БЛАСТЬ ТЕХНИКИ
Изобретение относится к области размерной электрохимической обработки и может быть использовано, например, при финишной обработке профиля двигательной лопатки, полученной после литья или аддитивными технологиями из жаропрочных сталей, титана или порошковых токопроводящих сплавов, полученных аддитивными технологиями.
УРОВЕНЬ ТЕХНИКИ
Известен способ электрохимической обработки поверхности металла в проточном электролите с использованием перемещаемого относительно обрабатываемой поверхности электрода-инструмента, состоящего из элементарных нитевидных электродов (SU 1035902 А, опубл. 15.05.1986), при котором с целью повышения качества обработки, снижения расхода электролита и улучшения санитарно-гигиенических условий труда процесс ведут при плотностях тока 2-8 А/см2, скорости перемещения электрода-инструмента 1-40 см/мин, давлении прижима электродом-инструментом 0,05-1 кг/см2, нитевидные электроды которого выполнены из углеродного волокнистого материала с удельным электросопротивлением 0,01-0,25 Ом⋅м.
Недостатком данного способа является то, что, во-первых, высокое удельное сопротивление материала электрода-инструмента вызовет значительное омическое падение напряжения с соответствующим изменением плотности тока по длине обрабатываемой поверхности; во-вторых, весьма проблематично изготовить такого рода электрод с малым диаметром, использование малых плотностей тока неприемлемо для целого ряда материалов, т.к. способно вызвать пассивацию и не обеспечивает требуемого качества поверхности и производительности.
Известен также способ электрохимической обработки (US 4213834, опубл. 22.07.1980), при котором процесс осуществляют на импульсном токе с вибрацией электрода-инструмента. При этом подачу импульсов тока осуществляют преимущественно в фазе наибольшего сближения электродов, а подачу электрода-инструмента регулируют путем сравнения с уставкой абсолютной величины второй производной электрического сопротивления межэлектродного промежутка.
Недостатком данного способа является то, что он использует вибрационный механизм, требующий большой жесткости конструкции и не рассматривает такие важнейшие параметры обработки цилиндрическим электродом-инструментом, как частота вращения электрода-инструмента. Указанный способ не позволяет контролировать и управлять кавитационными процессами и изменением газонаполнения электролита.
Наиболее близким по технической сущности и достигаемому результату к заявляемому способу является способ электрохимической обработки вращающимся стержневым непрофилированным электродом-инструментом, вдоль наружной поверхности которого движется непрерывный поток электролита (SU 327752, опубл. 05.07.1976), при котором с целью повышения производительности и точности обработки поток электролита принудительно формируют с помощью насадки - сопла в высокоскоростную струю, соосную электроду. По данному способу скорость движения струи электролита выбирают в зависимости от обрабатываемой толщины изделия, но не менее 5 м/с, также для управления технологическими показателями и изменения ширины реза изменяют, диаметр струи, скорость перемещения электрода и напряжение на межэлектродном промежутке.
Недостатком данного способа является то, что, во-первых, направленный соосно электроду поток электролита через дополнительное сопло не может равномерно распределить электролит в межэлектродном зазоре, перемешивая свежий электролит со шламом, не вымывая его, во-вторых, по длине струи неминуемо возникнут градиенты температуры и газонаполнения электролита, снижающие технологические показатели обработки в целом
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей, на решение которой направлено заявляемое изобретение, является возможность создания 3-мерной детали по компьютерной модели за счет последовательного растворения припуска материала заготовки с высокой точностью и финишной чистотой поверхности. Для обеспечения точности обработки поверхности заготовки малыми технологическими токами необходимо
- эффективно вымывать шлам из зоны обработки, воздействовать на обрабатываемый участок импульсным технологическим током в момент минимального зазора между обрабатываемым материалом и рабочей поверхностью электрода инструмента;
- обеспечить высокую цикличность, чтобы поверхность не пассивировалась в момент подачи технологического тока;
- обеспечить условие отсутствия износа и продолжительность службы электрода-инструмента;
- создать повторяемые технологические условия (постоянный размер межэлектродного промежутка, давление электролита, объем растворяемого материала заготовки и прочее) в цикле подачи технологического тока.
Техническим результатом, достигаемым с помощью заявленного изобретения, является повышение точности 3-мерной финишной обработки по всей поверхности детали.
Технический результат достигается тем, что способ размерной электрохимической обработки заготовок в проточном электролите электродом-инструментом в импульсно-циклическом режиме характеризуется тем, что обработку осуществляют стержневым электродом-инструментом, содержащим цилиндрическую державку с центральным каналом для подвода электролита, переходящую в рабочую часть электрода-инструмента, при этом рабочая часть выполнена с эксцентриситетом относительно продольной оси державки, а на поверхности рабочей части электрода-инструмента со стороны максимального эксцентриситета рабочей поверхности от продольной оси державки выполнен продольный боковой паз для прокачки электролита, причем продольный боковой паз сообщается с центральным каналом для подвода электролита, электроду-инструменту задают вращательное движение относительно его продольной оси и осуществляют подачу относительно детали, перемещают по заданным координатам криволинейной поверхности детали и подают на электрод-инструмент импульсы технологического тока с заданной длительностью и частотой в момент минимального зазора между поверхностью рабочей части электрода-инструмента и поверхностью детали по направлению движения электрода-инструмента, промывают продукты растворения в момент увеличения межэлектродного промежутка перпендикулярно вектору движения электрода-инструмента по криволинейной траектории, при этом частота импульсов технологического тока кратна частоте вращательного движения электрода-инструмента, а подачу технологического тока синхронизируют с направлением вектора перемещения рабочей части электрода-инструмента.
Кроме того, технологический ток включают в момент расположения продольного бокового паза для прокачки электролита, направленного в сторону вектора перемещения рабочей части электрода-инструмента, не ранее чем за 90 градусов до совмещения с вектором направления движения электрода-инструмента и выключают не позже чем за 90 градусов от момента минимальной величины межэлектродного промежутка.
Кроме того, в предпочтительном варианте выполнения рабочая часть электрода-инструмента имеет цилиндрическую или полусферическую форму.
За счет полого отверстия для прокачки электролита, направленного вдоль оси симметрии электрода, достигается локальное обновление электролита непосредственно в зоне растворения материала заготовки, а не хаотично по всей поверхности.
За счет выполнения поверхности рабочей части электрода-инструмента с эксцентриситетом при вращении электрода достигается максимальная прокачка обновленного электролита из полого отверстия, сопровождающаяся центробежными силами.
За счет последовательного съема материала - главным образом - постоянного объема, определяющегося припуском или заглублением по оси Z поверхности рабочей части электрода-инструмента, повышается чистота обработки поверхности заготовки.
За счет синхронизации подачи импульса технологического тока в момент одного оборота по направлению вектора движения электрода инструмента в момент достижения минимального межэлектродного промежутка не растравливаются боковые поверхности, обработка осуществляется в необходимом и заданном объеме.
За счет вариаций величины эксцентриситета рабочей поверхности электрода в зависимости от химического состава обрабатываемого материала (с большой способностью к растворению или с меньшей в зависимости от состава элементов легирования) повышается точность обработки.
За счет вращения электрода-инструмента с рабочей частью, выполненной с эксцентриситетом по отношению к оси вращения, происходит «отбрасывание» использованного электролита от поверхности заготовки под действием центробежных сил, что уменьшает «растравливание» поверхности заготовки «блуждающими токами» на обработанной «чистовой» поверхности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сущность изобретения поясняется чертежами.
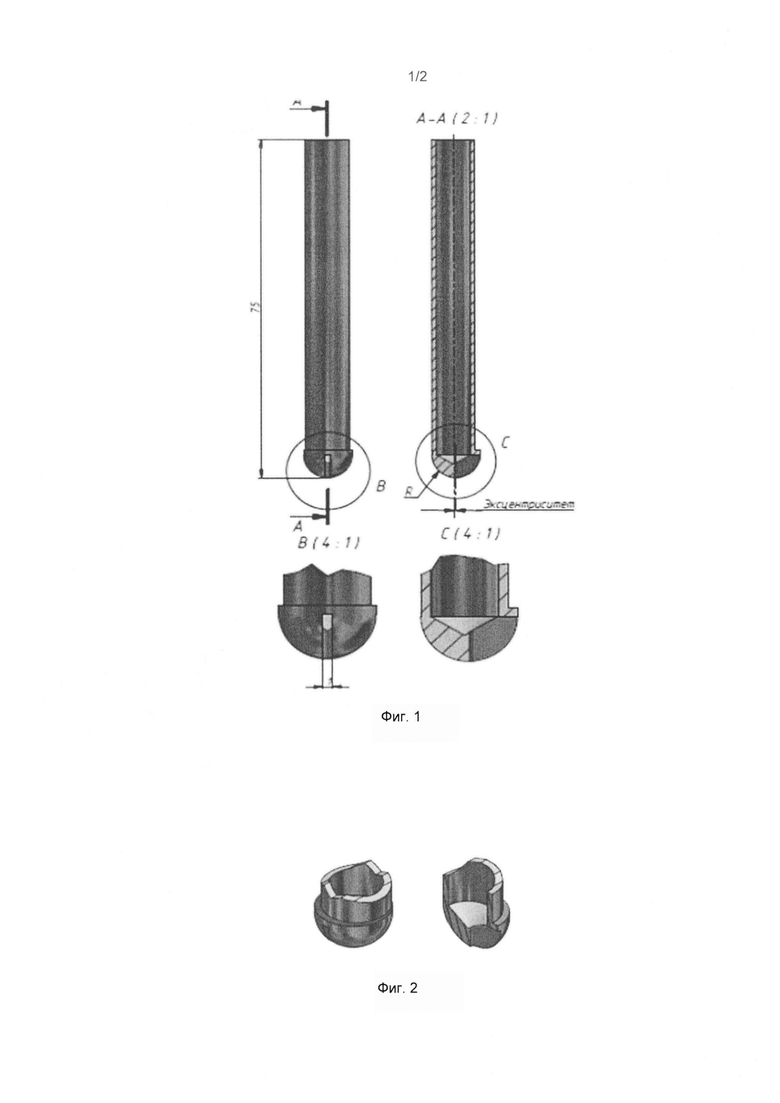
На фиг. 1 показан боковой вид и продольный разрез электрода-инструмента с рабочей частью.
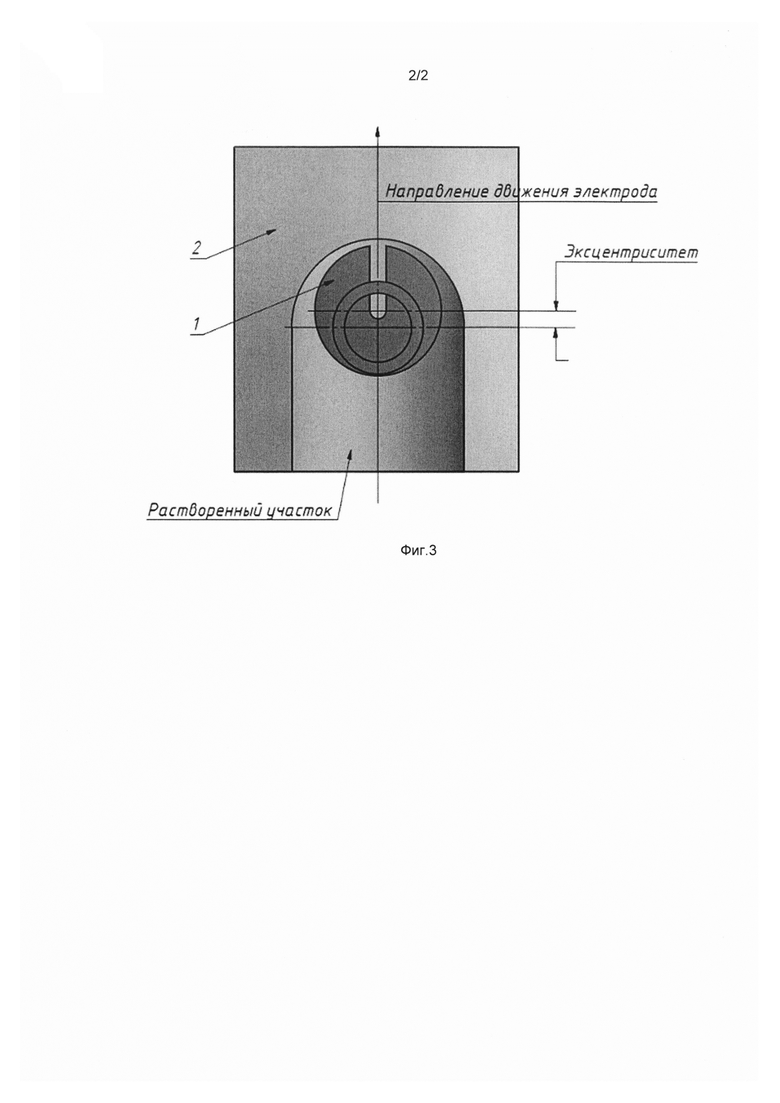
На фиг. 2 показана конфигурация рабочей части электрод-инструмента в направлении подачи и ее разрез.
На фиг. 3 схематично представлена схема движения электрода-инструмента вдоль заготовки, где поз. 2 указана заготовка, а поз. 1 - электрод-инструмент с эксцентриситетом рабочей поверхности.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Электрохимическую размерную обработку заготовки в импульсно-цикличном режиме в проточном электролите осуществляют многокоординатным перемещением последовательными переходами по заданной криволинейной поверхности стержневым электродом-инструментом.
Электрод-инструмент содержит цилиндрическую державку, переходящую в рабочую часть. Рабочая часть электрода-инструмента, которая участвует в формообразовании заготовки, выполнена с эксцентриситетом относительно продольной оси державки. Рабочая часть может быть выполнена в виде цилиндра или полусферы. Державка выполнена с центральным каналом вдоль оси симметрии для подвода электролита с выходом в виде продольного бокового паза для прокачки электролита, выполненным на поверхности рабочей части электрода-инструмента со стороны максимального эксцентриситета рабочей поверхности по отношению к продольной оси державки.
Паз для выхода электролита в зону обработки выполнен по всей высоте эксцентричной рабочей поверхности электрода-инструмента. Ширина паза зависит от габаритов рабочей поверхности и пропорционален максимальному значению технологического тока.
Величину эксцентриситета используют для обеспечения промывки продуктов растворения в момент увеличения межэлектродного промежутка перпендикулярно вектору движения электрода-инструмента по криволинейной траектории.
Предлагаемый способ электрохимической обработки реализован на универсальном электрохимическом копировальном прошивочном станке, снабженном координатным столом. На рабочих позициях станка устанавливается и закрепляется электрод-инструмент и электрод-заготовка. С помощью блока программного управления (далее - ЧПУ) устанавливают режимы обработки, при этом для каждого режима вводят свои значения: напряжение технологического тока, скважность импульсов, время действия технологического тока в цикле, межэлектродный зазор, глубина обработки. Закрывается рабочая зона станка. С панели управления включают вращательные движения электрода-инструмента.
Электрод-инструмент перемещается по осям XYZ, управление выполняется с использованием ЧПУ, заготовка вращается перпендикулярно оси симметрии электрода по направляющим с координатами программы и траектории, отображающей заданную криволинейную поверхность. При этом электрод-инструмент вращается с заданной скоростью вдоль своей оси симметрии, имея регулируемый по скорости вращения привод с изолированным вращающимся токоподводом и узлом подачи электролита. Привод электрода-инструмента устанавливается на фланцевое соединение вместо штатной цанги для электрода-инструмента и представляет собой блок из основания, на котором крепится двигатель постоянного тока, передающий вращающий момент зубчатым ремнем на шкив вращающегося токоподвода, один конец которого жестко крепится к несущему корпусу через диэлектрическую прокладку, а второй конец через токопроводящую муфту соединен с вращающейся цангой, установленной в статичном корпусе, через который подводится электролит.
Включается насос прокачки электролита. После включения насоса станка рабочая жидкость поступает в центральный канал электрода-инструмента, устремляется наружу через боковой продольный паз в межэлектродный промежуток. Расход рабочей жидкости в зависимости от условий обработки регулируется изменением ширины бокового паза.
Включается привод подачи на сближение электрода-инструмента и обрабатываемой детали.
Импульсы технологического тока подают к электроду-инструменту и обрабатываемой детали.
Импульсы подачи технологического тока на электрод-инструмент синхронизированы с углом вращения рабочей части электрода-инструмента и соответственно синхронизированы с расположением продольного бокового паза для прокачки электролита в эксцентричной поверхности рабочей части.
В момент расположения продольного бокового паза для прокачки электролита, направленного в сторону вектора движения электрода-инструмента, не ранее чем за 90 градусов до совмещения с вектором направления движения включается технологический ток, и не позже чем за 90 градусов от момента минимальной величины межэлектродного промежутка, выключается технологический ток.
Таким образом, технологический ток растворяет материал заготовки в направлении минимального зазора, поскольку там меньше электрическое сопротивление, а в момент включения технологического тока - боковые зазоры имеют больший зазор, чем в направлении движения электрода. Кроме того, происходит порционное растворение материала в объеме, пропорциональном скорости и силе технологического тока.
Включение и выключение технологического тока происходит в зависимости от сигнала с оптопары, расположенной на валу привода электрода-инструмента.
В момент установки электрода-инструмента направление эксцентриситета поверхности рабочей части и продольного бокового паза для прокачки располагается в одном направлении с датчиком положения угла вращения (например, в виде оптической пары - светодиод, фотодиод, или по сигналу с энкодора).
Длительность импульса или пачки импульсов в цикле регулируется величиной интервала между временем включения и выключения технологического тока, при этом частота технологического тока кратна частоте вращательного движения электрода-инструмента. Частота микроимпульсов задается программно, например 5 микроимпульсов за один цикл вращения электрода.
При вращении электрода-инструмента и его подаче к детали осуществляется обработка вследствие электрохимического растворения материала обрабатываемой детали.
Активное вымывание шлама из зоны обработки осуществляют одновременно в момент увеличения межэлектродного промежутка. При этом электролит выходит от оси вращения электрода-инструмента, вымывая шлам непосредственно из зазора.
При этом скорость движения электрода-инструмента программно корректируется по мере изменения величины тока так, чтобы технологический ток был величиной постоянной.
Скорость движения электрода задается в зависимости от необходимых конечных результатов и конкретного обрабатываемого материала. Система ЧПУ имеет программные технологические настройки, при которых задается постоянная амплитуда технологического тока в зависимости от величины припуска на заготовке и состава обрабатываемого материала. Заглубление на заданную выбираемую технологом величину контролирует ЧПУ, задавая перемещения по криволинейной поверхности 3D модели конечной детали, удаляя припуск материала заготовки в один или несколько проходов.
В процессе обработки, в случае, если материал заготовки не успевает растворяться под действием заданной амплитуды технологического тока, межэлектродный промежуток будет уменьшаться до критической величины физического контакта, в результате фиксируют рост величины напряжения U за счет уменьшения сопротивления R в межэлектродном промежутке.
Программа слежения за технологическими параметрами дает команду на снижение скорости движения электрода-инструмента или увеличения скорости вращения электрода-инструмента в зависимости от предварительно выбранных программных алгоритмах обратной связи.
Процесс повторяется в автоматическом режиме. Процесс прекращается после достижения необходимой чистоты финишной обработки заготовки. Информация о процессе остается в памяти блока программного управления.
Пример конкретного осуществления способа.
В качестве заготовки использовался параллелепипед из стали 40X13, HRC 42, установленный на координатном столе электрохимического копировального прошивочного станка. Необходимо было получить участок обработанной поверхности с целью дальнейшего определения шероховатости и размера.
Предварительно процесс обработки заключался в «заглублении» рабочей поверхности электрода инструмента на 0.1 мм по координате Z. При этом скорость вращения электрода инструмента составляла 1000 об/мин, стержневой электрод инструмент был выполнен в виде цилиндра радиусом 5 мм с эксцентриком 0,2 мм рабочей поверхности от оси вращения электрода. Электролит, который представлял собой 12% водный раствор нитрата натрия, подавался через центральное отверстие в электроде-инструменте через паз. На один оборот электрода подавались синхронизированные импульсы напряжением с учетом потерь 12 В с длительностью импульса 40% на один оборот электрода. Давление электролита 5 бар. Далее электрод инструмент перемещался вдоль оси X с постоянной координатой Y и, пройдя 20 мм, электрод инструмент изменял траекторию, совершая движение «змейкой» с шагом по оси Y равным 0,2 мм.
В результате был обработан участок, площадью 400 мм2, Ra - 0,4 мкм, скорость подачи - 0,4 мм/мин. Время обработки - 10 минут.
В сравнении с перечисленными выше аналогами чистота обработки на порядок выше, а скорость обработки, учитывая возможность увеличения мощности источника питания, выше в 1,5 раза.
Итак, заявленное изобретение позволяет повысить точность и качество обработки за счет синхронизации импульсов технологического тока относительно минимального межэлектродного промежутка эксцентричной рабочей поверхности электрода, и оптимальной избирательной прокачки электролита равномерно по растворяемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1994 |
|
RU2078654C1 |
| Устройство для электрохимической обработки пазов | 1987 |
|
SU1500443A1 |
| Устройство для электрохимической обработки | 1983 |
|
SU1094715A1 |
Изобретение относится к области размерной электрохимической обработки и может быть использовано, например, при финишной обработке профиля двигательной лопатки. При осуществлении способа используют стержневой электрод-инструмент, содержащий цилиндрическую державку с центральным каналом для подвода электролита, переходящую в рабочую часть электрод-инструмента, выполненную с эксцентриситетом относительно продольной оси державки, при этом на поверхности рабочей части со стороны максимального эксцентриситета рабочей поверхности от продольной оси державки выполнен продольный боковой паз для прокачки электролита, который также сообщается с центральным каналом для подвода электролита. Рабочая часть электрода-инструмента имеет цилиндрическую или полусферическую форму. В способе стержневому электроду-инструменту задают вращательное движение относительно его продольной оси и осуществляют подачу относительно детали, перемещают по заданным координатам криволинейной поверхности детали и подают на электрод-инструмент импульсы технологического тока с заданной длительностью и частотой в момент минимального зазора между поверхностью рабочей части электрода-инструмента и поверхностью детали по направлению движения электрода-инструмента. В момент увеличения межэлектродного промежутка перпендикулярно вектору движения электрода-инструмента по криволинейной траектории промывают продукты растворения. Причем частоту импульсов технологического тока задают кратной частоте вращательного движения электрода-инструмента, а подачу технологического тока синхронизируют с направлением вектора перемещения рабочей части электрода-инструмента. Изобретение позволяет повысить точность 3-мерной финишной обработки по всей поверхности детали. 2 з.п. ф-лы, 3 ил.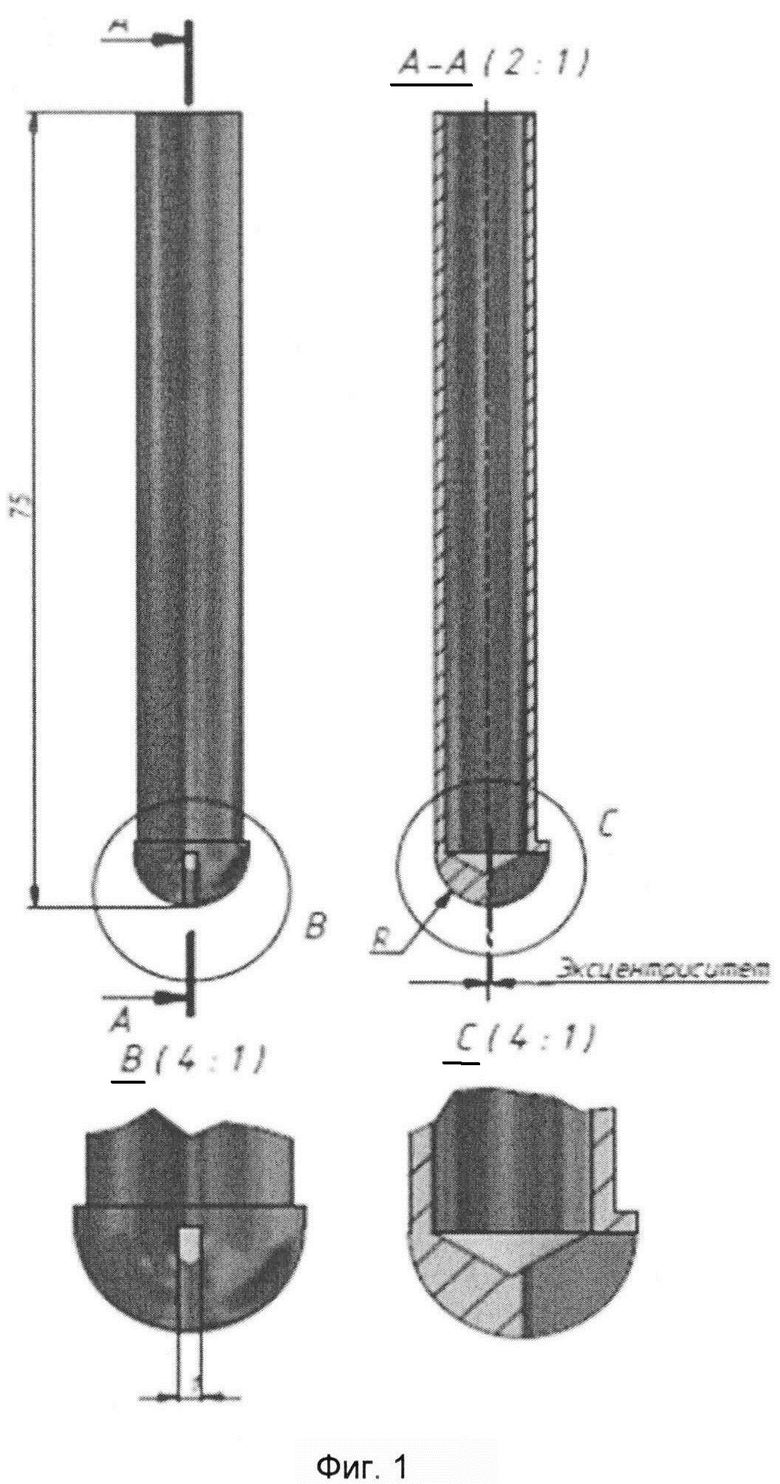
1. Способ размерной электрохимической обработки детали в проточном электролите в импульсно-циклическом режиме, включающий обработку стержневым электродом-инструментом, содержащим цилиндрическую державку с центральным каналом для подвода электролита, переходящую в рабочую часть электрода-инструмента, которая выполнена с эксцентриситетом относительно продольной оси державки, причем на поверхности рабочей части электрода-инструмента со стороны максимального эксцентриситета рабочей поверхности от продольной оси державки выполнен продольный боковой паз для прокачки электролита, который сообщен с центральным каналом для подвода электролита, при этом электроду-инструменту задают вращательное движение относительно его продольной оси и осуществляют подачу относительно детали, перемещают по заданным координатам криволинейной поверхности детали и подают на электрод-инструмент импульсы технологического тока с заданной длительностью и частотой в момент минимального зазора между поверхностью рабочей части электрода-инструмента и поверхностью детали по направлению движения электрода-инструмента, промывают продукты растворения в момент увеличения межэлектродного промежутка перпендикулярно вектору движения электрода-инструмента по криволинейной траектории, при этом частота подаваемых импульсов технологического тока кратна частоте вращательного движения электрода-инструмента, а подачу технологического тока синхронизируют с направлением вектора перемещения рабочей части электрода-инструмента.
2. Способ по п. 1, отличающийся тем, что технологический ток включают в момент расположения продольного бокового паза для прокачки электролита, направленного в сторону вектора перемещения рабочей части электрода-инструмента, не ранее чем за 90 градусов до совмещения с вектором направления движения электрода-инструмента, и выключают не позже чем за 90 градусов от момента минимальной величины межэлектродного промежутка.
3. Способ по п. 1, отличающийся тем, что рабочая часть электрода-инструмента имеет цилиндрическую или полусферическую форму.
| US 4213834 A, 22.07.1980 | |||
| СТЕРЖНЕВОЙ ЭЛЕКТРОД-ИНСТРУМЕНТ | 2008 |
|
RU2385206C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| US 4608476 A, 26.08.1986 | |||
| Способ электрохимической обработки | 1964 |
|
SU327752A1 |
| Устройство для электрообработки | 1991 |
|
SU1825677A1 |

