113
Изобрете71ие относится к сварочному произволству и может быть испсигь- зовано при создании роботов для ty- говой сварки с целью стабилизации длины дуги в условиях изменершя сое- тояния свариваемой поверхности.
Целью изобретения является повы- .шение точности стабилизации длины дуги.
Поставленная цель достигается за счет периодического отклонения дуги пилообразным током, протекающим через возбудитель магнитного поля. В момент достижения на зонде, расположенном рядом со сварочным электродом напряжения заданной регистрируется величина тока возбуждения. По этой величи 1е, откорректированной сигналом сварочного тока, формируют величину длины дуги.
На чертеже представлена функциональная схема устройства.
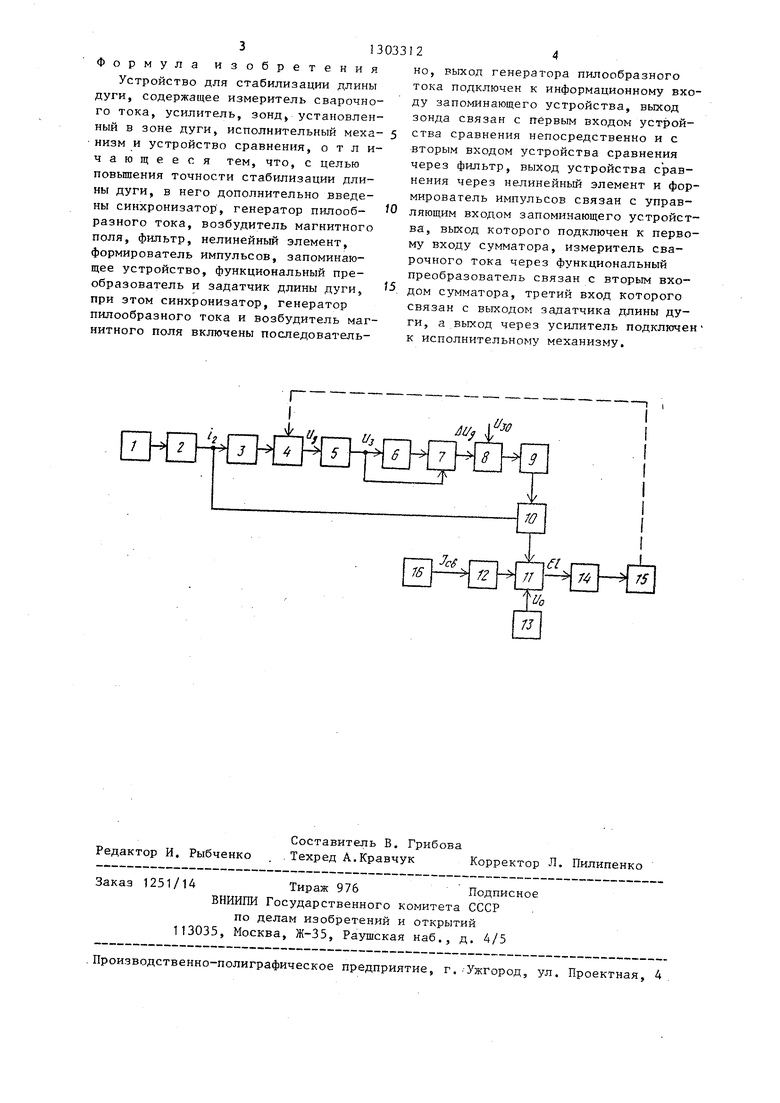
Устройство для стабилизации длины дуги содержит синхронизатор 1, выход которого соединен с входом генератора 2 пилообразного тока, через возбудитель 3 магнитного поля воздействующего на дугу Д, вблизи которой расположены зонды 5, связанные через фил.ьтр б с первым входом устройства
7сравнения и непосредственно - с вторым входом устройства 7 сравнения Выход последнего связан с первым входом нелинейного элемента 8, второй вход, которого связан с источником за данного напряжения. Выход устройства
8через формирователь 9 импульсов связан с управляющим входом запоминающего устройства 10, сигнальный вход которого связан с выходом генератора 2, а выход - с первым входом суммирующего устройства 11, второй вход которого связан с функциональным преобразователем 12, а третий вход Соединен с задатчиком 13 длины дуги. Вы- ход суммирующего устройства 11 через усшштель 14 соединен с входом исполнительного механизма 15, Вход функционального преобразователя связан с выходом измерителя 16 сварочного то- ка.
Устройство работает следующим образом.
Синхронизатор 1 вырабатывает им- пульсы, запускающие генератор 2 пилообразного тока, выход которого связан с возбудителем 3 магнитного поля. Под действием возрастающего то
5
33
35
0 45 0
гс
0
122
ка дуга 4 отклоняется в сторону, ее напряжение Un увеличивается и увеличивается нлпряжение, снимаемое с зондов 5. Это напряжение через фильтр 6 поступает на первый вход устройства 7 сравнения, на второй вход которого поступает напряжение непосредственно с зондов 5, С выхода устройства 7 сравнения напряжение, пропорциональное приращению напряжения iUn зондов 5 во время отклонения дуги 4, под действием магнитного поля возбудителя 3 поступает на первый вход нелинейного элемента 8, на второй вход, которого с источника заданного напряжения поступает напряжение U момент достижения напряжением (Ua значения формирователь 9 импульсов вырабатывает импульс, который поступает на управляющий вход запоминающего устройства 10, на сигнальный вход которого поступает сигнал с генератора 2 пилообразного тока.
Таким образом, напряжение на выходе запоминающего устройства 10 пропорционально току генератора 2 пилообразного тока в момент достижения напряжением лИо значения . Поскольку характер изменения напряжения дуги при наложении на нее меняющегося магнитного поля определяется в основном длиной дуги, то напряжение запоминающего устройства 10 в основном определяется длиной дуги. С выхода устройства 10 сигнал поступает на первый вход суммирующего устройства 11, на второй вход которого через функциональный преобразователь 12 поступает сигнал, пропорциональный току сварки, а на третий вход - напряжение с задатчика 13 длины дуги.Сигнал, зависящий от 1, обеспечивает компенсацию влияния этой величины на сигнал запоминающего устройства 10, напряжением Up, поступающим от задатчика 13 длины дуги, обеспечивается задание требуемой величины а, В результате сигнал Ef с выхода суммирующего устройства 11 определяется только отклонением длины .дуги от заданного значения независимо от состояния поверхности и тока сварки,
С целью упрощения устройства в качестве зонда может быть использован сварочный электрод.
Таким образом, применение устройства позволяет повысить точность стабилизации длины дуги.
313
Формула изобретения Устройство для стабилизации длины дуги, содержащее измеритель сварочного тока, усилитель, зонд, установленный в зоне дуги, исполнительный меха- низм и устройство сравнения, отличающееся тем, что, с целью повьшения точности стабилизации длины дуги, в него дополнительно введены синхронизатор, генератор пилообразного тока, возбудитель магнитного поля, фильтр, нелинейный элемент, формирователь импульсов, запоминающее устройство, функциональный преобразователь и задатчик длины дуги, при этом синхронизатор, генератор пилообразного тока и возбудитель магнитного поля включены последователь
5
5
124
но, выход генератора пилообразного тока подключен к информационному входу запоминающего устройства, выход зонда связан с первым входом устройства сравнения непосредственно и с вторым входом устройства сравнения через фильтр, выход устройства сравнения через нелинейньй элемент и формирователь импульсов связан с управляющим входом запоминающего устройства, выход которого подключен к первому входу сумматора, измеритель сварочного тока через функциональный преобразователь связан с вторым входом сумматора, третий вход которого связан с выходом задатчика длины дуги, а выход через усилитель подключен к исполнительному механизму.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный датчик | 1984 |
|
SU1217602A2 |
| Комбинированный датчик для сварки | 1983 |
|
SU1094692A1 |
| Комбинированный датчик для сварки | 1984 |
|
SU1234099A2 |
| Датчик ширины ванны | 1982 |
|
SU1100058A1 |
| Комбинированный датчик для сварки | 1984 |
|
SU1224118A2 |
| Устройство для возбуждения синхронного двигателя | 1990 |
|
SU1739470A1 |
| ПОЛИМАГНИТНЫЙ ТЕРАПЕВТИЧЕСКИЙ АППАРАТ | 1992 |
|
RU2007198C1 |
| Устройство для решения нелиней-НОгО АлгЕбРАичЕСКОгО уРАВНЕНия | 1979 |
|
SU798894A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Магнитный усилитель | 1984 |
|
SU1211851A1 |
Изобретение позволяет повысить точность стабилизации. Производятся периодические отклонения дуги пилообразным током, протекающим через возбудитель магнитного поля. Б момент достижения на зонде, установленном в зоне дуги, напряжения заданной величины регистрируется величина тока возбуждения. Величина тока возбуждения и величина сварочного тока формируют сигнал длины дуги. Сигнал рассогласования между измеренной и заданной длинами дуги поступает на корректирующий исполнительный механизм. 1 ил.
Редактор И. Рыбченко
Составитель В. Грибова
Техред А.Кравчук Корректор Л. Пилипенко
Заказ 1251/14Тираж 976 Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.-Ужгород, ул. Проектная, 4
| Способ контроля длины дуги | 1979 |
|
SU863226A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической сварки | 1976 |
|
SU685453A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
