учетом параметров муфты и винта с гайкой в предельное осевое усилие на сверле. Включается электродвигатель 2 вращения инструмента. Включается электродвигатель 4 на ускоренную подачу, и сверло быстро подводится к поверхности детали. При врезании
сверла в деталь на рабочей подаче может быть четыре режима работы муфты. Т. Муфта работает с проскальзыванием, так как реактивное осевое усилие на сверле превышает предельное осевое усилие сверла, заданное пружиной через муфту. С датчиков 7 и 9 на двоичные счетчики 11 и 12 блока формирования сигнала состояния муфты поступает разное количество импульсов (с датчика 7 - меньше). В сумматоре 13 из показаний счетчика 12 вычитаются показания счетчика 11. Если из блока 14 в блок 15 сравнения поступа
ет сигнал, больший чем О, то в фор- мирователе 17 сигнала управления ло- случае с датчиков 7 и 9 в блок 14 формирования сигнала поступает одина-
гического блока 16 рассчитывается режим уменьшения числа оборотов двигателя подачи на 5%. (Уменьшение или увеличение оборотов двигателя подачи на 5% является тем минимальным изменением подачи, которое вызывает изменение состояния муфты: если полумуфты проскальзывают, то уменьшение оборотов на 5% переводит муфту в режим проскальзывания). Параметры режима из блока 16 передаются в выходной блок 20, управляющий электродвигателем подачи. В блоке 20 формируется управляющий сигнсШ на пятипроцентное снижение числа оборотов двигателя подачи, т.е. на уменьшение скорости подачи сверла. Снижением скорости подачи сверла уменьшается толщина стружки,
т.е. снижается реактивное осевое усилие на сверле. Если величина предельного осевого усилия на сверле оказывается большей реактивного, то- муфта рабе гает без проскальзывания. В этом
т сигнал, больший чем О, то в фор- ирователе 17 сигнала управления ло- случае с датчиков 7 и 9 в блок 14 формирования сигнала поступает одина-
ковое количество импульсов за оборот датчиков. Блоком 14 выдается нулевая разность показаний датчиков в блок
15 сравнения. Сравнение в блоке 15 нулевой разности с нулем дает сигнал логическому блоку 16 на расчет режима увеличения числа оборотов двигателя подачи на 5%. Параметры режима из
блока 16 передаются в блок 20, в котором формируется управляющий сигнал на пятипроцентное увеличение числа оборотов двигателя подачи, т.е. увеличение скорости подачи сверла и, соответственно, увеличение реактивного
осевого усилия на сверле.
..1
Далее если муфта предельного осевого усилия начинает работать в режи-,
ме проскальзывания, блок 21 управления на основе показаний датчиков 7 и 9 выдает команду на снижение числа оборотов двигателя подачи, проскальзывание муфты прекращается, блок 21 выдает команду на увеличение числа оборотов двигателя подачи, т.е. блок 21 на основе анализа (с помощью датчиков 7 и 9) работы муфты выбирает оптимальную скорость подачи сверла в зависимости от состояния режущих кромок.
По мере затупления режущих кромок сверла блок 21 управления снижает число оборотов двигателя подачи порциями по 5% в общем на 20% - минимальная экономически допустимая величина снижения расчетного числа оборотов электродвигателя подачи. При достижении двадцатипроцентного снижения числа оборотов двигателя подачи уровень двоичного счетчика-накопителя 18 достигает единицы, а реверсивного двоичного счетчика 19 - четырех, формирователь 17 сигнала управления вьщает команду выходному блоку 20, управляющему электродвигателем подачи, на останов электродвигателя 4 и выдает сигнал на смену затупленного инструмента (осуществление функций предохранения сверла от поломки и оптимизации режимов резания).
II.Муфта работает без проскальзывания, так как реактивное осевое усилие на сверле не превышает предельное осевое усилие сверла, заданнбе пружиной.
С датчиков 7 и 9 в блок 21 управления поступает одинаковое количество импульсов за оборот. В этом случае блок 21 вьщает сигнал на увеличение числа оборотов электродвигателя 4 на 5%. Далее работа блок-схемы аналогична работе по режиму I.
III.В случае поломки сверла или
отсутствия сверла в шпинделе муфта предельного осевого усилия вращается без проскальзывания (процесс резания отсутствует), датчики 7 и 9 выдают
в блок адаптации одинаковое количест-5оответствующих импульсных датчиков, и во импульсов. Блок управления увели-сумматор, входы которого связаны с чивает число оборотов электродвигате-выходами двоичных счетчиков, а выход- ля порциями по 5%. При достижениис входом блока сравнения, а логичес- двадцатипроцентного увеличения оборо-кий блок содержит формирователь сиг- тов (состояние счетчиков 18,и 19 дос-55нала управления и связанные с его тигает четырех) блок управления даетвходами двоичный счетчик-накопитель команду на останов электродвигателяи реверсивный двоичный счетчик, при- 4 с одновременной выдачей сигнала обчем выход формирователя сигнала управотсутствий сверла.
O
.
05 0
1У. В случае выкрашивания режущих кромок сверла (подача отсутствует) муфта предельного осевого усилия работает с проскальзыванием. В этом случае датчики 7 и 9 выдают различное количество импульсов в блок управления. Блок 21 уменьшает число оборотов электродвигателя порциями по 5%. При достижении двадцатипроцентного уменьшения числа оборотов блок управления выдает сигнал об остановке электродвигателя 4 с одновременной выдачей сигнала о неисправности сверла.
Применение устройства для контролй состояния инструмента, обеспечивающего оптимизацию режимов резания и контроль наличия инструмента в шпинделе, при сверлении отверстий малого диаметра в труднообрабатываемых материалах позволяет вести обработку в автоматическом режиме, что приводит к резкому снижению трудоемкости, уменьшению брака деталей по причине поломки сверл и увеличению ресурса сверл. I
Формула изобретения
Устройство для контроля состояния инструмента, содержащее муфту предельного осевого усилия, установленную в кинематической цепи подач металлорежущего станка с возможностью проскальзывания полумуфт относительно друг друга при перегрузках и блок управления двигателя подачи, отличающееся тем, что, с целью повышения производительности, оно снабжено двумя импульсными датчиками, связанными с соответствующими полумуфтами, а блок управления выполнен в виде соединенных последовательно блока формирования сигнала состояния муфты, блока сравнения, логического блока и выходного блока, при этом блок формирования сигнала состояния муфты содержит два двоичных счетчика, входы которых связаны с выходами соления соединен с выходным блоком.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗАПОРНОЙ АРМАТУРЫ | 2006 |
|
RU2314450C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ЗАПОРНОЙ АРМАТУРЫ | 2005 |
|
RU2290745C1 |
| ЭЛЕКТРОПРИВОД | 2003 |
|
RU2285182C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И УПРАВЛЕНИЯ ПРИВОДОМ ГОРНОЙ МАШИНЫ | 1992 |
|
RU2087710C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКОСКОРОСТНЫМ МОТОР-ШПИНДЕЛЕМ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2012 |
|
RU2509627C1 |
| Устройство для поверки спидометров | 1987 |
|
SU1569733A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО КОЭФФИЦИЕНТА СЦЕПЛЕНИЯ КОЛЕСА С ДОРОЖНЫМ ПОКРЫТИЕМ | 2007 |
|
RU2351705C1 |
| Система управления автоматической трансмиссией транспортного средства | 1989 |
|
SU1731661A1 |
| Расточная головка с автоматическим управлением размером обработки | 1987 |
|
SU1657281A1 |
| Устройство для контроля качества навивки спирали для тел накала источников света | 1990 |
|
SU1830557A1 |
Изобретение относится к области станкостроения и предназначено для использования в станках при сверлении отверстий малого диаметра в труднообрабатываемых материалах. Целью изобретения является повьшение производительности. Устройство снабжено муфтой, установленной с возможностью проскальзывания ее полумуфт при перегрузках. На полумуфтах установлены импульсные датчики 7 и 9, связанные с электродвигателем подачи через блок управления 21, который содержит последовательно включенные блоки формирования сигнала состояния муфты 14, блок сравнения 15, логический блок 16 и выходной блок 20. 1 ил. t6 . 00 о со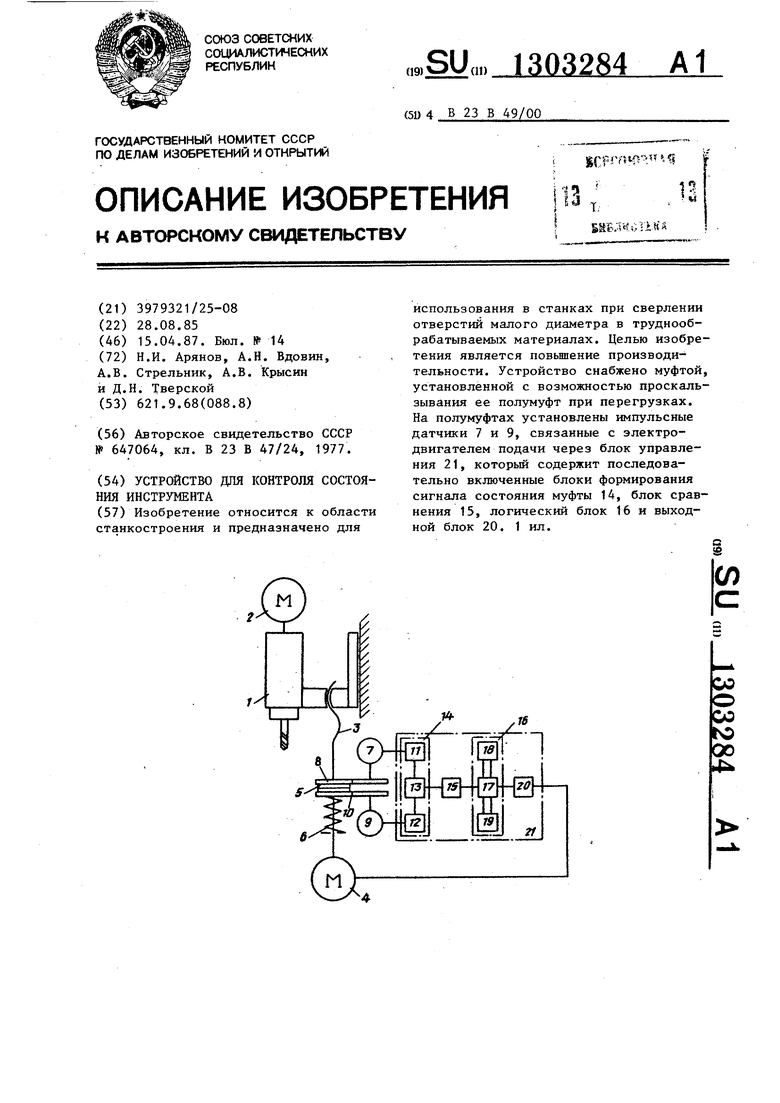
| Устройство для защиты инструмента при глубоком сверлении | 1975 |
|
SU647064A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
