Изобретение относится к сварке, ,н частности к приспособлениям д.пя защиты сварных швов в процессе сварки многогранных изделий из высокоактивных металлов,, и может найти применение при сварке таких изделий в автоматизированном производствеJ напри- мерр энергетического машиностроения.
Целью изобретения является повышение качества сварки многогранных изделий за.счет улучшения защиты их в процессе сварки, а также автоматизация перемещения защитной камеры перед началом и окончанием процесса сварки,
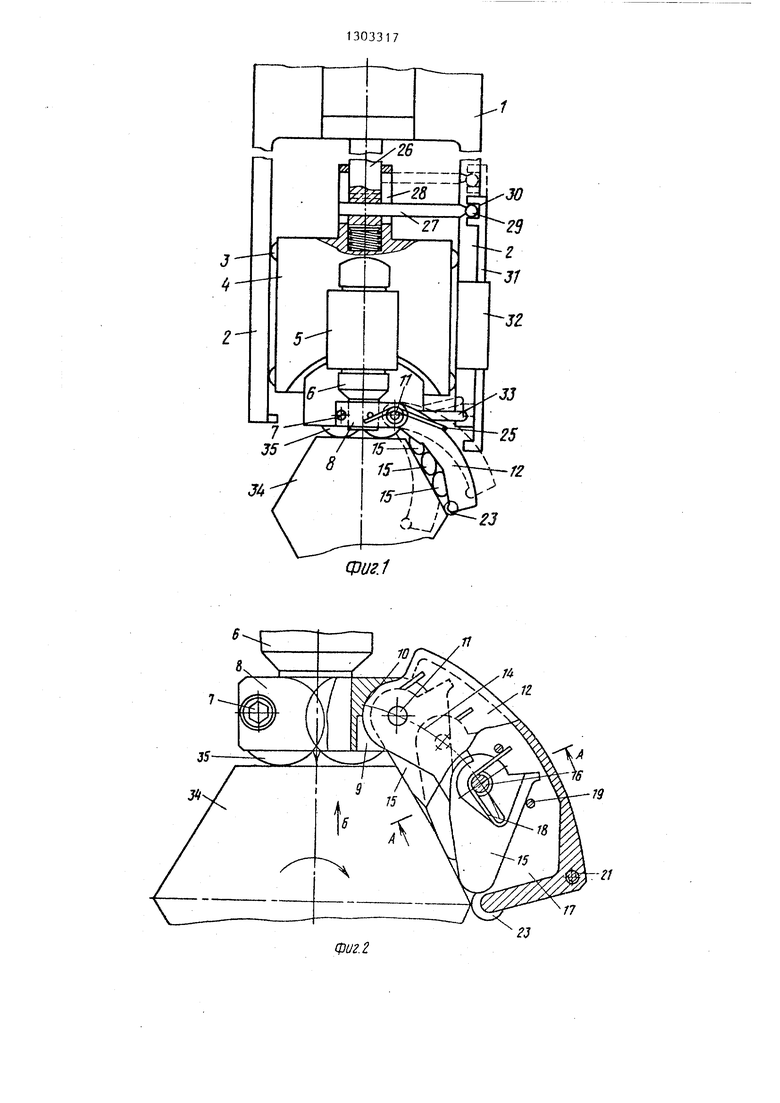
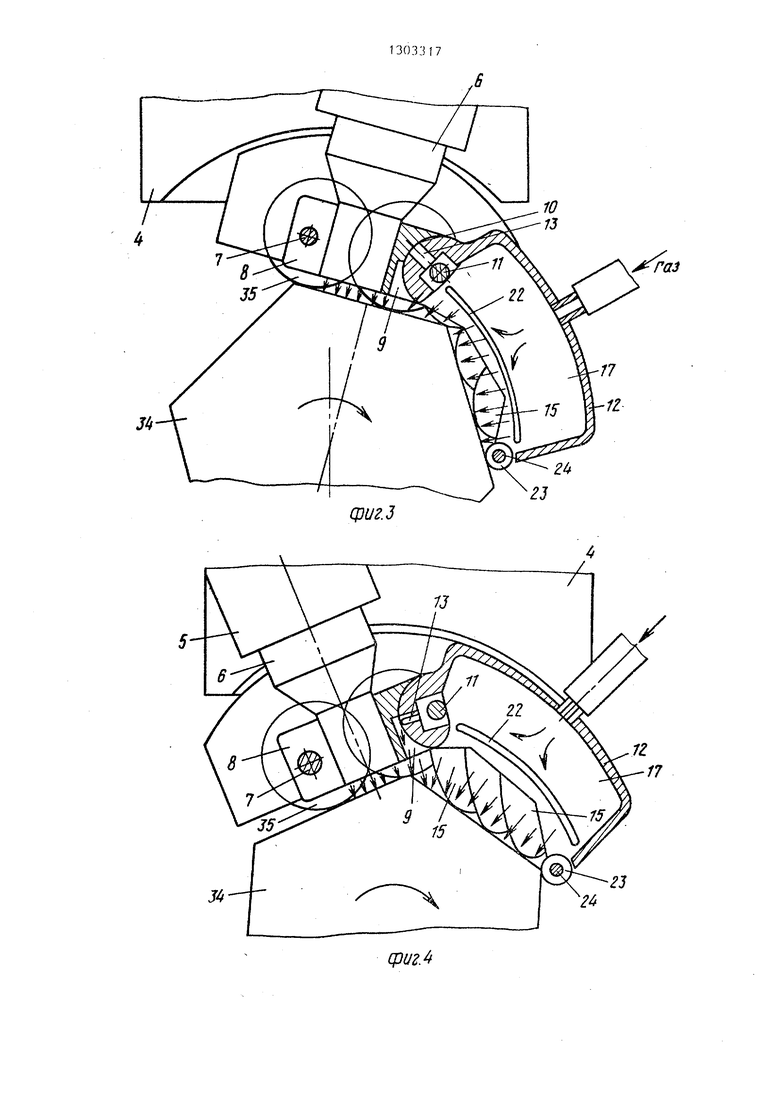
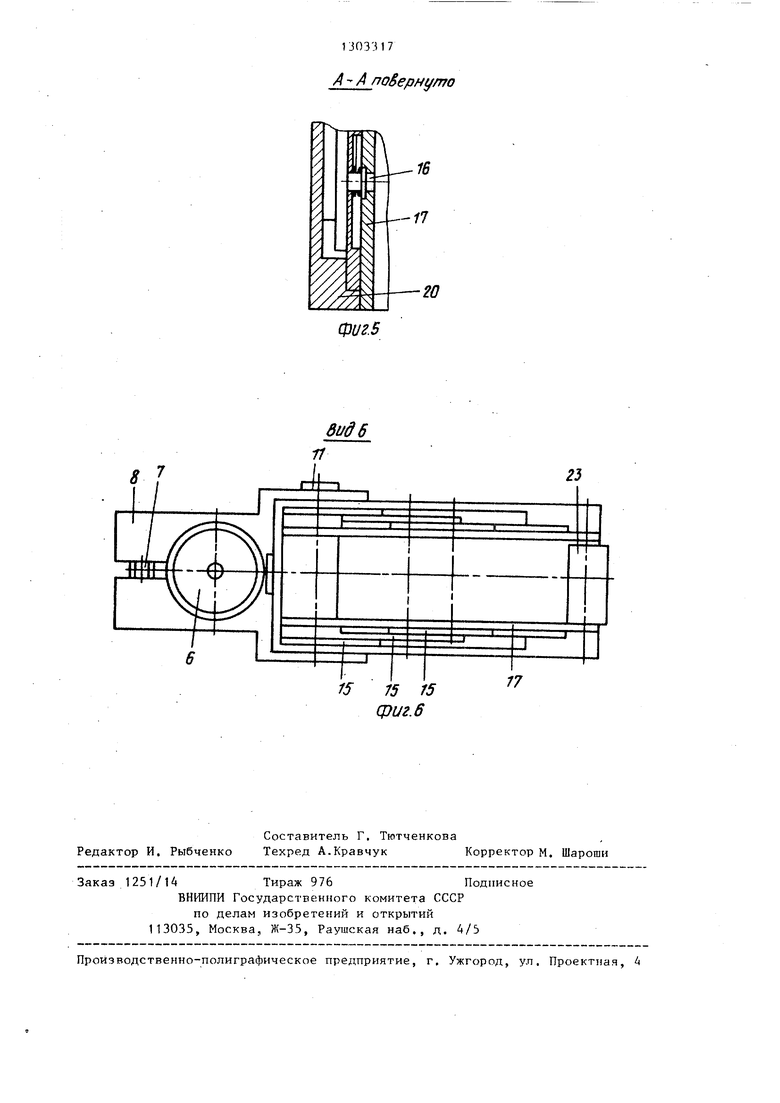
На фиг. 1 изображено устройство, общий вид; на фиг, 2 - взаимное расположение пластин шторок боковой защиты; на фиг, 3 - положение в момент прекращения подачи газа из защитной камеры через щель, выполненную в камере; на фиг, 4 - перемещение защитного газа при переходе горелки через угол многогранного изделия; на фиг, сечение на фиг, 2; на фиг, 6 - вид Б на фиг, 2.
Устройство для дуговой сварки состоит из осно1 ания 1 (фиг, 1), часть которого выполнена в виде направляющих 2,.по которым на роликах 3 перемещается каретка А с корпусом 5 горелки 6. На корпусе 5 (фиг. 2 и 3) горелки 6 с ПОМО1ЦЫО винта 7 закреплен кронштейн 8 в виде хог-гута. В кронштейне 8 имеется полость 9., пе-- реходящая в сферическую 10,, На оси 11 кронштейна 8 ,ио с возможностью поворота вокруг нее сажена ответная выемка 10 кронглтей- на 8, часть защитной камеры 12 с каналом 13 (фиг, .3 и 4),, перпендикулярной оси 1Д ее симметрии, и первая пара пластин 15 боковых пггорок. Защитная камера 12 снабжел-га дополнительными осями 16 (фиг , 2 и 5), закрепленными в стенках 17 камеры 12. На осях 16 свободно насажены осталь- ные пары пластин 15 боковых шторок, образуюшлх перекрг пчге ндоль стенок 17 камеры 12, Пластины 15 иодпрузки- нены прулшнаык 18 кручения, которые взаимодействуют одним концом с упорами 19, а другим - с пластинами 15 боковых niTopoK, Снарух-И пластины 15 боковых шторок закрыты накладками , которые связаны винтa м 21 с бо- ков ыми стенками 17 камеры 12, .В камере 12 для равномерного ряспределр
5
0
5
ния газового потока имеется газовая линза 22 (фиг. 3 и 4).
На торце защитной камеры 12 выполнен торцовый элемент в виде ролика 23, свободно закрепленного на оси 24 с возможностью вращения, ширина которого равна ширине защитной камеры 12, подпружиненной пружиной 25.
Для перемещения каретки 4 приводом 26 в по1::леднем запрессован поводок 27, а в каретке 4 выполнены пазы 28 на величину хода горелки 6, Поводок 27 с шариком 29 на конце входит в паз 30 тяги 31, которая скользит в приливе 32 одной из направляющих 2. Тяга 31 заканчивается выступом, который в процессе работы связан с флажком 33,, жестко заделанным в защитной камере 12„
Для копирования корпусом 5 горелки 6 изделий 34 на корпусе 5 горелки 6 предусмотрены ролики 35,
Устройство работает следующим образом.
В процессе сварки при вращении изделия 34 (многогранника) меняется положение свариваемых поверхностей относительно горелки 6 и защитной камеры 12. При этом пластины 15 боковых шторок защитной камеры 12, разворачиваясь вокруг осей 11 и 16, поджимаются .к поверхности многогранника 34 пружинами 18 кручения, один конец каждой из которых упирается в упор 19, а другой - в паз пластины 15. Одновременно с пластинами 15 поджимается к поверхности многогранника 34 торцовый элемент 23 через подпружиненную пр ои-зной 25 загдитную камеру 12, Таким образом от слеживается поверхность .Изделия 34 к поддерживается минима1 ьный зазор мегэду защитной камерой 12 и изделием 34 в любых его положениях. В исход.ном положении и в 5 положениях, близких к исходпрму (см, фиг. 1 и 2)J защитная камера 12 обеспечивает равкомерное распределение г а.за из горелки 6 и чарез газовую линзу 22 по всей длине защищаемой части свариваемого шва. В процессе сварки при переливании вершины многогранника 34 и сразу за ней (фиг. 4) возникает опасность появления объема, не заполненного газом,, в месте под- 5 вески заш 1тной камеры 12 и кронштейна 8.
С целью исключения подобного явления при перемещении через угол много0
5
0
0
313
гранника 34 запщтная камера 12 вместе с каналом 13 развордчивается и газ через канал 13 попадает в полость 9 (фиг. 4) и из него - в околошовное пространство. При дальнейшем перемещении изделия 34 и при осуществлении сварки на его грани (фиг.1 и 2) камера 12 поворачивается на оси
11и канал 13 автоматически перекры- стенкой выемки 10 (фиг. 3). После окончания сварки изделие 34 останавливается и корпус 5 горелки 6 отводится от изделия 34. При отводе приводом 26 корпуса 5 горелки 6 от изделия 34 в исходное положение пово- док 27 перемещает тягу 31 в приливе
32 в том же направлении. Тяга 31 через выступ на ней воздействует на : флажок 33 и отводит защитную камеру
12в том же направлении.
При сварке последующих изделий 34 тех же размеров цикл настройки и сварки повторяется.
Таким образом, устройство позволяет обеспечить высокое качество сварки многогранных изделий по периметру путем улучшения защиты шва за счет исключения подсоса воздуха из атмо- сферы по периметру многогранного изделия в процессе сварки, а также путем копирования его поверхности пластинами боковых шторок и исключения объемов, не заполненных газом, в ра- ионе вершин многогранников. Кроме того, устройство, позволяет повысить срок службы защитной камеры за счет исключения поломок в момент подвода ее к сварному шву и отвода от него.
5
О
0
5
174
Формула изобретения
1.Устройство для дуговой сварки в среде защитных газов, содержащее основание с закрепленным на нем корпусом горелки с кронштейном для крепления защитной камеры, снабженной боковыми шторками в виде набора пластин и торцовьтм элементом, отличающееся тем, что, с целью повышения качества при сварке многогранных изделий по периметру путем улучшения защиты сварного шва, камера установлена с возможностью поворота в сферической выемке кронштейна посредством выполненного на ее наружной поверхности прилива с радиальным каналом и сферической наружной поверхностью, S кронштейне выполнена полость, сообщающаяся при повороте камеры с ее радиальным каналом, торцовый элемент выполнен в виде ролика, установленного иа оси с возможностью вращения, и имеет ширину, равную ширине камеры, а боковые шторки установлены с взаимным перекрытием, попарно свободно насажены на оси, закрепленные в стенках камеры, и подпружинены относительно упоров, установленных по числу пар пластин в стенках камеры.
2.Устройство по п. 1, отличающееся тем, что, с целью автоматизации перемещения защитной камеры перед началом и после окончания процесса сварки, корпус горелки снабжен поводком, кинематически связанным с закрепленной на основании с возможностью перемещения тягой, свободный конец которой связан с защит ной камерой.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ЦИРКОНИЕВЫХ ТРУБОК | 2022 |
|
RU2797831C1 |
| Устройство для дуговой сварки в среде защитных газов | 1981 |
|
SU1073032A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| Устройство для сварки неплавящимся электродом | 1982 |
|
SU1061955A1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| Устройство для дуговой сварки неплавящимся электродом | 1983 |
|
SU1169270A1 |
| Газозащитная камера | 1978 |
|
SU774849A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для дуговой сварки | 1980 |
|
SU925575A1 |
| Способ сварки длинномерных трубчатых изделий в контролируемой атмосфере и устройство для его осуществления | 1986 |
|
SU1380092A1 |
Изобретение относится к области сварки и может быть использовано для защиты сварных швов из высокоактивных металлов в процессе сварки многогранных изделий. Целью изобретения является повышение качества путем улучшения защиты сварного гава. Защитная камера (К) 12 устройства поворачивается в сферической выемке 10 кронштейна 8. К 12 имеет прилив по форме сферической выемки 10. В приливе выполнен канал 13 для сообщения с полостьн 9 при повороте К. При перемещении К 12 через угол многогранника (М) 34 возникает опасность появления объема, не заполненного газом, в месте подвески К 12 и кронштейна 8. За счет выполнения канала 13 газ через полость 9 поступает в околошовную зону. Пластины 15 боковых шторок разворачиваются вокруг осей 11 и 16 в процессе сварки и поджимаются к поверхности М 34 пружинами кручения. На торце К 12 выполнен торцовый элемент в виде ролика 23. Благодаря этому исключается подсос воздуха из атмосферы по периметру М в процессе сварки,Устройство снабжено механизмом автоматического перемещения К 12 перед началом и окончанием процесса сварки, 1 з,п, ф-лы, 6 ил. i (Л со о 00 со
п
79
J4
ги
23
фиг.З
J
17
2-5
2
фиг Л
А А noBepHt/mo
Фиг.5
видб
23
15 75 15 фиг. 6
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИФОНД а"'Г | 1970 |
|
SU423585A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки | 1978 |
|
SU718236A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки в среде защитных газов | 1981 |
|
SU1073032A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
