Изобретение относится к области сварки, в частности, к сварке неплавящимся электродом в среде защитного газа изделий замкнутого контура многогранных труб в вертикальном положении, и может найти применение в любой отрасли народного хозяйства и особенно в атомной энергетике при сварке в дистанционных условиях замыкающего шва снаряженной сборки с концевой деталью.
При сварке подобных соединений проблема состоит в том, чтобы конструкция стыкозамкового соединения обеспечивала возможность дистанционной с помощью манипулятора сборки соединения под сварку, надежную сварку соединения с удовлетворением таких требований к качеству швов, как стабильное проплавление по всему периметру стыка не менее, чем на толщину стенки многогранной трубы, отсутствие пор и трещин в шве, качественную защиту поверхности сварочной ванны как снаружи, так и изнутри изделия, отсутствие или уменьшение на поверхности граней и особенно ребер подрезов или менисков. Конструкция стыка должна обеспечивать возможность сварки горизонтально расположенного стыка двумя симметрично расположенными относительно оси изделия горелками, так как только в этом случае обеспечивается получение соединения с биением оси концевой детали относительно оси шестигранной трубы в требуемом допуске. Конструкция стыкового соединения должна быть максимально простой в изготовлении.
Известна конструкция стыкового соединения со съемной подкладкой, в которой выполнена проточка (ГОСТ 14771-78, с. 2). При сварке многогранных трубчатых изделий при подготовке стыка под сварку эту подкладку прихватывают к концевой детали, получая как бы основание замка и приближая этим стык к замковому соединению. Затем в этой подкладке выполняют прорези, образуя цангу под стык, шириной чуть больше ширины будущего сварного шва и глубиной чуть больше провисания металла сварочной ванны. Для устранения возможного при такой конструкции стыкового соединения мениска на торце концевой детали изготавливается фигурный буртик или может привариваться проволока. Аналогичный эффект достигается при программировании тока у ребер многогранника. Такая конструкция стыка обеспечивает дистанционную стыковку деталей. Наличие полости под стык обеспечивает условия для получения стабильного проплавления и при подаче внутри изделия защитного газа какую-то защиту поверхности сварочной ванны. Применение буртика (проволоки) или программирования тока обеспечивает допустимый мениск на ребрах.
К недостаткам такой конструкции относится сложность изготовления стыкуемых элементов многогранных трубчатых изделий или сложность аппаратуры программирования тока, необходимых для хорошего формирования шва.
Известна конструкция одностороннего замкового стыка, содержащая состыкованные элементы, на торце одного из которых выполнено основание замка (ГОСТ 14771-76, с. 2). Основание замка позволяет перед сваркой состыковать элементы многогранного трубчатого изделия с помощью манипулятора. При формировании шва отсутствуют подрезы, так как основание замка, расположенное под стыком, препятствует провисанию металла.
Недостатком такой конструкции является невозможность получить шов с качественным формированием и стабильным проплавлением при горизонтальном расположении стыка из-за сильного теплоотвода в концевую деталь. Повышенные токи и скос кромок на деталях не решают проблемы из-за ухудшения формирования и образования мениска на ребрах из-за увеличения объема жидкого металла сварочной ванны. Что же касается защиты обратной стороны шва, то защитный газ в зазор между основанием замка на концевой детали и стенкой многогранной трубы практически не попадает, воздух остается, т. е. защита изнутри не обеспечена.
Указанная конструкция стыкового соединения (ГОСТ 14771-76, с. 2) по своей технической сущности и достигаемому эффекту является наиболее близкой предлагаемой и поэтому выбрана за прототип.
Целью изобретения является повышение качества сварного соединения путем стабилизации глубины проплавления по всему периметру стыка и улучшение газовой защиты изнутри.
Для достижения поставленной цели в стыковом замковом соединении, содержащем трубчатый элемент и состыкованную с ним концевую деталь, на торце которой выполнено основание замка, последнее выполнено в виде отдельных выступов под каждым ребром трубчатого элемента, сечение которых представляет равнобедренный треугольник высотой от 1,25 до 1,75 толщин многогранного трубчатого элемента и с углом при вершине, равным соответствующему углу многоугольного сечения трубчатого элемента.
Новизна предложения заключается в новой форме выполнения основания замка и соотношении размеров его сечения.
Такая совокупность взаимосвязанных между собой признаков из патентной и научно-технической литературы заявителю неизвестна.
Предлагаемое решение технической задачи позволяет повысить качество сварного соединения за счет получения стабильного проплавления по всему периметру стыка многогранного изделия, так как, оставляя основание замка только под ребрами, обеспечиваются, во-первых, хорошие условия для стабильного проплавления и хорошего формирования шва на гранях, которые свободны, а во-вторых, отбирая на ребрах часть избыточного тепла, обусловленного многогранной формой изделия, так как тепло вводится в ребро с обеих сторон, обеспечивают с одной стороны стабильное проплавление, с другой стороны хорошее формирование (минимальный мениск) как за счет отбора тепла, так и за счет препятствия выступов замка проникновению расплавленного металла внутрь изделия. Кроме того, поскольку основание замка на гранях отсутствует, а под ребрами ширина выступа мала, обеспечивается хорошая защита изнутри.
Таким образом, новая совокупность взаимосвязанных между собой признаков по сравнению с прототипом позволяет повысить качественную характеристику положительного эффекта и обладает существен- ными отличиями.
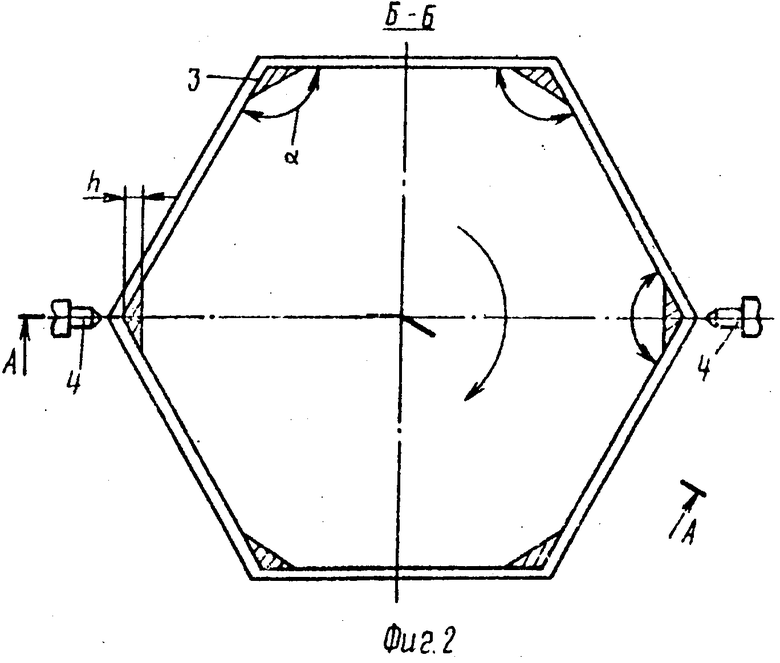
На фиг. 1 показано сечение вдоль стыкового замкового соединения кольцевого стыка шестигранного трубчатого изделия (разрез А-А на фиг. 2); на фиг. 2 - сечение поперек стыкового замкового соединения кольцевого стыка шестигранного трубчатого изделия (разрез Б-Б на фиг. 1).
Стыковое замковое соединение под сварку кольцевых стыков многогранных трубчатых изделий содержит шестигранный трубчатый элемент (трубу) 1 толщиной δ, с которым состыкована концевая также шестигранная деталь 2, на торце которой основание замка выполнено в виде отдельных выступов 3 под каждым ребром трубчатого элемента 1, сечение которых представляет собой равнобедренный треугольник высотой от 1,25 до 1,75 толщин многогранного трубчатого элемента и с углом α при вершине, равным соответствующему углу 120о (в случае шестиугольника) многогранного сечения трубчатого элемента 1. А длина l каждого из выступов 3 составляет (В/2-5/7), где В - ширина будущего сварного шва.
Сварку соединения осуществляют следующим образом.
В сварочную установку с помощью крана вставляют шестигранный трубчатый элемент 1, который в вертикальном положении закрепляется в ней. В шестигранный трубчатый элемент 1 манипулятором вставляют концевую деталь 2, которая центрируется с помощью треугольных выступов 3 на ее торце. При этом зазор Δ между выступами 3 замка и шестигранной трубой 1 в соединении составляет 0-0,1 мм. Затем для обеспечения плотного соединения концевая деталь 2 вдавливается в шестигранный трубчатый элемент 1 с усилием в 100 кг. После этого к соединению подводятся сварочные горелки 4, располагаемые симметрично относительно оси изделия, и выполняется точечная прихватка, по одной точке на каждой грани. При прихватке и сварке внутрь изделия поддувают защитный газ. Затем выполняется сварка двумя горелками 4. Изделие при сварке поворачивается на 190-200о. После остывания изделие вынимается краном из установки и переносится на участок, где исследуется качество швов. Качество швов оценивается методом визуального осмотра, цветной дефектоскопии и рентгеновского просвечивания. Индикаторной головкой (ИГ ГОСТ 577-68) оценивается провисание металла на ребрах. Качество швов должно соответствовать ОСТ 95.503-84.
Примеры конкретного выполнения предлагаемого стыкового замкового соединения.
Сваривали на сварочной установке СА 456 шестигранный элемент 1 из материала 12X18Н10Т размером под ключ 100 мм и толщиной стенки 2 мм с концевой деталью 2 из того же материала. На торце концевой детали около ребер выфрезировывали выступы 3 равнобедренного треугольного, при этом остальная часть концевой детали 2 представляла собой в месте стыка на глубину 10 мм шестигранную трубу с размером под ключ 100 мм и толщиной стенки 2 мм. Образцы сваривали при вертикальном расположении оси изделия горелками 4, диаметрально противоположно установленными относительно стыка. Перед сваркой стык собирали на шести прихватках по одной из каждой грани. Сварку и прихватку выполняли лантанированным вольфрамовым электродом диаметром 3 мм с заточкой на угол 30о, с притуплением 0,5-1мм. Защитный газ аргон. Расход газа в горелку 20 л/мин, в шлейф 50 л/мин, внутрь изделия 20 л/мин. При сварке на оптимальном режиме выступ 3 препятствует заглублению расплавленного металла на ребрах стыка и отводит лишнее тепло в концевую деталь 2, обеспечивая оптимальные условия сварки этого участка шва. Подаваемый внутрь изделия аргон свободно подходит к обратной стороне сварочной ванны с обеспечением высококачественной защиты. Выступы 3 из-за небольших размеров не задерживают воздух и не создают помех для качественной защиты обратной стороны стыка. После сварки образцов был проведен контроль качества швов визуальным осмотром, металлографическим исследованием, цветной дефектоскопией и рентгеновским просвечиванием. Кроме того, индикаторной головкой проверяли провисание металла шва на ребрах. Режимы сварки соединения следующие: ток сварки 80 А, скорость вращения изделия при сварке 0,35 об/мин, длина дуги 1,5±0,5 мм.
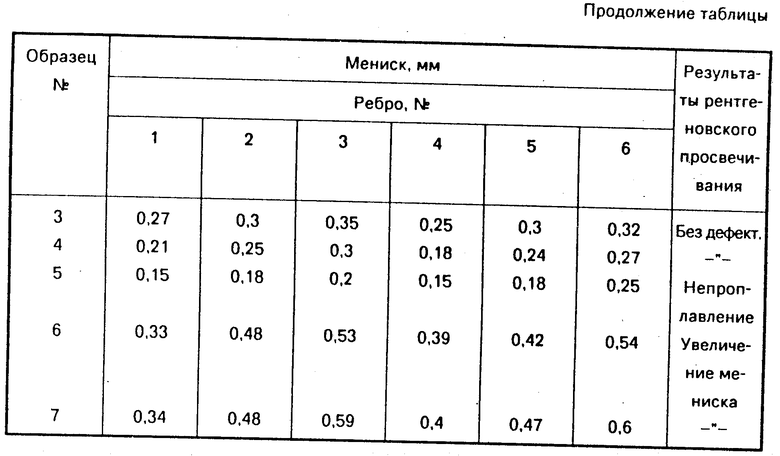
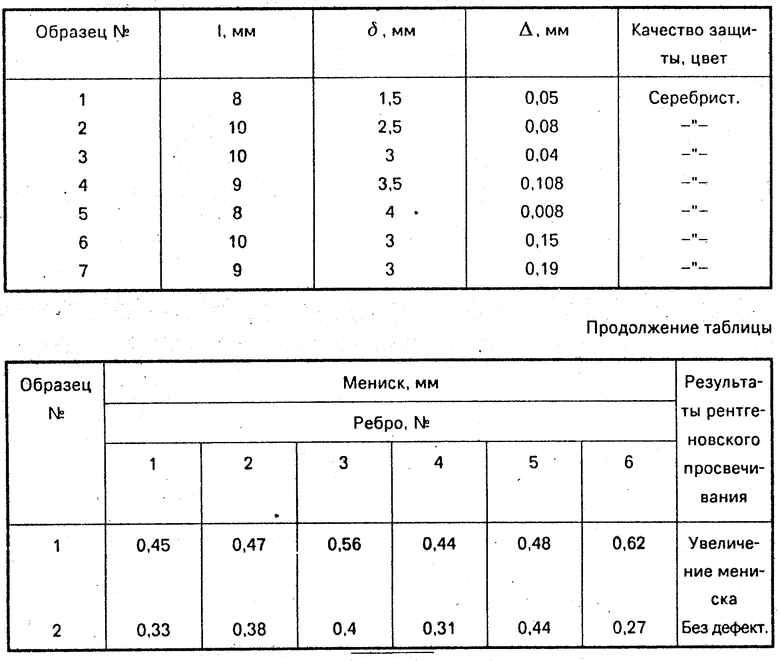
Результаты испытаний представлены в таблице.
Из результатов испытаний, представленных в таблице, можно сделать следующие выводы. Если высота выступа меньше чем 1,25, то при сварке возможно расплавление бурта и проникание расплавленного металла внутрь стыка и, как следствие, существенное увеличение мениска на ребре. При высоте больше чем 1,75 из-за большого теплоотвода в концевую деталь получено несплавление на одном из ребер (образце 5). При превышении зазора на стыке 0,108 мм провисание на стыке возрастает (образцы 6,7). Наилучшее формирование получается при выборе высоты выступа, не выходящей за выбранное соотношение, и при зазоре в стыке, не превышающем (0-0, 108) мм (образцы 2, 3,4). Длина выступа не должна быть меньше, чем половина ширины сварочной ванны с обратной стороны шва, а увеличение длины не приводит ни к какому положительному эффекту, а только увеличивает количество металла в нем и усложняет обработку.
Предлагаемое техническое решение по сравнению с прототипом позволяет повысить качество сварного соединения и увеличить срок его службы за счет повышения коррозионной стойкости соединения и качественного формирования сварного шва. (56) ГОСТ 14771-76.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО ЗАМКОВОГО СОЕДИНЕНИЯ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2510316C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Устройство для автоматической сварки по замкнутому контуру | 1982 |
|
SU1082600A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ | 2004 |
|
RU2262423C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ШТАМПОСВАРНЫХ ДОНЬЕВ | 2009 |
|
RU2415741C1 |
Изобретение относится к области сварки, в частности к сварке неплавящимся электродом в среде защитного газа изделий замкнутого контура многогранных труб в вертикальном положении, и может найти применение в любой отрасли народного хозяйства. Предложенное соединение повышает качество сварного соединения путем обеспечения стабильности проплавления по всему периметру стыка за счет регулирования условий теплоотвода и формирования сварного шва, а также улучшает газовую защиту изнутри. Стыковое замковое соединение содержит трубчатый элемент 1 и состыкованную с ним концевую деталь 2, на торце которой выполнено основание замка в виде отдельных выступов 3 под каждый ребром трубчатого элемента 1 равнобедренного треугольного сечения в плоскости торца концевой детали 2 высотой h = (1,25 - 1,75) δ, где d - толщина многогранного трубчатого элемента 1, мм, и углом при вершине, равным соответствующему углу многоугольного сечения трубчатого элемента. 1 табл. , 2 ил.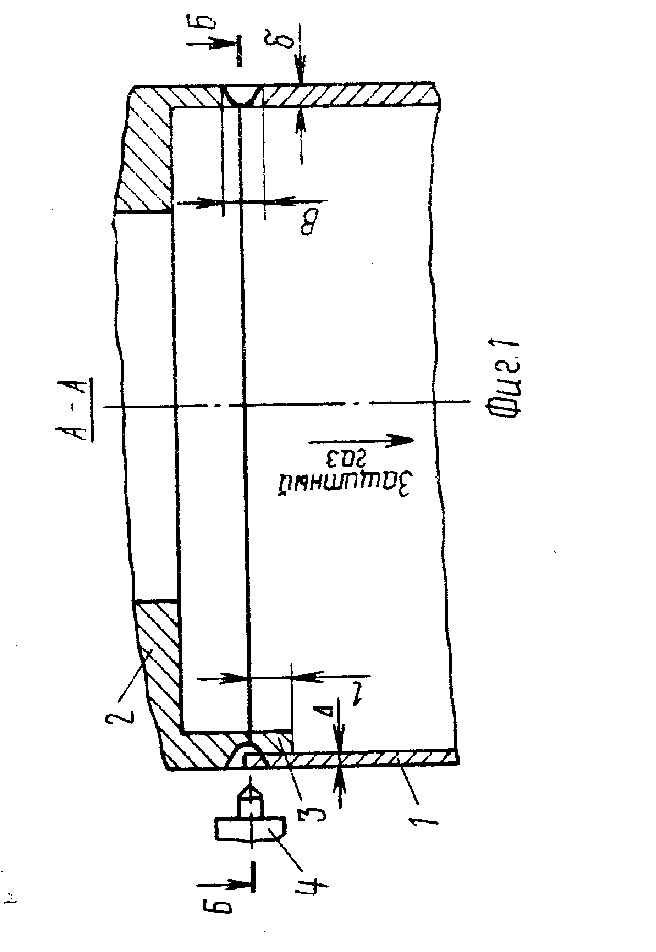
СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ, содержащее многогранный трубчатый элемент и состыкованную с ним концевую деталь, на торце которой выполнено основание замка, отличающееся тем, что, с целью повышения качества сварного соединения путем стабилизации проплавления по всему периметру стыка и улучшения газовой защиты изнутри, основание замка выполнено в виде отдельных выступов под каждым ребром трубчатого элемента, сечение которых представляет собой равнобедренный треугольник высотой от 1,25 до 1,75 толщин многогранного трубчатого элемента и с углом при вершине, равным соответствующему углу многоугольного сечения трубчатого элемента.

