Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электродам-инструментам для электрохимической обработки.
Цель изобретения - повьппение стойкости электрода-инструмента путем исключения вибрации рабочих элементов при протекании электролита через зону обработки.
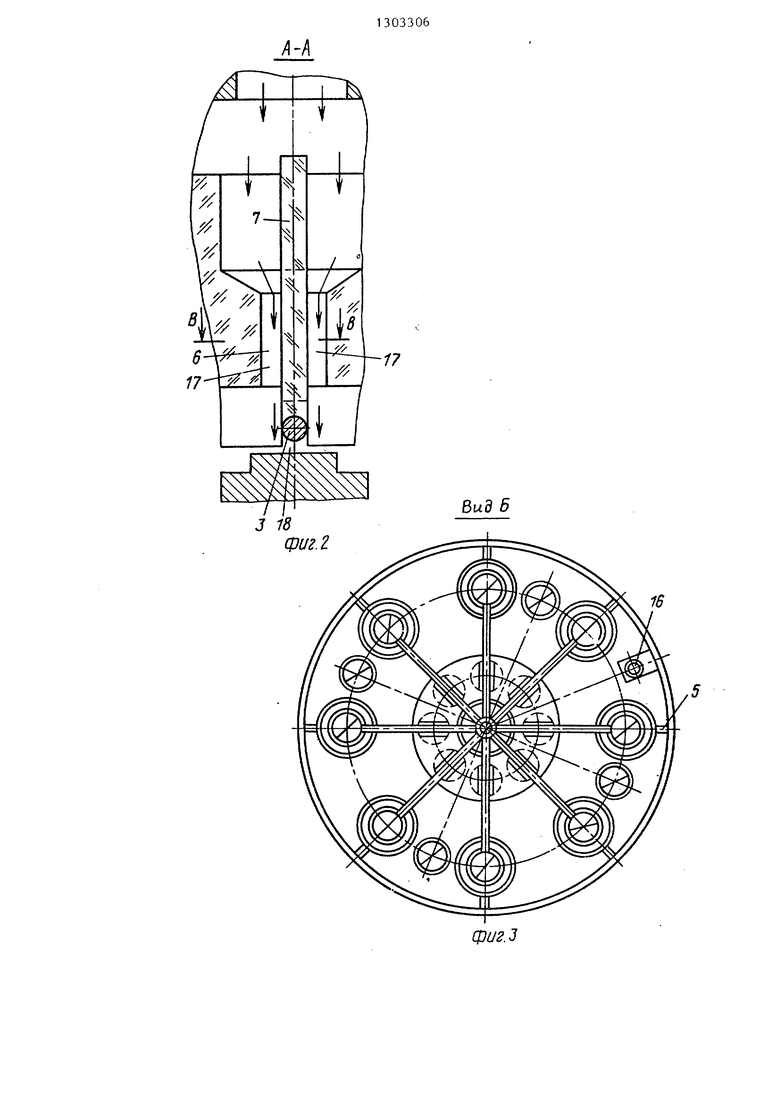
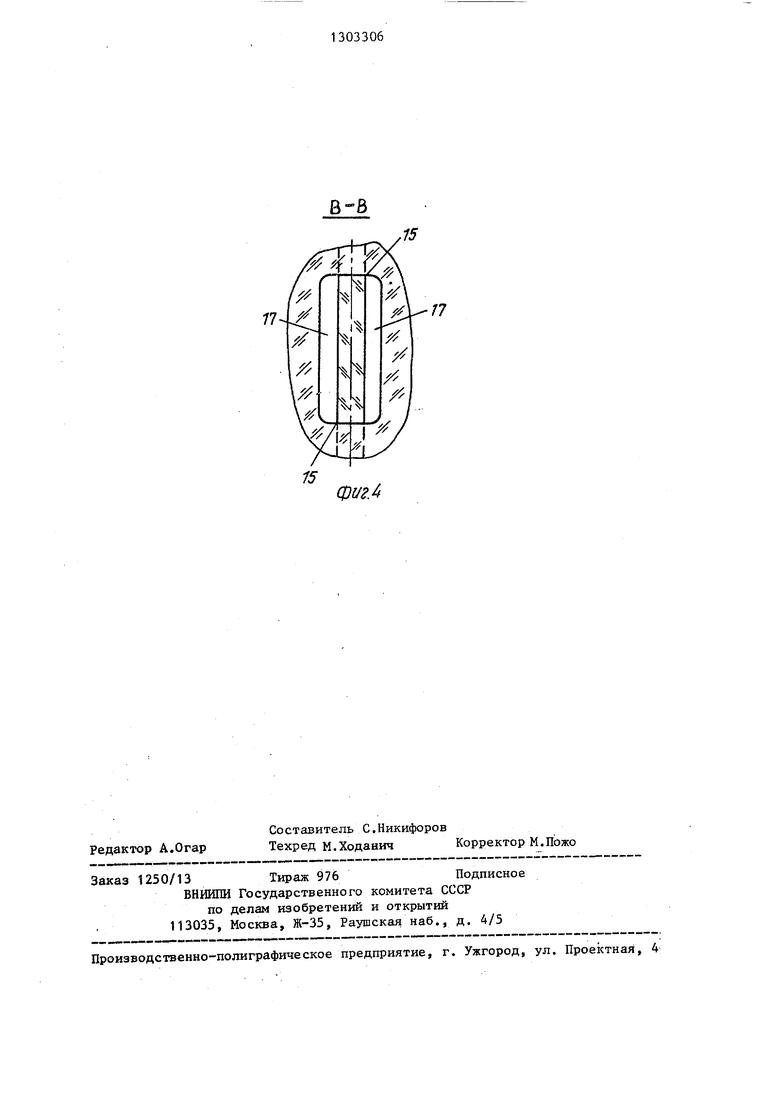
На фиг.1 представлен электрод-инструмент, общий вид на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.2.
Электрод-инструмент имеет корпус 1, соединенный винтами с державкой 2, рабочие элементы 3, вставку 4 из изолирующего материала с пазами 5, предназначенными для фиксации рабочих элементов 3, и пазами 6 для .установки изолирующих опор 7, узел крепления рабочих элементов, который содержит установленные в корпусе 1 одну центральную коническую втулку 8 и по ко- личеству рабочих элементов периферийные конические втулки 9 с коническими тягами 10 и 11. Между конусами втулок и тяг закреплены концы рабочих элементов 3. Для крепления тяг предназначены гайки 12 и 13.
Изолирующие опоры 7 установлены над рабочими элементами 3 в зоне обработки и выполнены в виде Т-образных пластин, толщина которых равна диаметру рабочих элементов 3, а высота такова, что при упоре верхней части в дно пазов 14 нижняя часть соприкасается с рабочим элементом 3. Пазы 6 во вставке 4 выполнены по длине размером, соответствующим размеру изолирующих опор 7, и своими боковыми сторонами 15 ограничивают перемещение опоры 7 в пазу 6 в прбдольном направ10
15
20
25
30
35
40
обозначен стрелками. Через зазоры 17, образованные боковыми поверхностями изолирующих опор 7 и пазов 6, электролит поступает в межэлектродный зазор 18. При этом изолирующие опоры 7 под действием струи электролита прижимаются торцами к рабочим элементам 3. Непосредственного силового воздействия на рабочие элементы сверху электролит не оказывает, так как рабочие элементы находятся под изолирующими опорами. Колебаний рабочих элементов от бокового воздействия потока также не возникают вследствие равномерности поступления электролита с обеих сторон рабочего элемента через одинаковые зазоры 17. В результате исключается вибрация рабочих элементов.
Устранение вибрации рабочих элементов, ведущей к коротким замыканиям, увеличивает стойкость электрода- инструмента. Изоляция пространства над рабочими элементами и их тыльной стороны исключает искажение профиля обрабатываемых пазов.
Электрод-инструмент предназначен для обработки торцовых пазов шириной 0,2-1,;0 мм на глубину 0,5-8,0 мм. При этом торец детали должен выступать относительно других поверхностей на величину, большую глубины изготавливаемых в нем пазов.
Формула изобретения
Электрод-инструмент для электрохимической обработки пазов, содержащий корпус с державкой,- имеющей отверстия для подачи электролита, рабочие элементы в виде проволок-перемычек с узлами их крепления и диэлектрическую вставку с пазами для фик- сации рабочих элементов, о т л и - чающийся тем, что, с целью
лении. В поперечном направлении пере- повышения стойкости электрода-инстру- мещеН Ие опор 7 ограничено стенкамимента, вставка выполнена с прямопазов 14, ширина которых соответствует толщине изолирующих опор. Для ориугольными отверстиями для подачи электролита, число которых равно числу рабочих элементов, и пазами на внутентации взаимного положения пазов 5
угольными отверстиями для подачи электролита, число которых равно числу рабочих элементов, и пазами на внути 6 и конических втулок 9 предусмот- ренней части, причем в отверстиях реи фиксатор 16, Рабочие элементы 3установлены опоры, выполненные из дивиде
могут быть выполнены в виде проволоки или ленты.
Электрод-инструмент работает следующим образом.
Электролит подается через отверстия в державке 2 в пространство над вставкой 4. Путь движения электролита
55
электрического материала в виде Т- образных пластин толщиной, равной диаметру рабочего элемента, при этом высота части пластин, находящейся в отверстиях, равна расстоянию, от пазов на внутренней части вставки до рабочих элементов.
5
0
5
0
5
0
обозначен стрелками. Через зазоры 17, образованные боковыми поверхностями изолирующих опор 7 и пазов 6, электролит поступает в межэлектродный зазор 18. При этом изолирующие опоры 7 под действием струи электролита прижимаются торцами к рабочим элементам 3. Непосредственного силового воздействия на рабочие элементы сверху электролит не оказывает, так как рабочие элементы находятся под изолирующими опорами. Колебаний рабочих элементов от бокового воздействия потока также не возникают вследствие равномерности поступления электролита с обеих сторон рабочего элемента через одинаковые зазоры 17. В результате исключается вибрация рабочих элементов.
Устранение вибрации рабочих элементов, ведущей к коротким замыканиям, увеличивает стойкость электрода- инструмента. Изоляция пространства над рабочими элементами и их тыльной стороны исключает искажение профиля обрабатываемых пазов.
Электрод-инструмент предназначен для обработки торцовых пазов шириной 0,2-1,;0 мм на глубину 0,5-8,0 мм. При этом торец детали должен выступать относительно других поверхностей на величину, большую глубины изготавливаемых в нем пазов.
Формула изобретения
Электрод-инструмент для электрохимической обработки пазов, содержащий корпус с державкой,- имеющей отверстия для подачи электролита, рабочие элементы в виде проволок-перемычек с узлами их крепления и диэлектрическую вставку с пазами для фик- сации рабочих элементов, о т л и - чающийся тем, что, с целью
повышения стойкости электрода-инстру- мента, вставка выполнена с прямоугольными отверстиями для подачи электролита, число которых равно числу рабочих элементов, и пазами на внутренней части, причем в отверстиях установлены опоры, выполненные из дивиде
55
электрического материала в виде Т- образных пластин толщиной, равной диаметру рабочего элемента, при этом высота части пластин, находящейся в отверстиях, равна расстоянию, от пазов на внутренней части вставки до рабочих элементов.
16
фиг.З
77ф1/гЛ
15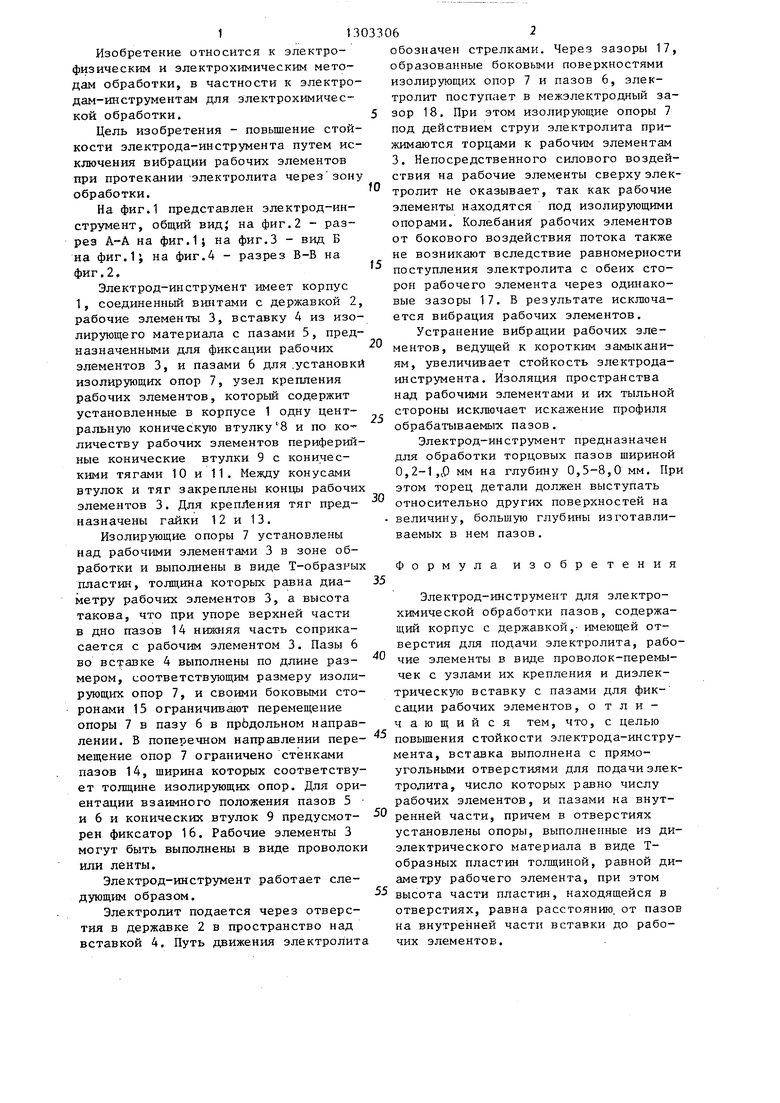
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Электрод-инструмент | 1988 |
|
SU1579671A1 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |
| Электрод-инструмент | 1972 |
|
SU505551A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1973 |
|
SU385706A1 |
| Электрод-инструмент для электрохимической обработки | 1988 |
|
SU1535685A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Электрод-инструмент для размернойэлЕКТРОХиМичЕСКОй ОбРАбОТКи | 1979 |
|
SU848240A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
Изобретение позволяет повысить стойкость электрода-инструмента за счет устранения вибрации рабочих элементов и устранения непосредственного воздействия струи электролита на тыльную сторону рабочих элементов. При подаче электролита через отверстия в держателе 2 в пространство над вставкой 4 он поступает через пазы, образованные боковой поверхностью.изолирующих опор и отверстий,, в межэлектродный зазор 18. При этом изолирующие опоры струей электролита прижимаются торцом к рабочим элементам 3, но от дальнейшего перемещения ограничены вставкой 4. 4 ил. 9 11 фа./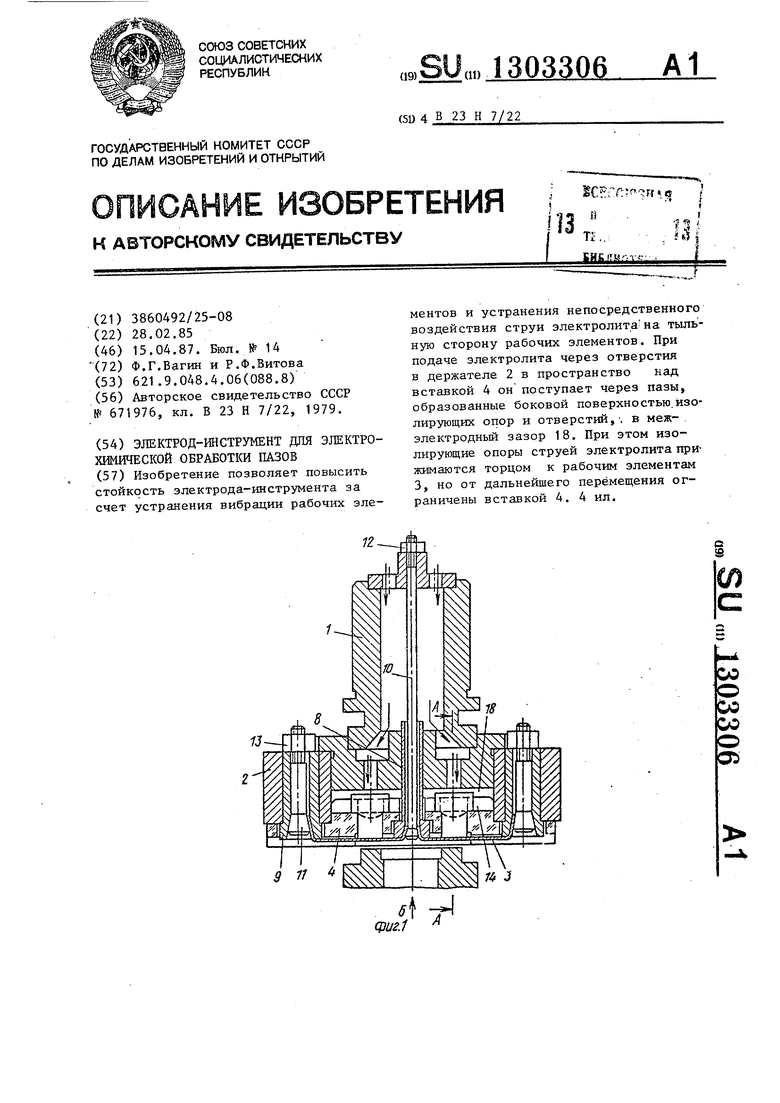
Редактор А.Огар
Составитель С.Никифоров
Техред м.ХоданичКорректор М.Пожо
Заказ 1250/13Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Электрод-инструмент | 1977 |
|
SU671976A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
