Изобретение относится к сварке лазером, в частности к устройствам для сварки циркониевых трубок и других материалов в среде защитных газов и может быть использовано во всех отраслях промышленности.
Обязательным условием получения качественного сварного соединения является надежная защита его от газов атмосферы. Насыщение металла шва кислородом, азотом и водородом, резко снижает пластичность и длительную прочность сварных конструкций. Поэтому сварку производят в среде защитных газов высокой чистоты или в вакууме, а также применяют специальные защитные средства, которые обеспечивают защиту зоны сварки.
Известна интегрированная сварочная камера [CN 104646804А, B23K 9/32, опубл. 27.05.2015 г.], выбранная в качестве прототипа, которая включает монтажную нижнюю плиту, сварочную камеру, смотровое окно, зажимную направляющую, крепления и уплотнения сварочной горелки и теплоизлучающий элемент верхней пластины с двойной пружиной, при этом сварочная камера жестко соединена с монтажной нижней плитой; теплоизлучающий элемент верхней пластины с двойной пружиной установлен на правом конце небольшой сварочной камеры; узел крепления сварочного пистолета и герметизирующий компонент монтируется в верхней части сварочной камеры; зажимная направляющая установлена на левом конце сварочной камеры; смотровые окна расположены на переднем и заднем концах малой сварочной камеры. Сварочную камеру удобно демонтировать, а внутреннюю поверхность небольшой сварочной камеры удобно чистить.
Данная сварочная камера имеет ряд недостатков: отсутствует механизм позиционирования свариваемых изделий относительно источника теплового излучения, отсутствуют устройства для удаления атмосферных газов и подачи защитных сред в камеру.
Предложенное изобретение позволяет повысить качество сварного шва циркониевых трубок за счет удаления атмосферных газов, подачи защитных газов в сварочную камеру, точного позиционирования относительно лазерного луча и использования приводов вращения и фиксации циркониевых трубок.
Установка для сварки циркониевых трубок, также как в прототипе, содержит, основание, сварочную камеру, установленную на кронштейн, узел герметизации камеры.
Согласно изобретению над сварочной камерой установлен привод перемещения оптической лазерной головки, на сварочной камере закреплен привод узла герметизации, на основании с помощью болтов закреплен привод перемещения циркониевых трубок, с установленным на нем приводом зажима-вращения циркониевых трубок, состоящим из корпуса привода, электродвигателя, ременной передачи, опорных валов, кронштейна пневмоцилиндра, пневмоцилиндра, оси, коромысла и зажимного вала, пневмоцилиндр подключен к пневматической системе, которая состоит из блока подготовки воздуха, к которой подключен ресивер, реле давления, редукционные клапаны, распределители, при этом система подачи сварочных газов состоит из линии подачи гелия и линии подачи аргона, при этом линия подачи гелия соединена с датчиком влажности, который через фильтр соединен с пропорциональным распределителем, который через датчик расхода соединен с нижним отверстием сварочной камеры, линия подачи аргона соединена с пропорциональным распределителем через фильтр, при этом пропорциональный распределитель соединен с датчиком расхода, который соединен с нижним отверстием сварочной камеры.
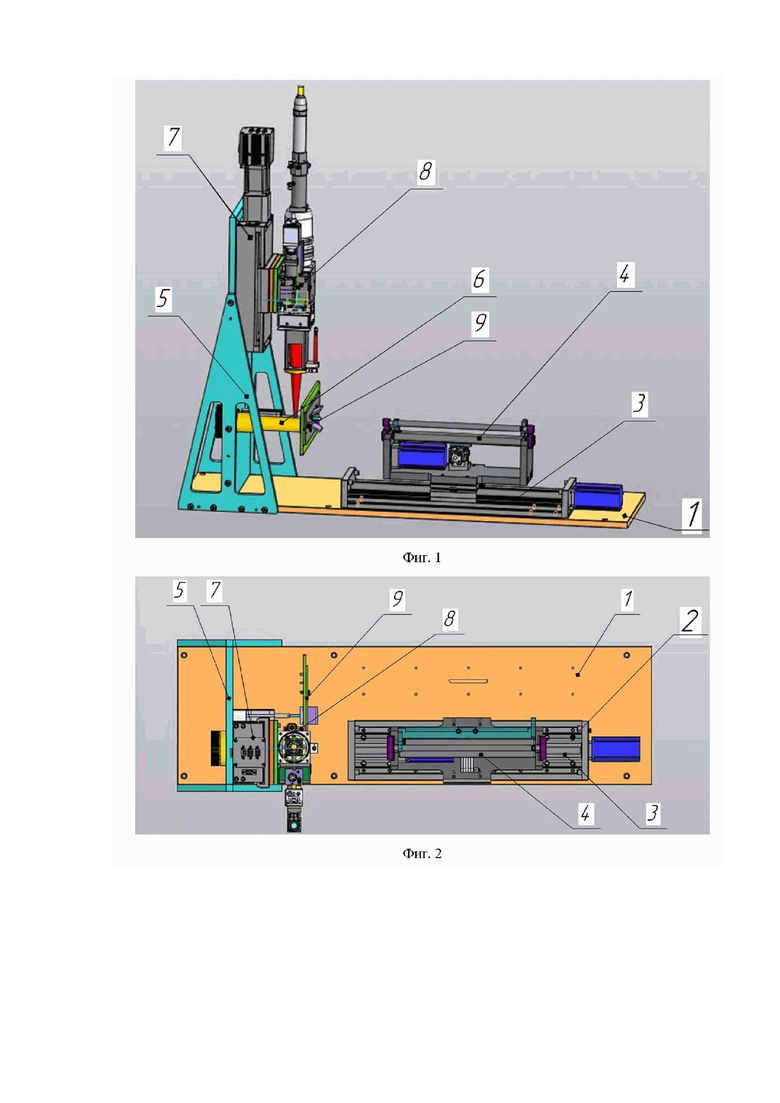
На фиг. 1 представлен главный вид установки для сварки циркониевых трубок.
На фиг. 2 представлен вид сверху установки для сварки циркониевых трубок.
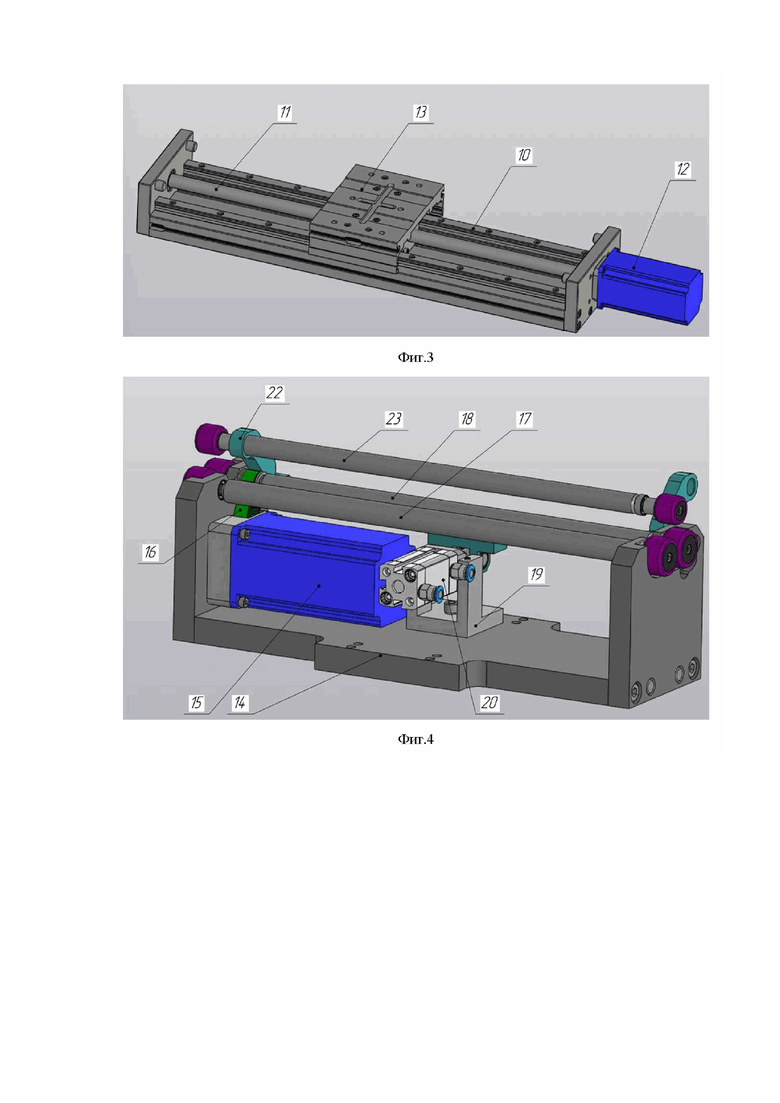
На фиг. 3 представлен привод перемещения циркониевых трубок.
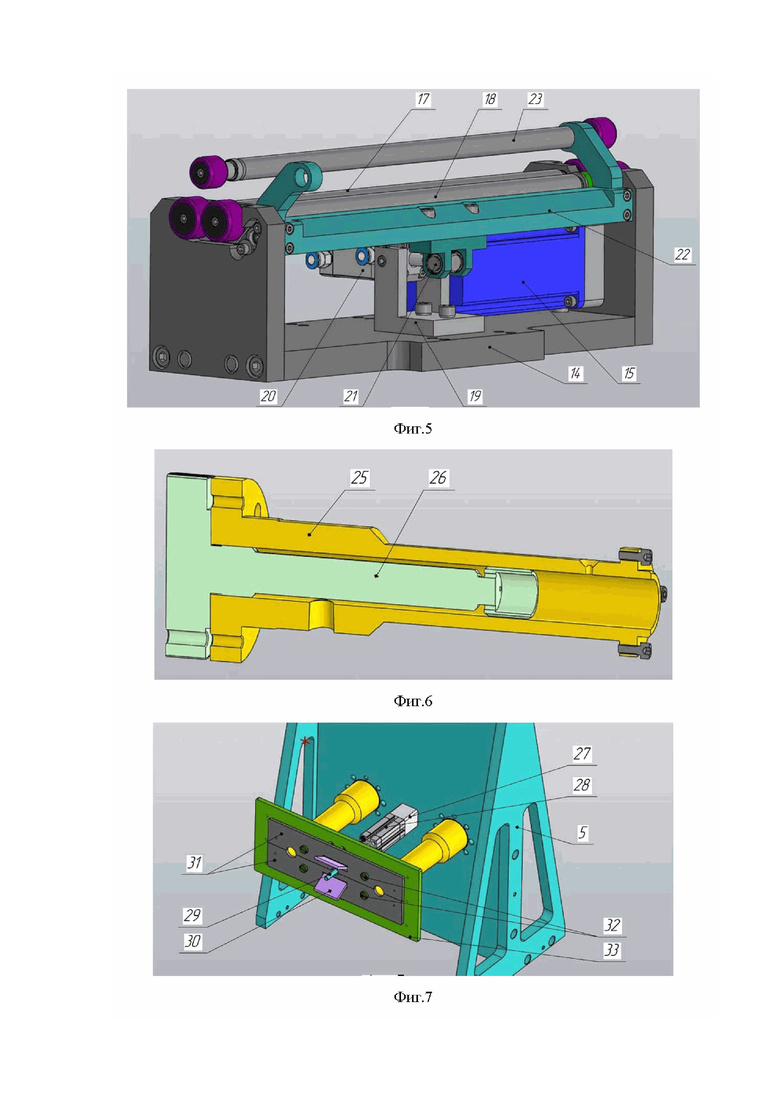
На фиг. 4 и фиг. 5 представлен привод зажима-вращения циркониевых трубок.
На фиг. 6 представлена сварочная камера (в разрезе).
На фиг. 7 представлен привод герметизации сварочной камеры.
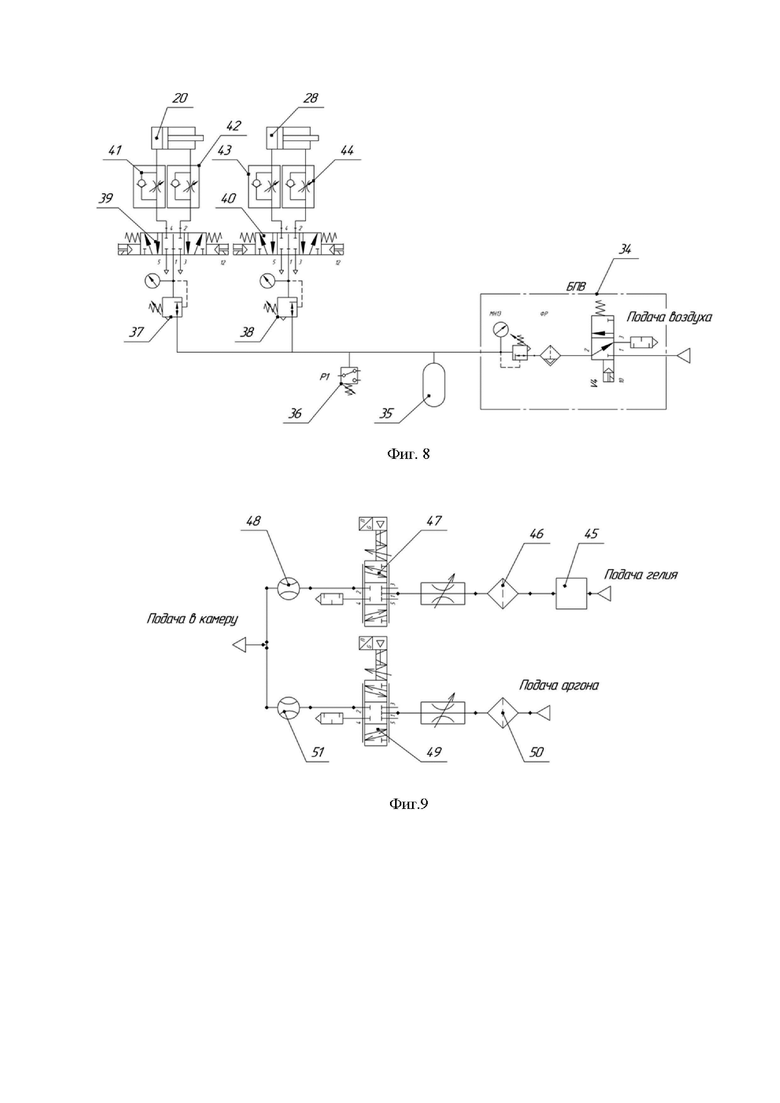
На фиг. 8 представлена пневматическая схема.
На фиг. 9 представлена схема подачи сварочных газов.
Установка для сварки циркониевых трубок содержит, основание 1, на котором с помощью болтов 2 закреплен привод перемещения циркониевых трубок 3. На приводе перемещения циркониевых трубок 3 установлен привод зажима-вращения циркониевых трубок 4. На основании 1 установлен кронштейн 5. На кронштейне 5 закреплена сварочная камера 6. На кронштейне 5 над сварочной камерой 6 установлен привод перемещения оптической лазерной головки 7. На приводе перемещения оптической лазерной головки 7 установлена оптическая лазерная головка 8. На сварочной камере 6 и кронштейне 5 закреплен привод смыкания шторок 9.
Привод перемещения циркониевых трубок 3 состоит из корпуса 10; винта 11; электродвигателя 12 и каретки 13. В корпусе 10 установлен винт 11. На корпусе 10 установлен электродвигатель 12, который связан с винтом 11. Каретка 13 связана с винтом 11 и опирается на корпус 10.
Привод зажима-вращения циркониевых трубок 4 состоит из корпуса привода 14; электродвигателя 15; ременной передачи 16; опорных валов 17 и 18; кронштейна пневмоцилиндра 19; пневмоцилиндра 20; оси 21; коромысла 22 и зажимного вала 23. На корпусе привода 14 установлен электродвигатель 15, который связан с опорным валом 18 через ременную передачу 16. Опорные валы 17 и 18 установлены в корпусе привода 14. Пневмоцилиндр 20 установлен на корпусе привода 14 через кронштейн пневмоцилиндра 20. Пневмоцилиндр 20 связан с коромыслом 22 через ось 21. На коромысле 22 установлен зажимной вал 23. Пневмоцилиндр 20 подключен к пневматической системе 24.
Сварочная камера 6 состоит из корпуса камеры 25 в котором установлена дистанционная вставка 26. В корпусе камеры 25 в верхней и нижней части имеется по одному отверстию. Нижнее отверстие корпуса камеры 25 подключено к системе подачи сварочных газов 27. Верхнее отверстие обеспечивает прохождение лазерного луча в зону сварки.
Конструкция привода перемещения оптической лазерной головки 7 аналогична конструкции привода перемещения циркониевых трубок 3.
Узел герметизации сварочной камеры 9 состоит из вставки 27, пневмоцилиндра 28, тяги 29, толкателя 30, шторок 31, направляющих винтов 32, стенки 33. Пневмоцилиндр 28 через вставку 27 соединен с кронштейном 5. Пневмоцилиндр 28 связан с пневматической системой 24. На пневмоцилиндре 28 установлена тяга 29, связанная с толкателем 30. На корпусе камеры 25 установлена стенка 33, на которой находятся шторки 31 ограниченные направляющими винтами 32 и связанные с толкателем 30.
Пневматическая система 24 состоит из блока подготовки воздуха 34, к которому подключен ресивер 35, реле давления 36, редукционные клапаны 37, 38. Редукционные клапаны 37, 38 соединены с распределителями 39, 40. Распределитель 39 через дроссели с обратными клапанами 41 и 42 соединен с пневмоцилиндром 20. Распределитель 40 через дроссели с обратными клапанами 43 и 44 соединен с пневмоцилиндром 28.
Система подачи сварочных газов 27 состоит из линии подачи гелия и линии подачи аргона. Линия подачи гелия соединена с датчиком влажности 45. Датчик влажности 45 через фильтр 46 соединен с пропорциональным распределителем 47, который соединен с датчиком расхода 48. Линия подачи аргона соединена с пропорциональным распределителем 49 через фильтр 50. Пропорциональный распределитель 49 соединен с датчиком расхода 51. Датчики расхода 48 и 51 соединены с нижним отверстием корпуса камеры 25.
Устройство работает следующим образом.
Включается блок подготовки воздуха 34, воздух подается в пневматическую систему 34. Ресивер 35 наполняется воздухом до требуемого давления, контроль которого осуществляется по реле давления 36.
Воздух поступает на редукционные клапаны 37 и 38, которые соединены с распределителями 39 и 40. Настройка усилия на пневмоцилиндрах 20 и 28 осуществляется с помощью редукционных клапанов 37 и 38. Настройка скорости прямого и обратного хода пневмоцилиндра 20 осуществляется с помощью дросселей с обратными клапанами 41 и 42. Настройка скорости прямого и обратного хода пневмоцилиндра 28 осуществляется с помощью дросселей с обратными клапанами 43 и 44.
Включается распределитель 40 пневмоцилиндр 28 с помощью тяги 29 перемещает толкатель 30, который открывает шторки 31.
Циркониевая трубка со сварочным наконечником перемещается в сварочную камеру 25 до упора в дистанционную втулку 26, таким образом, чтобы зона сварки совпадала с верхним отверстием камеры 25, при необходимости регулируется положение дистанционной втулки 26. Циркониевая трубка с наконечником убирается. Установка для сварки циркониевых трубок готова к работе.
Циркониевая трубка с наконечником устанавливается на привод зажима-вращения циркониевых трубок 4, включается распределитель 39. Пневмоцилиндр 20 перемещает коромысло 22, которое зажимает циркониевую трубку с наконечником между зажимным валом 23 и опорными валам 17 и 18. Включается привод перемещения циркониевых трубок 3, перемещая циркониевую трубку в сварочную камеру 6 до упора в дистанционную втулку 26, привод перемещения циркониевых трубок 3 выключается.
Выключается распределитель 40, пневмоцилиндр 28 с помощью тяги 29 перемещает толкатель 30, который закрывает шторки 31.
Включается привод перемещения оптической лазерной головки 7, оптическая лазерная головка 8 перемещается к сварочной камере 6 на необходимое фокусное расстояние, привод перемещения оптической лазерной головки 7 выключается.
Включается пропорциональный распределитель 49, в сварочную камеру 6 подается аргон для продувки камеры, расход аргона контролируется по расходомеру 51, пропорциональный распределитель 49 выключается.
Включается пропорциональный распределитель 47, в сварочную камеру 6 для защиты зоны сварки подается гелий, расход которого контролируется по расходомеру 48, влажность гелия контролируется датчиком влажности 45.
Включается электродвигатель 15, который вращает опорный вал 18. Опорный вал 18 вращает циркониевую трубку с наконечником, находящиеся внутри сварочной камеры 6.
Лазерный луч из оптической лазерной головки 8 подается через верхнее отверстие сварочной камеры 25 в зону сварки и сваривает циркониевую трубку с наконечником. Подача лазерного излучения выключается, далее выключается электродвигатель 15. Выключается пропорциональный распределитель 47, прекращая подачу гелия в сварочную камеру 6.
Включается привод перемещения оптической лазерной головки 7, оптическая лазерная головка 8 перемещается в исходное положение, привод перемещения оптической лазерной головки 7 выключается.
Включается распределитель 40, пневмоцилиндр 28 с помощью тяги 29 перемещает толкатель 30, который открывает шторки 31.
Включается привод перемещения циркониевых трубок 3, перемещая циркониевую трубку из сварочной камеры 6 в исходное положение, привод перемещения циркониевых трубок 3 выключается.
Выключается распределитель 39, пневмоцилиндр 20 перемещает коромысло 22, раскрепляя циркониевую трубку с наконечником. Циркониевая трубка с наконечником снимается с привода зажима-вращения циркониевых трубок 4, процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная камера | 2022 |
|
RU2796026C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ КАНАЛОВ НАПРАВЛЯЮЩИХ ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2152090C1 |
| Универсальная лазерная оптическая головка | 2017 |
|
RU2646515C1 |
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| Лазерная оптическая головка | 2016 |
|
RU2641213C2 |
| АГРЕГАТ ДЛЯ СВАРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2243869C2 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
Изобретение относится к сварке лазером, в частности к установке для сварки циркониевых трубок в среде защитных газов, и может быть использовано во всех отраслях промышленности. Установка содержит основание, установленную на кронштейн сварочную камеру, узел герметизации камеры. Над сварочной камерой установлен привод перемещения оптической лазерной головки. На сварочной камере закреплен привод узла герметизации. На основании с помощью болтов закреплен привод перемещения циркониевых трубок с установленным на нем приводом зажима-вращения циркониевых трубок, состоящим из корпуса привода, электродвигателя, ременной передачи, опорных валов, кронштейна пневмоцилиндра, пневмоцилиндра, оси, коромысла и зажимного вала. Пневмоцилиндр подключен к пневматической системе, которая состоит из блока подготовки воздуха, к которой подключен ресивер, реле давления, редукционные клапаны, распределители. Система подачи сварочных газов состоит из линии подачи гелия и линии подачи аргона. Линия подачи гелия соединена с датчиком влажности, который через фильтр соединен с пропорциональным распределителем, который через датчик расхода соединен с нижним отверстием сварочной камеры. Линия подачи аргона соединена с пропорциональным распределителем через фильтр. Пропорциональный распределитель соединен с датчиком расхода, который соединен с нижним отверстием сварочной камеры. Технический результат состоит в повышении качества сварного шва циркониевых трубок за счет удаления атмосферных газов, подачи защитных газов в сварочную камеру, точного позиционирования относительно лазерного луча и использования приводов вращения и фиксации циркониевых трубок. 9 ил.
Установка для сварки циркониевых трубок, содержащая основание, установленную на кронштейне сварочную камеру и узел герметизации камеры, отличающаяся тем, что над сварочной камерой установлен привод перемещения оптической лазерной головки, на сварочной камере закреплен привод узла герметизации, на основании с помощью болтов закреплен привод перемещения циркониевых трубок с установленным на нем приводом зажима-вращения циркониевых трубок, состоящим из корпуса привода, электродвигателя, ременной передачи, опорных валов, кронштейна пневмоцилиндра, пневмоцилиндра, оси, коромысла и зажимного вала, при этом пневмоцилиндр подключен к пневматической системе, которая состоит из блока подготовки воздуха и к которой подключен ресивер, реле давления, редукционные клапаны, распределители, при этом установка содержит систему подачи сварочных газов, состоящую из линии подачи гелия и линии подачи аргона, причем линия подачи гелия соединена с датчиком влажности, который через фильтр соединен с пропорциональным распределителем, который через датчик расхода соединен с нижним отверстием сварочной камеры, а линия подачи аргона соединена с пропорциональным распределителем через фильтр, при этом пропорциональный распределитель соединен с датчиком расхода, который соединен с нижним отверстием сварочной камеры.
| CN 104646804 A, 27.05.2015 | |||
| Способ очистки дивинила и изопрена от примесей, препятствующих полимеризации | 1960 |
|
SU138245A1 |
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |
| 0 |
|
SU157429A1 | |
| Система защиты для станка лазерной резки | 2019 |
|
RU2727372C1 |
| JP 4228283 A, 18.08.1992 | |||
| JP 2001087880 A, 03.04.2001 | |||
| US 20220274206 A1, 01.09.2022. | |||
