Известен станок для армирования металлическими кольцами бумажных патронов прядильных и крутильных машин, включающий бункер для натронов, два магазина для верхних и нижних колец, механизм транспортировки патронов на рабочее место и надевания нижних колец, механизмы для опрессовки нижнего и верхнего кольца и выталкиватель готовых натронов. Однако этот станок не может быть использован, например, при армировке бумажных патронов с нижним пояском в том случае, когда надевание нижнего металлического кольца на патрон производится сверху патрона, вследствие чего в этом случае надевание колец на патрон производят вручную с последующим обжатием их на оправках.
Описываемый станок для повышения производительности при армировании указанных патронов автоматизирует этот процесс. С этой целью в нем механизм для опрессовки нижнего кольца патрона имеет опрессовочный шток с пуансопом, получающий движение от щатунмо-1сривош1шного привода, и револьверную головку с шестью расположенными по окружности гнездами, несущими опрессовочные матрицы для последовательной опрессовки нижних колец на вставленных в матрицы патронах, а механизм для опрессовки верхнего кольца выполнен в виде цангового блока, состоящего из трех цанг, укрепленных в дисковом держателе, снабженном подпружиненной дисковой обоймой для трехкратного обжима цанг с кольцами и привода посредством поводка от кулачка распределительного вала. Выталкиватель готовых натронов из головки выполнен 3 виде подпружиненной штанги, получающей возвратно-поступательное движение от кулачка через рычажную передачу.
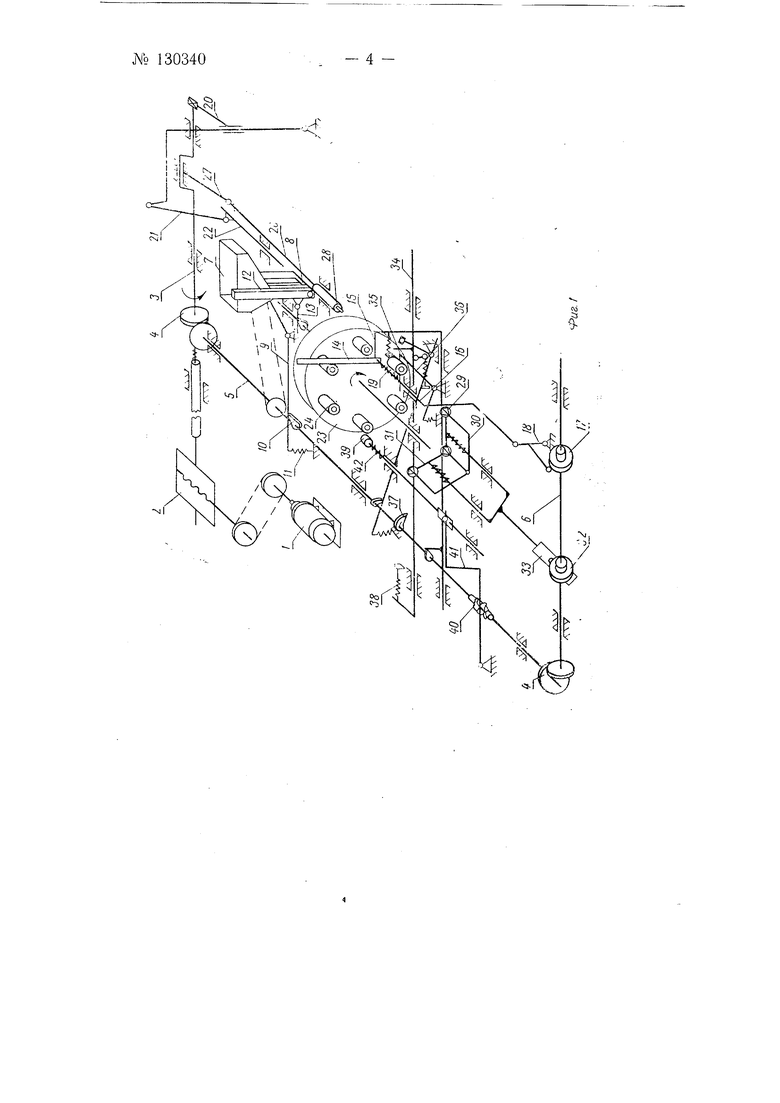
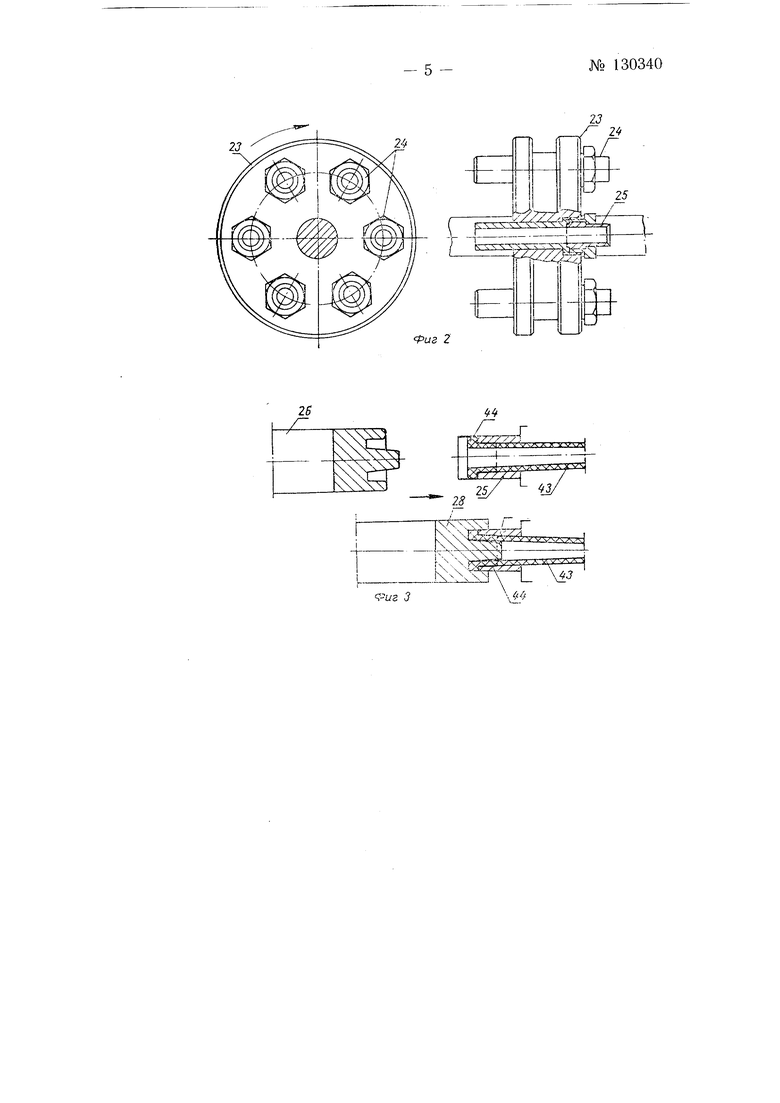
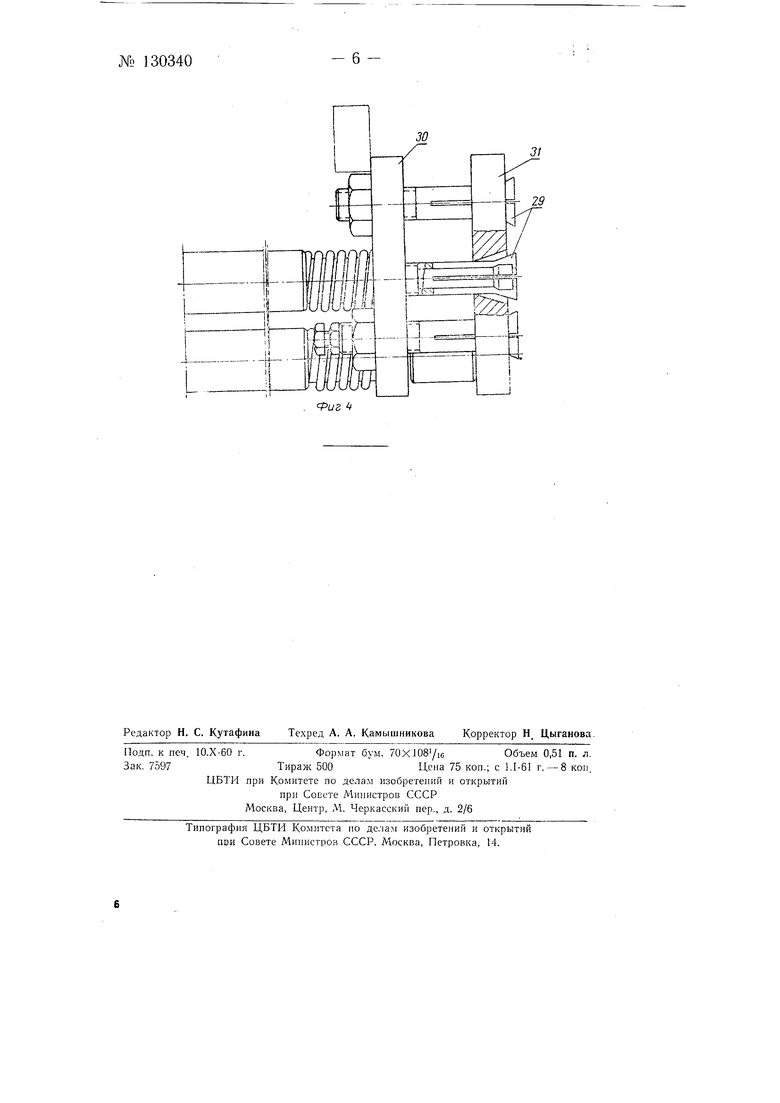
130340- 2 -На фиг. 1 изображена схема станка для армирования металлическими кольцами бумажных иатронов; на фиг. 2 - револьверная головка с опрессовочными матрицами (в двух нроекциях); на фиг. 3-онрессовка нижнего кольца, (два положения); на фиг. 4-цанговый блок для опрессовки верхнего кольца.
Станок нриводится в движение от электродвигателя }, иередающего вращение через редуктор 2 на распределительный коленчатый вал 5 и через конические передачи 4 на продольный вал 5 и поперечный вал 6. несущие кулачки для приведения в движение механизмов для армирования патронов. На станине станка неподвижно закреплен бункер 7, в нижней части которого находятся лоток 8 для приема очередного иатрона из бункера и отсекатель 9, работающий от кулачка 10, закрепленного на валу 5, и пружины 11. К бункеру 7 неподвижно прикреплен магазин 12 для нижних армировочных колеи. В нижней частн магазин 12 имеет ограничитель 13, препятствующий нроизвольному выпаданию колец из магазина. Магазин 14 для верхних колец закреплен неподвижно на станине станка, у его нижней части иаходитея фиксатор 15 и толкатель 16, который работает от кулачка 17, закрепленного на валу б, через систему рычагов 18 и пружину /-9.
Механизм транспортировки патронов от бункера 7 на рабочее место и надевания прн этом на пятрон нижнего кольца выполнен в виде приводимого в движение кулисным механизмом 20 от распределительного коленчатого вала 3 через тягу 21 рычага 22, направляющего патроны в револьверную головку 23 с шестью расположенными но окружности головки гнездами 24, несущими опрессовочные матрицы 25. Для оирессовки нижнего армировочного кольца на патроне станок снабжен опрессовочным штоком 26, получающим возвратно-поступательное движение от KpHBOHJHna коленчатого вала 3 и шатуна 27. На конце щтока 26 укреплен опрессовочный пуансон 28. Для опрессовки верхнего кольца на патроне служит цанговый блок, состоящий из трех цанг 29, укрепленных в дисковом держателе 30, снабженном подпружиненной дисковой обоймой 31 для трехкратного обжит цанг 29 с кольцами. Цанговый блок приводится в движение от кулачка 32, закрепленного на валу 6 через поводок 33.
Револьверная головка 23 поворачивается от ползуна 34, захватывающего приспособления 35 и фиксатора 36. Ползун 34 работает от кулачка 37, закрепленного на валу 5, и пружины 38. Выталкиватель 39 готовых патронов работает от кулачка 40 через систему рычагов 41 и пружину 42.
Работа станка нри армировке патронов металлическими кольцами происходит следующим образом.
Бункер 7 загружают патронами, а магазины 12 и 14 соответственно нижними и верхними металлическими кольцами. Из бункера 7 очередной патрон 43 подается в лоток 8, и одновременно в магазинах 12 и 14 фиксируются кольца у ограничителей. Вслед за этим совершает рабочий ход рычаг 22. При этом происходит надевание нижнего кольца 44 на движущийся патрон 43, который вместе с кольцом 44 поступает в матрицу 25, закрепленную в гнезде 24 револьверной головки 23, при этом нижнее кольцо перемещается по патрону 43 к его нижнему основанию, а на верхнее основание патрона надевается верхнее армировочное кольцо. После этого револьверная головка 23 поворачивается на угол 60° при помощи захватывающего приспособления 35 и фиксируется в этом положении фиксатором 36. В это время опрессовочный шток 26 делает рабочий ход и спрессовывает при помощи пуансона 28 нижнее кольцо (см. фиг. 3).
Одновременно работает и цанговый блок (см. фиг. 4), который на этой познции производит предварительную обжимку края верхнего кольца на патроне. Затем цанга 29 и опрессовочный шток 2(5 отходят в заднее положение, головка 23 делает еще один поворот, становится в третью нозицию, цанговый блок делает сначала п„1отный, гладкий обжим верхнего кольца, а при следующем повороте головки 23 окончательно отделывает верхнее кольцо ца патроне. Когда револьверная головка 23 подается на пятую позицию, в работу вступает выталкиватель 39, выбрасывающий готовый патрон в тару. Во время поворотов револьверной головки 23 в ее матрицы каждый раз подается новый патрон из 7, который последовательно проходит через все стадии обработки колец на патроне, вследствие чего при каждом повороте головки на 60° станок выдает готовый армированный патрон.
Предмет изобретения
1.Станок для армирования металлическими кольцами бумажных патронов прядильных и крутильных машин, включающий бункер для патронов, два магазина для верхних и нижних колец, механизм транспортировки патронов нарабочее место и надевания нижних колец, механизмы для онрессовки нижнего и верхнего кольца и выталкиватель готовых патронов, отличающийся тем, что, с целью повышения производительности путем автоматизации процесса и повышения качества армирования, механизм для онрессовки нижнего кольца патрона имеет оирессовочный шток с пуансоном, получающий движение от шатуннокривошинного привода, и револьверную головку с щестью располож.енными по окружности гнездами, несуш,ими опрессовочные матрицы для последовательной оирессовки нижних колец на вставленных в матрицы патронах.
2.Станок по п. 1, отличающийся тем, что механизм для опрессовки верхнего кольца выполнен в виде цангового блока, состоящего из трех цанг, укрепленных в дисковом держателе, снабженном подпружиненной дисковой обоймой для трехкратного обжит цанг с кольцами и привода посредством поводка от кулачка распределительного вала.
3.Станок по п. 1, отличающийся тем, что выталкиватель готовых патронов из головки выполнен в виде подпружиненной штанги, получающий возвратно-поступательное движение от кулачка через рычажную передачу.
- 3 -№ 130340
2
j(
ss cssi -jsisfez,
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для армирования металлическими кольцами основных бумажных патронов | 1957 |
|
SU113703A1 |
| Станок для армирования уточных патронов | 1957 |
|
SU108763A1 |
| Станок для армирования патронов металлическими кольцами | 1959 |
|
SU126739A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Станок для армирования металлическими кольцами патронов для основной пряжи | 1955 |
|
SU103332A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| УСТРОЙСТВО для УПАКОВКИ СТЕРЖНЕОБРАЗНЫХ | 1973 |
|
SU397429A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ВНУТРЕННЕГО ПРОСТРАНСТВА КАНАЛЬНОГО ГРАФИТОВОДЯНОГО ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2264667C2 |
| МЕХАНИЗИРОВАННЫЙ ЩИТОВОЙ КОМПЛЕКС ДЛЯ СООРУЖЕНИЯ ТОННЕЛЕЙ СО СБОРНОЙ ОБЖАТОЙ В ПОРОДУ ОБДЕЛКОЙ | 1988 |
|
RU2018677C1 |
26
«4
гтгтахтгУУч A X V учл| I1
„2 25/ y
28
.rX - t;:vzii.faxrs vr v
KviX;5r L
-иг
