Изобретение относится к области изготовления трубчатых элементов методом сварки стыков труб неплавящимся электродом в среде защитного газа и может быть использовано в машиностроении, например в котлостроении, в химическом машиностроении, в судостроении при изготовлении поверхностей нагрева.
Известен способ сборки и сварки труб в среде защитного газа, реализованный в установке для аргонодуговой сварки, содержащей станину с механизмом регулирования оси сварки машины по высоте, двух вращателей труб в виде шпинделей, на каждом из которых попарно закреплены трехкулачковые патроны с механизмами ввода ключа в гнездо патрона и вращения ключа для перемещения кулачков патрона, при этом шпиндели соединены общим валом привода синхронного вращения их, а процесс сварки ведут на непрерывном или импульсном включении сварочного тока без колебания или с колебанием электрода с регулируемой амплитудой (см. 03352/off415, трубосварочная машина тип 415RCM2 с входным и выходным рольгангом фирмы Дейма, ГДР, заявка N 93040014).
По этому способу обеспечивается подача труб во вращатели, беззазорная сборка труб (их стыка) с помощью выдвижного упора, установка стыка по оси сварки, зажим патронов путем установки гнезда патрона соосно с ключом, и ввода ключа в гнездо патрона, зажим патрона вращением ключа от привода перемещения кулачков, синхронное вращение труб в процессе сварки, сварка стыков труб с колебанием электрода горелки и без колебания его, продольное перемещение изделия механизмом подачи входного и выходного рольганга.
Способ не предусматривает контроль соосности труб перед сваркой, не обеспечивает возможность поворота одной трубы относительно другой и их перемещение в плоскости измерения и устранения несоосности, что не исключает некачественную сборку и сварку стыков в автоматическом режиме изготовления изделия. Процесс зажима и разжима труб во вращателях требует предварительной установки патронов вращателей до совпадения осей гнезда приводов кулачков патронов с осями ключей зажимов устройств, что увеличивает время цикла сборки и сварки каждого стыка труб.
Известен способ сборки и сварки труб в среде защитного газа, принятый в качестве прототипа, при котором подают первую трубу через проходное отверстие первого вращателя во второй вращатель с одновременным измерением величины подачи, осуществляют торможение и реверс трубы на замедленной скорости на заданное расстояние до установки ее торца по оси электрода сварочной горелки, зажимают первую трубу во втором вращателе, подают вторую трубу с измерением величины подачи, зажимают вторую трубу в первом вращателе, измеряют по наружным поверхностям труб в зоне свариваемого стыка величину смещения свариваемых кромок, определяют и регулируют максимальную величину смещения кромок поверхностей труб путем поворота одной из труб относительно другой, регистрируя при этом угол поворота, и перемещают одну из труб в плоскости измерения величины смещения кромок в направлении уменьшения этой величины до заданного значения, процесс сварки осуществляют с перекрытием зоны шва, выполненной в режиме прихватки на уменьшенном сварочном токе, а после сварки и разжима кулачков патронов выполняют возврат вращателей в исходное положение путем вращения на измеренный угол поворота. (см. патент RU 2039640, B 23 K 31/02; B 23 K 101/6).
По этому способу обеспечивается подача труб с установкой торцов их по оси электрода сварочной головки с применением операций измерения величины подачи с формированием сигналов по числу электрических импульсов, пропорциональному величине подачи, сравнение этих сигналов с введенными в память управляющего устройства для управления технологическим процессом в память управляющего устройства для управления технологическим процессом операций сборки труб под сварку, производится измерение по наружным поверхностям труб в зоне свариваемого стыка величины смещения кромок с последующим регулированием максимальной величины смещения кромок путем поворота одной из труб относительно неподвижной второй и (или) перемещением одной из труб в плоскости измерения величины смещения в направлении уменьшения этой плоскости до заданного допустимого предела, введенного в память управляющего устройства с измерением и введением в память управляющего устройства углового перемещения одной трубы относительно другой и, соответственно, одного из вращателей относительно другого для формирования сигнала и выполнения операции возврата вращателя в исходное состояние.
Наличие в способе операции возврата вращателей в исходное состояние до совмещения оси гнезда привода кулачков патронов с осью ключа механизма перемещения кулачков патронов перед выполнением операций и зажима кулачков патронов, увеличивает время цикла сварки каждого стыка труб. В способе отсутствует контроль выполнения операции зажима и разжима труб кулачками патронов, что прерывает цикл автоматического ведения технологического процесса на период оперативного контроля выполнения операций зажима и разжима труб в кулачках патронов. Электрод сварочной горелки не имеет опоры для базирования его в наружную поверхность свариваемых труб, что снижает точность положения электрода относительно свариваемых поверхностей и ведет к нестабильному процессу формирования сварного соединения. Положение оси электрода относительно оси стыка устанавливается визуально, что не исключает случаев смещения электрода горелки аргонодуговой сварки с оси стыка, ведущего к снижению качества технологического процесса.
Известно устройство для осуществления способа, содержащее основание, на котором смонтирована с возможностью установочного перемещения в вертикальной плоскости станина, на которой установлены приводные механизмы реверсивной подачи труб с датчиками измерения длин труб в процессе их перемещения и вращатели труб со шпинделями, каждый из которых оснащен двумя трехкулачковыми патронами с механизмом перемещения кулачков патронов с ключом, контактирующим с имеющими гнездами приводами перемещения кулачков в каждом патроне, вращатели соединены валом с реверсивным приводом синхронного вращения шпинделей, корпус одного из вращателей смонтирован на станине с возможностью установочного перемещения от индивидуального привода в плоскости, параллельной плоскости основания; головку аргонодуговой сварки с механизмами ее установочного перемещения относительно свариваемого стыка и с механизмами колебания горелки и подачи присадочной проволоки, при этом реверсивный привод синхронного вращения шпинделей снабжен датчиком положения, установленным на его валу, и соединен с валом вращателей посредством электромагнитной муфты с возможностью раздельного реверсивного вращения одного из шпинделей вращателя, один из патронов каждого шпинделя снабжен датчиком контроля положения гнезда привода кулачков патрона относительно оси ключа механизма перемещения кулачков патронов, управляющий элемент которого закреплен на патроне с возможностью регулирования положения его относительно гнезда привода патрона и датчика этого механизма, который закреплен на станине с возможностью установочного перемещения относительно оси вращения патрона, каждый привод механизма реверсивной продольной подачи изделий снабжен датчиком положения, закрепленным на валу привода и электрически связанным с управляющим устройством, механизм же контроля несоосности собираемых труб выполнен в виде подпружиненных штанг с регулируемой длиной, контактирующих посредством рычажной системы с наружной поверхностью свариваемых труб и датчиками измерения размера несоосности (см. патент РФ N 2039640, кл. B 23 K 31/02, 20.07.95).
Этим устройством обеспечивается подача труб во вращатели на заданное расстояние, введенное в память управляющего устройства (управляющей вычислительной машины), установка свариваемых торцов труб на заданном расстоянии от оси электрода сварочной головки, совместное или раздельное реверсивное вращение шпинделей вращателей с зажатыми в трехкулачковых патронах трубами, измерение по наружным поверхностям труб в зоне свариваемого стыка величины смещения свариваемых кромок и корректирование величины несоосности смещением одного из вращателей в плоскости измерения этой величины или вращением второго вращателя в направлении уменьшения величины несоосности до заданного допустимого предела, введенного в память управляющего устройства.
Однако при выполнении операций зажима и разжима труб в патронах вращателей требуется дополнительная затрата времени, необходимого на установку патронов в исходное положение, т.е. когда патроны должны быть повернуты до совмещения оси гнезда привода кулачков патронов с осью торцового ключа привода перемещения кулачков для выполнения операций ввода ключа в гнездо патрона и перемещения его кулачков, что снижает производительность труда.
Головка аргонодуговой сварки не имеет механической связи с поверхностью свариваемых элементов, что влияет на величину междугового промежутка и отрицательно сказывается на стабильности технологического процесса сварки.
Мундштук механизма подачи присадочной проволоки не имеет механизма регулировочного перемещения его поперек стыка свариваемых изделий одновременно с возможностью регулирования угла между осью электрода горелки и направлением подачи присадочной проволоки, а также положения мундштука относительно оси электрода горелки вдоль и поперек упомянутой оси, что сужает технологические возможности головки аргонодуговой сварки.
Механизм колебания горелки по своим параметрам не увязан с импульсным включением сварочного тока, что снижает качество технологического процесса.
Задача изобретения - расширение технологических возможностей, повышение производительности и качества технологического процесса. Это достигается тем, что в способе сборки и сварки труб, при котором подают первую трубу через проходное отверстие первого вращателя во второй вращатель с одновременным измерением величины подачи, осуществляют реверс трубы на пониженной скорости на заданное расстояние до установки ее торца по оси электрода сварочной головки, зажимают первую трубу во втором вращателе, подают вторую трубу на заданное расстояние с измерением величины подачи, зажимают вторую трубу в первом вращателе, измеряют по наружным поверхностям труб в зоне свариваемого стыка величину смещения свариваемых кромок, определяют и регулируют максимальную величину смещения кромок поверхностей труб путем поворота одной из труб относительно другой и(или) перемещения одной из труб в плоскости измерения величины смещения кромок в направлении уменьшения этой величины до заданного значения, процесс сварки осуществляют с перекрытием зоны шва, выполненной в режиме прихватки на уменьшенном сварочном токе, в процессе сборки труб под сварку зажим и разжим труб выполняют при любом угловом положении кулачков патронов вращателей в плоскости их поворота, контролируют и формируют сигнал выполнения операций зажима и разжима труб в патронах вращателей и вводят в память управляющего устройства, а процесс сварки ведут с опорой сварочной головки на наружную поверхность свариваемых труб в зоне измерения величины несоосности их в свариваемом стыке, формируют и вводят в память управляющего устройства сигнал положения оси электрода сварочной горелки относительно оси стыка, жестко фиксируют горелку по оси стыка при наведении ванны и выполнении процесса сварки без применения колебания ее и расфиксируют горелку после выполнения операции наведения ванны и заварки корня шва в случае выполнения последующего заплавления разделки свариваемых кромок с применением колебания горелки относительно оси стыка, при этом величину амплитуды колебания электрода сварочной горелки выбирают в зависимости от геометрических размеров разделки кромок и толщины свариваемых элементов по следующей зависимости с округлением результата в миллиметрах до целого числа:
где a - амплитуда колебания острия электрода горелки, мм;
b - суммарная величина разделки свариваемых кромок, измеренная по наружным поверхностям труб, мм;
c - толщина кромок корня шва, мм;
s - толщина стенок свариваемых труб, мм;
k - коэффициент, установленный экспериментально и выбирается в пределах 1,5 - 1,6,
частоту колебания горелки выбирают кратной величине продолжительности импульса включения сварочного тока с совмещением во времени его с циклом или нескольких полных периодов колебания электрода горелки; при этом подачу присадочной проволоки ведут с задержкой времени после включения сварочного тока и прекращают подачу ее с опережением выключения сварочного тока.
В предлагаемом устройстве для осуществления способа каждый из трехкулачковых патронов выполнен в виде ступицы, жестко закрепленной фланцем на шпинделе вращателя труб, в направляющих пазах которой подвижно к оси вращения патрона установлены кулачки с закрепленными в них подшипниками качения, контактирующими наружными кольцами с наклонной поверхностью паза вставок муфты, на обойме которой нажимное кольцо смонтировано с помощью подшипников качения и соединено шарнирно с силовым цилиндром перемещения кулачков посредством двухплечих рычагов и тяг, соединенных с общей поворотной осью, закрепленной посредством подшипниковых опор на верхних полукорпусах вращателей труб, головка аргонодуговой сварки снабжена дополнительной опорой в виде лапы, контактирующей с наружной поверхностью одной из свариваемых труб и соединенной жестко со стойкой, закрепленной в направляющем корпусе регулируемо на разный диаметр свариваемых изделий с помощью резьбовой части стойки и гайки, закрепленной поворотно на упомянутом корпусе, мундштук механизма подачи присадочной проволоки закреплен в подпружиненной направляющей, в пазу которой установлена винтовая пара, гайка которой выполнена в виде оси, закрепленной поворотно в стойках кронштейна и соединенной резьбовой частью с гайкой перемещения упомянутого мундштука поперек стыка труб, а упомянутый кронштейн жестко закреплен на выдвижной рейке с винтовым упором регулирования угла наклона мундштука к оси электрода сварочной горелки, закрепленной совместно с упомянутой выдвижной рейкой на поворотной штанге, закрепленной посредством подшипникового корпуса на основании механизма колебания горелки, выполненного в виде планки, жестко закрепленной на упомянутой поворотной штанге и контактирующей с толкателями пневмоприводов регулируемого винтовыми упорами поворота ее, фиксируемого датчиками контроля положения горелки, установленными симметрично относительно оси свариваемого стыка, и с фиксатором, выполненным в виде приводной штанги с пазом, контактирующим с выступом упомянутой планки.
Выполнение операций зажима и разжима труб независимо от предварительного углового положения кулачков патронов вращателей в плоскости их поворота с контролем и формированием сигнала выполнения операций зажима и разжима труб в патронах вращателей с введением в память управляющего устройства отсутствует в известных устройствах и позволяет повысить производительность за счет сокращения времени на выполнение операций установки гнезда привода кулачков патронов по оси ключа и ввода его в гнездо привода кулачков.
Выполнение процесса сварки с опорой сварочной головки на наружную поверхность свариваемых труб в зоне измерения величины несоосности их в свариваемом стыке с формированием и введением в память управляющего сигнала положения оси электрода сварочной горелки относительно оси стыка, с жестким фиксированием горелки по оси стыка при наведении ванны и выполнении процесса сварки без применения колебания ее и с расфиксированием горелки после выполнения операции наведения ванны и заварки корня шва в случае выполнения последующего заплавления разделки свариваемых кромок с применением колебания горелки относительно оси стыка не известно и позволяет улучшить качество сварного соединения за счет повышения стабильности технологического процесса путем поддержания в более точных пределах междугового промежутка и повышения точности установки электрода горелки относительно свариваемых кромок стыка труб.
Выбор величины амплитуды колебания электрода горелки в зависимости от геометрических размеров разделки кромок и толщины свариваемых элементов позволяет повысить качество сварного соединения за счет выбора оптимальной зоны плавления кромок соединяемых элементов и повысить производительность за счет сокращения времени на операциях выбора режима сварки при переходе на другие типоразмеры свариваемых изделий.
Выбор частоты колебания горелки кратной величине продолжительности импульса включения сварочного тока с совмещением его во времени с циклом одного или нескольких полных периодов колебания электрода горелки не известно и позволяет повысить качество технологического процесса за счет равномерного нагрева свариваемых кромок и стабильности технологического процесса.
Выполнение операции подачи присадочной проволоки с задержкой времени после включения сварочного тока и прекращение импульса подачи ее с опережением выключения сварочного тока не известно и позволяет повысить качество сварного соединения за счет стабильности плавления проволоки и равномерного заполнения ванны присадочным материалом.
Выполнение каждого из трехкулачковых патронов в виде ступицы, жестко закрепленной на шпинделе вращателя, в направляющих пазах которой подвижно к оси вращения патрона установлены кулачки с закрепленными в них подшипниками качения, контактирующими наружными кольцами с наклонной поверхностью паза вставок муфты, на обойме которой нажимное кольцо смонтировано с помощью подшипников качения и соединено шарнирно с силовым цилиндром перемещения кулачков посредством двухплечих рычагов и тяг, соединенных с общей поворотной осью, закрепленной посредством подшипниковых опор на верхних полукорпусах вращателей труб, позволяет осуществить операцию сборки труб под сварку по предлагаемому способу.
Головка аргонодуговой сварки снабжена дополнительной опорой в виде лапы, контактирующей с наружной поверхностью одной из свариваемых труб и соединенной жестко со стойкой, закрепленной в направляющем корпусе регулируемо на разные диаметры свариваемых изделий, позволяет осуществить ведение процесса сварки по предлагаемому способу.
Крепление мундштука механизма подачи присадочной проволоки с возможностью оперативного регулирования положения оси подачи проволоки относительно оси стыка и электрода горелки аргонодуговой сварки позволяет повысить качество технологического процесса за счет выбора оптимального направления оси подачи присадочной проволоки относительно оси электрода сварочной горелки и возможности корректирования положения оси подачи проволоки в технологическом процессе сварки.
Выполнение механизма колебания горелки в виде планки, жестко закрепленной на поворотной штанге крепления горелки с мундштуком подачи присадочной проволоки, контактирующей с толкателями пневмоприводов регулируемого винтовыми упорами поворота ее, фиксируемого датчиками положения горелки, установленными симметрично относительно оси свариваемого стыка, и с фиксатором, выполненным в виде приводной штанги с пазом, контактирующим с выступом упомянутой планки, позволяет осуществить ведение процесса сварки по предлагаемому способу.
На фиг. 1 приведена схема технологического процесса сварки труб по предлагаемому способу.
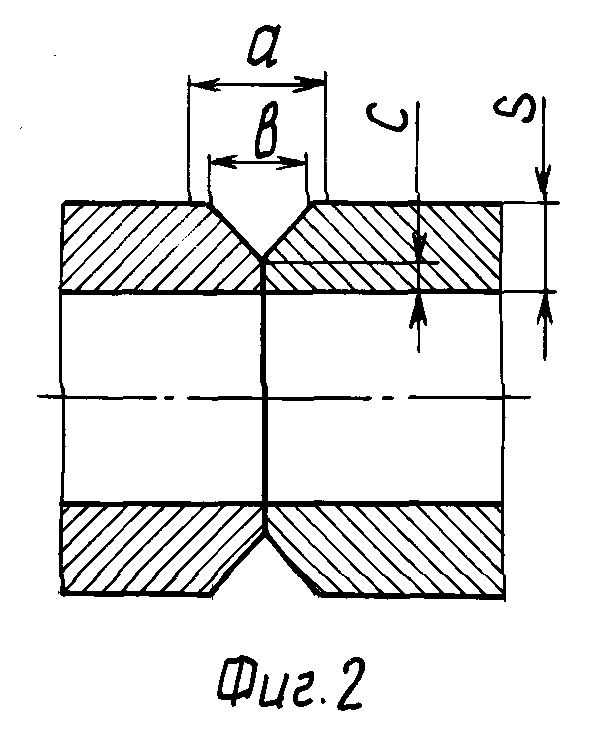
На фиг. 2 - переменные величины геометрических размеров разделки кромок для выбора амплитуды колебания горелки.
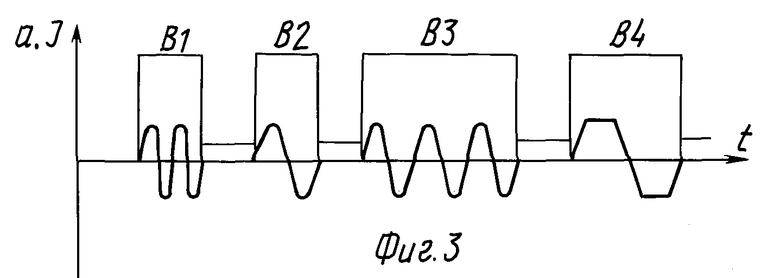
На фиг.3 приведен график примеров (вариант B1, B2, B3, B4) процесса сварки с импульсным включением сварочного тока, совмещенного во времени с периодами колебания сварочной горелки.
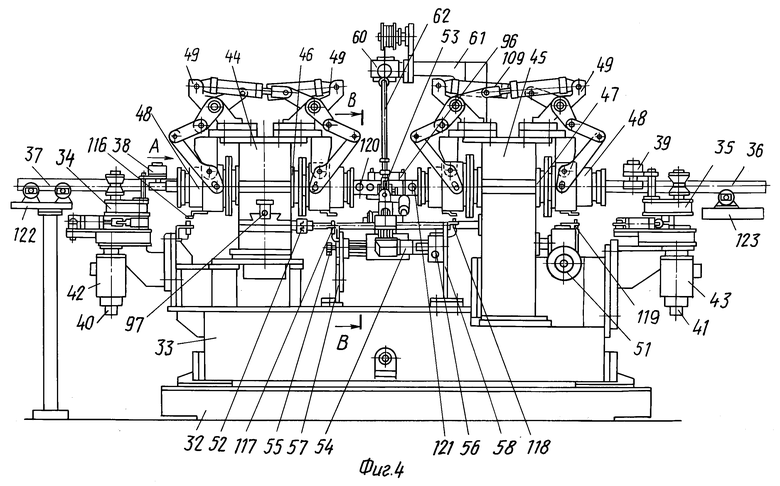
На фиг.4 - устройство для осуществления предлагаемого способа.
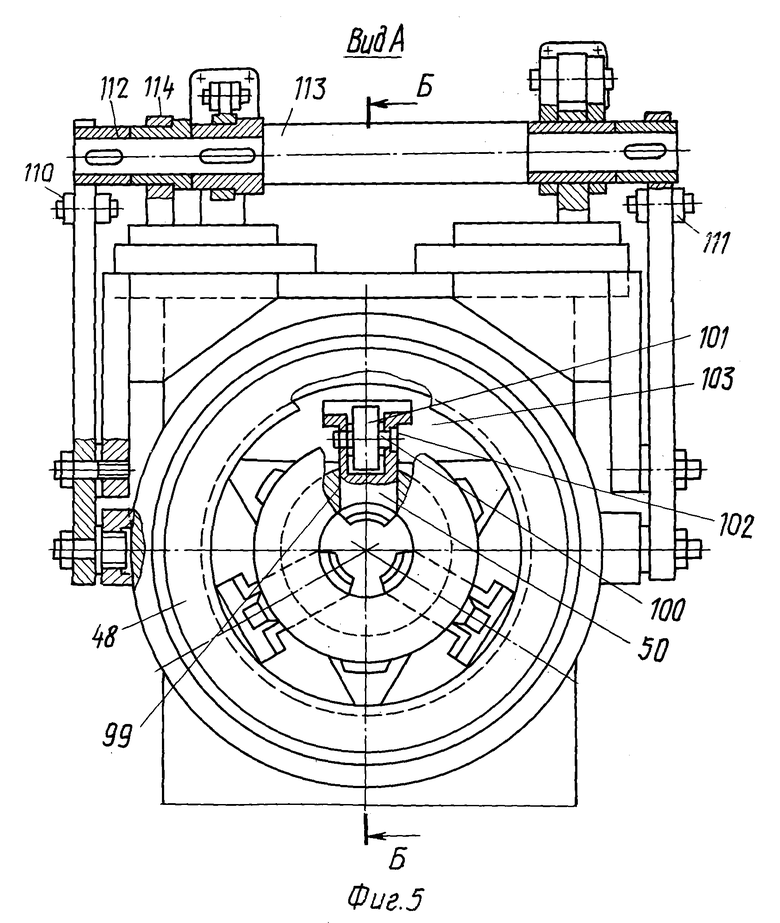
На фиг.5 - вид по стрелке A на фиг.1 (трехкулачковый патрон с механизмом перемещения кулачков).
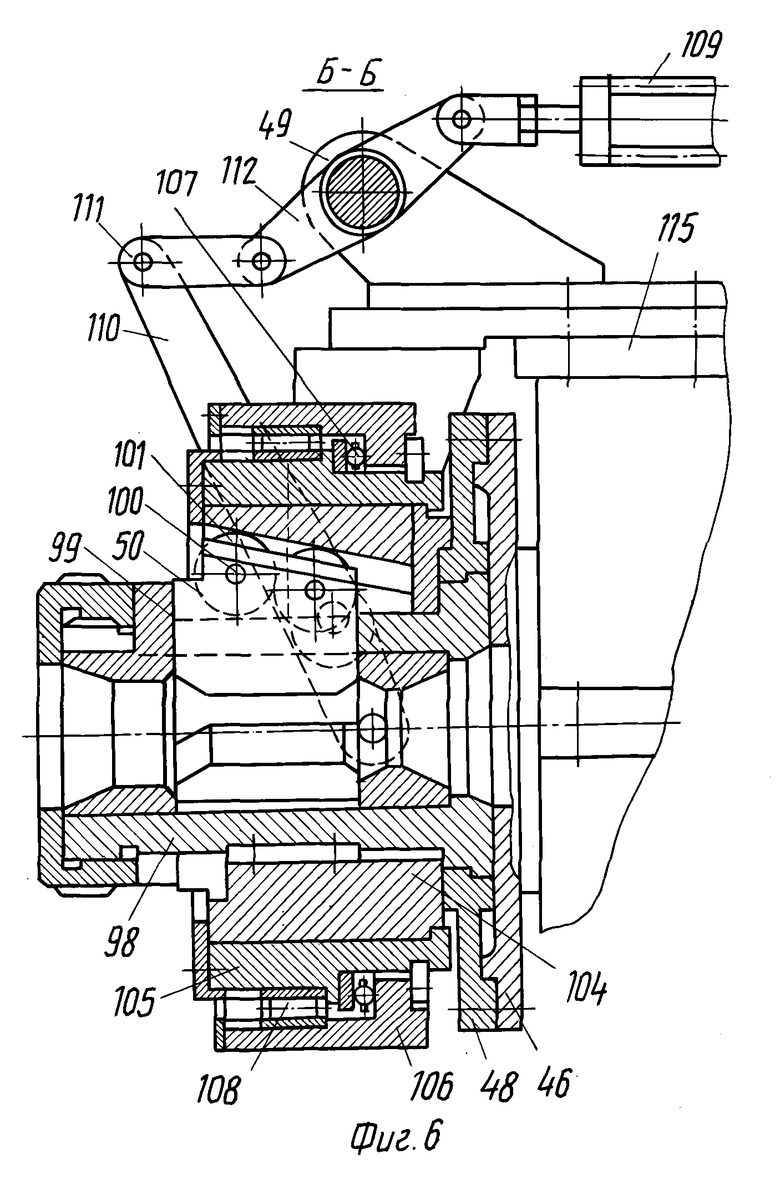
На фиг. 6 - разрез Б-Б на фиг.5 (трехкулачковый патрон с механизмом перемещения кулачков).
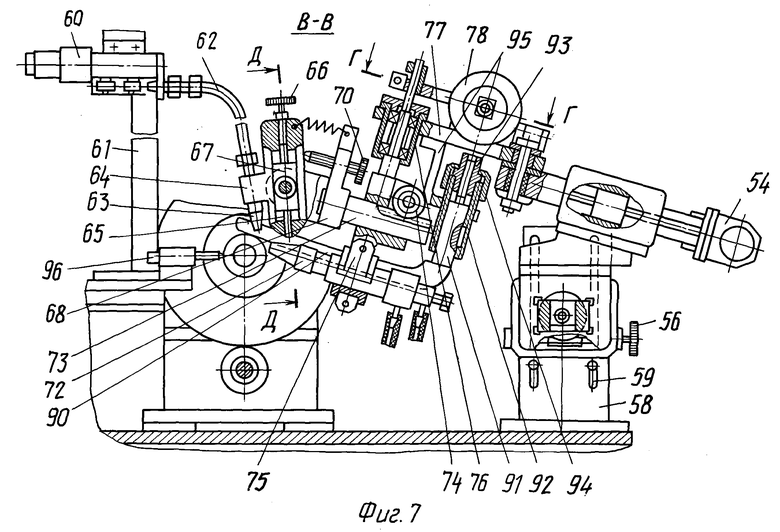
На фиг.7 - разрез В-В на фиг.1 (головка аргонодуговой сварки).
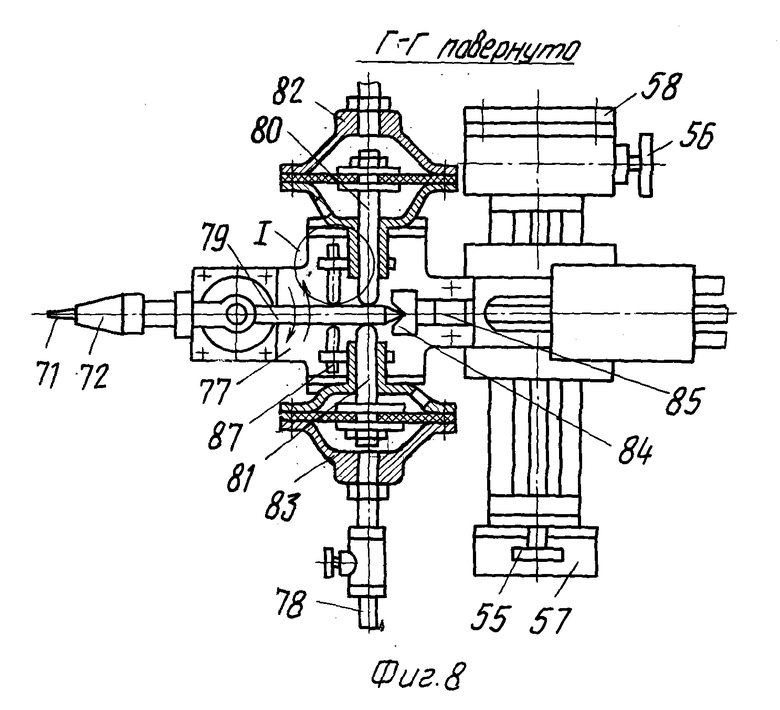
На фиг.8 - разрез Г-Г на фиг.7 (механизм колебания горелки).
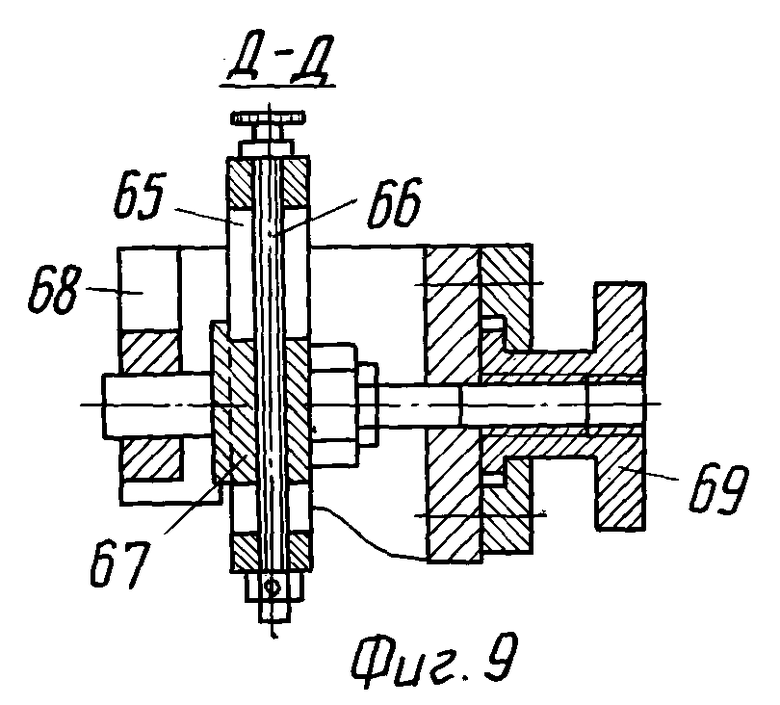
На фиг.9 - разрез Д-Д на фиг.7.
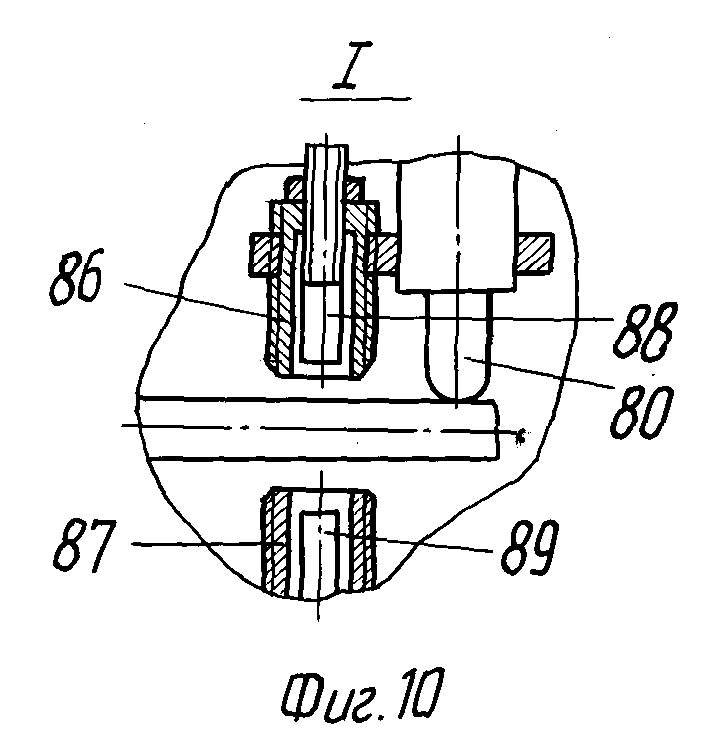
На фиг.10 - вид 1 на фиг.8.
Предварительно в память управляющего устройства (не показано) технологическим процессом вводят постоянные величины, выраженные количеством электрических импульсов датчиков измерения длины, датчиков положения приводов, скорости сварки, количества проходов для заданной толщины стенки свариваемых труб, численно равное углу поворота шпинделей.
При сборке труб под сварку первую трубу 1 (фиг.1) подают механизмом 2 продольной подачи и после обнаружения первого торца этой трубы датчиком 3 измеряют датчиком 4 величину подачи, при достижении которого формируют сигнал включения механизма 5 с датчиком 6 и выключения механизма 2 и продолжают подачу до обнаружения второго торца первой трубы датчиком 7, останавливают механизм 5. Затем включают механизм 5 с датчиком положения 8 (например, модели ВЕ-178) на реверс трубы 1 на замедленной скорости на заданное расстояние, формируют сигнал останова второго торца трубы по оси 9 электрода сварочной головки 10 и зажима первой трубы во вращателе 11 трехкулачковыми патронами 12 с зажимными устройствами 13, датчиком 8 положения.
Подачу второй трубы 14 ведут с измерением величины подачи датчиком 4 после обнаружения следующим датчиком 3 первого торца ее и формируют сигнал на снижение скорости подачи, включают механизм 2 на замедленную скорость и ведут счет импульсов датчиком 15, формируют сигнал останова механизма 2, установки первого торца второй трубы по оси 9 электрода сварочной горелки 10 и производят зажим второй трубы во вращателе 16 трехкулачковыми патронами 17 с зажимными устройствами 13. Контролируют датчиками 18 операцию зажима и разжима труб в патронах 12 и 17 и вводят в память управляющего устройства выполнение этих операций.
Измеряют по наружным поверхностям труб величину смещения свариваемых кромок вводом в контакт с поверхностью труб датчиков 19 и 20 и вращением шпинделей 21 и 22 с зажатыми трубами и регулируют максимальную величину смещения кромок до минимальной величины путем поворота трубы 1 относительно неподвижной трубы 14 или перемещением трубы 14 относительно трубы 1 в плоскости измерения величины несовпадения свариваемых кромок. Процесс сварки ведут с опорой посредством лапы 23 сварочной горелки 10 на наружную поверхность свариваемой трубы 1 в зоне измерения величины несоосности трубы в свариваемом стыке, формируют и вводят в память управляющего устройства сигнал положения оси 9 электрода сварочной горелки 10 относительно оси стыка, жестко фиксируют горелку 10 по оси стыка путем ввода выступа планки 24 в контакт с пазом штанги 25 при наведении ванны и выполнении процесса сварки без применения операции колебания горелки и расфиксируют горелку 10 после выполнения операций наведения ванны и заварки корня шва в случае выполнения последующего заплавления разделки свариваемых кромок с применением колебания горелки 10 относительно оси стыка.
Величину амплитуды колебания электрода сварочной горелки 10 выбирают в зависимости от геометрических размеров разделки кромок и толщины свариваемых элементов по следующей зависимости (фиг.2).

где a - амплитуда колебания электрода горелки, мм;
b - суммарная величина разделки свариваемых кромок стыка, измеренная по наружным поверхностям труб, мм;
c - толщина кромок корня шва сварного соединения, мм;
k - коэффициент, установленный экспериментально и выбирается в пределах 1,5 ... 1,6;
s - толщина стенок свариваемых труб, мм;
например, при s = 5 мм, c = 2, то при разделке кромок под углом 30o, b = 3,5 мм, тогда a = 4 мм.
Частоту колебания горелки выбирают кратной величине продолжительности импульса включения сварочного тока с совмещением во времени его с циклом одного или нескольких полных периодов колебания электрода горелки (фиг.3). По варианту B1 за один импульс включения сварочного тока горелка совершает два полных периода колебания электрода. По варианту B2 за один импульс включения сварочного тока горелка совершает один полный период колебания электрода. По варианту B3 за один импульс включения сварочного тока горелка совершает три полных периода колебания электрода.
По варианту B4 за один импульс включения сварочного тока грелка совершает один период колебания электрода, но с задержкой электрода на наружных кромках разделки стыка.
Колебание горелки 10 ведут периодическим включением пневмоприводов 26 и 27 по заданной программе с регулируемой скоростью перемещения толкателей 28 и 29 с помощью распределителей 30 и дросселей 31. Подачу присадочной проволоки ведут с задержкой времени после включения сварочного тока и прекращают подачу ее с опережением выключения сварочного тока. Трубы после сварки первого стыка и разжима кулачков патронов вращателей 11 и 16 перемещают механизмом 5 до фиксирования торца труб датчиком 7, формируют сигнал останова, а затем реверсируют с измерением длины подачи датчиком 6 и датчиком 8 до установки торца сваренных труб по оси сварки и зажимают трубы в патронах 12. Затем подают следующую трубу описанным способом и повторяют операции сборки и сварки.
Устройство для осуществления способа содержит основание 32, на котором смонтирована подвижно в вертикальной плоскости станина 33 с установленными на ней (на входе и выходе) механизмами 34 и 35 реверсивной подачи труб 36 и 37 с датчиками 38 и 39 измерения длины подачи труб в процессе их размещения и с датчиками 40, 41 положения, установленными на валу двигателей 42, 43 (фиг.4). На станине 33 закреплены вращатели 44, 45 со шпинделями 46, 47, каждый из которых оснащен двумя трехкулачковыми патронами 48 с механизмами 49 перемещения кулачков 50 (фиг. 4, 5, 6) и с приводом 51 совместного или раздельного посредством электромагнитной муфты 52 для одного из шпинделей 46, 47 вращения. Между вращателями 44 и 45 установлена головка 53 для аргонодуговой сварки с механизмом 54 ее установочного перемещения в направлении к свариваемому стыку, механизмом 55 перемещения головки поперек стыка, механизмом 56 регулирования угла наклона головки в плоскости стыка. Головка 53 закреплена на кронштейнах 57, 58 с возможностью регулирования ее по высоте с помощью пазов 59. Механизм 60 подачи присадочной проволоки закреплен с помощью кронштейна 61 на станине 33 и соединен гибким шлангом 62 с направляющим мундштуком 63, установленным в подпружиненной направляющей 64, в пазу 65 которой (фиг. 7, 8, 9) закреплена винтовая пара 66, 67, гайка 67 которой выполнена в виде оси, закрепленной поворотно в стойках кронштейна 68 и соединенной резьбовой частью с гайкой 69 перемещения мундштука 63 поперек стыка труб. Кронштейн 68 с винтовым упором 70 регулирования угла наклона мундштука 63 к оси электрода 71 сварочной горелки 72 жестко закреплен на выдвижной рейке 73 с приводом 74 ее перемещения. Сварочная горелка 72 совместно с выдвижной рейкой 73 закреплена на поворотной штанге 75, смонтированной в подшипниковом корпусе 76, закрепленном на основании 77 механизма 78 колебания электрода 71 сварочной горелки 72. Механизм 78 колебания сварочной горелки 72 выполнен в виде планки 79, жестко закрепленной на поворотной штанге 75 и контактирующей с штоками 80, 81 пневмоприводов 82, 83 ее поворота и с фиксатором 84, соединенным с приводом 85 его перемещения. Угол поворота планки 79 регулируется упорами 86, 87 и электрически фиксируется датчиками 88 и 89 контроля положения горелки 72, установленными симметрично относительно оси свариваемого стыка.
Головка 53 аргонодуговой сварки снабжена дополнительной опорой в виде лапы 90, контактирующей с наружной поверхностью одной из свариваемых труб и соединенной жестко со стойкой 91, закрепленной в направляющем корпусе 92 регулируемо на разный диаметр свариваемых изделий с помощью резьбовой стойки 91 и гайки 93, закрепленной поворотно на упомянутом корпусе накидной гайкой 94. Направляющий корпус 92 закреплен неподвижно на основании 77 с помощью лапы 95. По оси свариваемого стыка установлен механизм 96 контроля несоосности собираемых под сварку труб 36, 37.
Вращатель 44 соединен с приводом 97 перемещения его в направлении к продольной оси свариваемых изделий.
Каждый из трехкулачковых патронов 48 выполнен в виде ступицы 98 (фиг. 5, 6), жестко закрепленной фланцем на шпинделе 46 или 47 вращателя 44 или 45, в направляющих пазах 99 которой подвижно к оси вращения патрона установлены кулачки 50 с закрепленными в них с помощью осей 100 подшипниками качения 101, контактирующими наружными кольцами с наклонной поверхностью паза 102 вставок 103 муфты 104, на обойме 105 которой нажимное кольцо 106 смонтировано с помощью подшипников 107 и 108 и соединено шарнирно с силовым цилиндром 109 перемещения кулачков 50 посредством двухплечих рычагов 110, тяг 111 и водил 112, соединенных с общей поворотной осью 113, закрепленной посредством подшипниковых опор 114 на верхних полукорпусах 115 вращателей 44, 45.
Зажим и разжим труб 36, 37 кулачками 50 в патронах 48 контролируется датчиками 116, 117, 118 и 119 (фиг. 4). Для контроля прохождения торцов труб устройство снабжено датчиками 120 и 121, закрепленными в зоне свариваемого стыка на подвижной станине 33. Трубы подаются с выходного рольганга 122 и перемещаются по мере сварки стыков на выходной рольганг 123.
Сборка и сварка труб с помощью предлагаемого устройства осуществляется по предлагаемому способу следующим образом.
При сборке труб под сварку первую трубу 36 с рольганга 122 (фиг. 4) подают механизмом 34 и после обнаружения первого торца этой трубы датчиком 120, измеряют датчиком 38 величину подачи, которую сравнивают с величиной, введенной в память управляющего устройства, при достижении которой формируют сигнал включения механизма 35 и выключения механизма 34, и продолжают подачу до обнаружения второго торца первой трубы 36 датчиком 121, останавливают механизм 35. Затем включают механизм 35 с датчиком 41 двигателя 43 на реверс трубы на замедленной скорости и подают на заданное расстояние, заложенное в памяти управляющего устройства, формируют датчиком 41 сигнал останова второго торца трубы 36 по оси электрода 71 сварочной горелки 72 и зажимают первую трубу во вращателе 45 трехкулачковыми патронами 48 с механизмами 49 перемещения кулачков 50 (фиг. 5, 6). Подачу второй трубы 37 ведут с измерением величины подачи датчиком 38 и, после обнаружения следящим датчиком 120 первого торца ее, формируют сигнал датчиком 120 на снижение скорости подачи, включают механизм 34 на замедленную скорость и ведут счет импульсов датчиком 40 положения, который после подачи трубы на величину, заложенную в память управляющего устройства, формирует сигнал останова механизма 34 установки первого торца второй трубы по оси электрода 71 сварочной горелки 72 и производят зажим второй трубы во вращетеле 44. Вводят в контакт с поверхностью трубы механизм 96 контроля несоосности собираемых под сварку труб и после выполнения операции устранения несоосности труб путем поворота трубы 36 относительно неподвижной трубы 37 с отключением муфты 52 или путем перемещения вращателя 44 приводом 97 в направлении уменьшения величины смещения кромок в стыке труб до заданной величины, заложенной в память управляющего устройства, возвращают механизм 96 в исходное положение.
Перед сваркой изделий заданного диаметра труб поворотом гайки 93 относительно резьбовой части стойки 91 перемещают стойку 91 относительно корпуса 92 до ввода лапы 90 в контакт с поверхностью трубы 36. На заданный диаметр свариваемых труб регулируют положение направляющего мундштука 63 подачи присадочной проволоки путем перемещения его совместно с направляющей 64 посредством винтовой пары 66, 67 в направлении к свариваемому изделию или путем перемещения его поперек свариваемого стыка поворотом гайки 69 и регулируют угол наклона оси подачи присадочной проволоки к оси электрода 71 сварочной горелки 72 винтовым упором 70 и положение оси подачи присадочной проволоки относительно острия электрода 71 сварочной горелки 72 перемещением выдвижной рейки 73 приводом 74 ее перемещения.
Регулированием упоров 86, 87 планки 79 механизма 78 колебания электрода 71 сварочной горелки 72 устанавливается расчетная величина амплитуды колебания электрода 71 в зависимости от толщины стенки свариваемых труб 36, 37.
При сварке стыков труб с разделкой кромок первый проход сварки ведут без применения колебания электрода 71 горелки 72 при зафиксированном положении планки 79 со штангой 75 фиксатором 84. После выполнения первого прохода сварки планку 79 расфиксируют отводом фиксатора 84 приводом 85 и включением приводов 82, 83 со штоком 80, 81, контактирующими с планкой 79, ведут следующий проход сварки стыка с применением колебания горелки 72 по заданной программе. После сварки стыка включением силовых цилиндров 109 поворачивают оси 113 в опорах 114 с водилами 112 и перемещают посредством тяг 111, рычагов 110, нажимных колец 106, обойм 105, муфт 104 и вставок 103 с пазами 102 кулачки 50 на разжим труб в патронах 48. Трубы после сварки первого стыка и разжима кулачков патронов вращаталей 44, 45 перемещают механизмом 35 до фиксирования торца трубы датчиком 121, формируют сигнал останова и реверсируют с измерением длины подачи датчиком 41, устанавливают торец трубы по оси электрода 71 сварочной горелки 72, зажимают трубу в патронах 48 и подают вторую трубу описанным способом.
После сварки всех стыков плеть передают по рольгангу 123 на другие технологические операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕЛЕВОГО ЭЛЕМЕНТА | 1996 |
|
RU2089314C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
Изобретение может быть использовано при изготовлении трубчатых изделий в различных отраслях машиностроения, в частности в котлостроении. Сварку ведут с опорой сварочной головки на наружную поверхность свариваемых труб в зоне измерения величины несоосности их в свариваемом стыке. При этом формируют и вводят в память управляющего устройства сигнал положения оси электрода сварочной горелки относительно оси стыка. Жестко фиксируют горелку по оси стыка при ведении процесса сварки без колебаний электрода или ведут сварку с колебаниями электрода. Величину амплитуды колебаний выбирают в зависимости от геометрических параметров разделки кромок и толщины свариваемых труб. Частоту колебаний выбирают кратной величине продолжительности импульса включения сварочного тока со смещением во времени его с циклом одного или нескольких полных периодов колебаний. В устройстве для сборки и сварки сварочная головка для аргонодуговой сварки имеет опору в виде лапы, контактирующей с наружной поверхностью одной из свариваемых труб. Опора жестко связана со стойкой, закрепленной в направляющем корпусе регулируемо на разные диаметры труб. Механизм колебаний горелки выполнен в виде поворотной штанги с горелкой и планкой, контактирующей с толкателями пневмоприводов регулируемого поворота планки, фиксируемого датчиками контроля положения горелки с фиксатором ее по оси стыка. Изобретение обеспечивает повышение производительности и качества технологического процесса, а также расширяет технологические возможности. 2 с.п.ф-лы, 10 ил.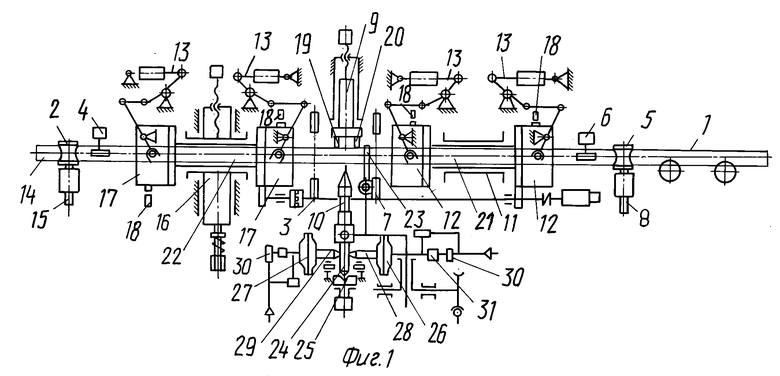

где а - амплитуда колебаний электрода горелки, мм;
b - суммарная величина разделки свариваемых кромок стыка, измеренная по наружным поверхностям труб, мм;
c - толщина кромок в районе корня шва, мм;
s - толщина стенок свариваемых труб, мм;
k - коэффициент, установленный экспериментально, выбирается в пределах 1,5 - 1,6,
частоту колебаний горелки выбирают кратной величине продолжительности импульса включения сварочного тока с совмещением во времени его с циклом одного или нескольких полных периодов колебаний электрода горелки, а подачу присадочной проволоки ведут с задержкой времени после включения сварочного тока и прекращают подачу ее с опережением выключения сварочного тока.
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ ПРИ СТЫКОВКЕ ПОД СВАРКУ | 1991 |
|
RU2053086C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1994 |
|
RU2081734C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 1996 |
|
RU2102212C1 |
| US 4285460 A, 25.08.81 | |||
| US 4907732 A, 13.03.90. | |||
