Изобретение относится к металлургии, в частности к способам термичес- .кой обработки быстрорежущей стали.
Цель изобретения - снижение обезуглероживания и обезлегирования по-, верхности инструмента
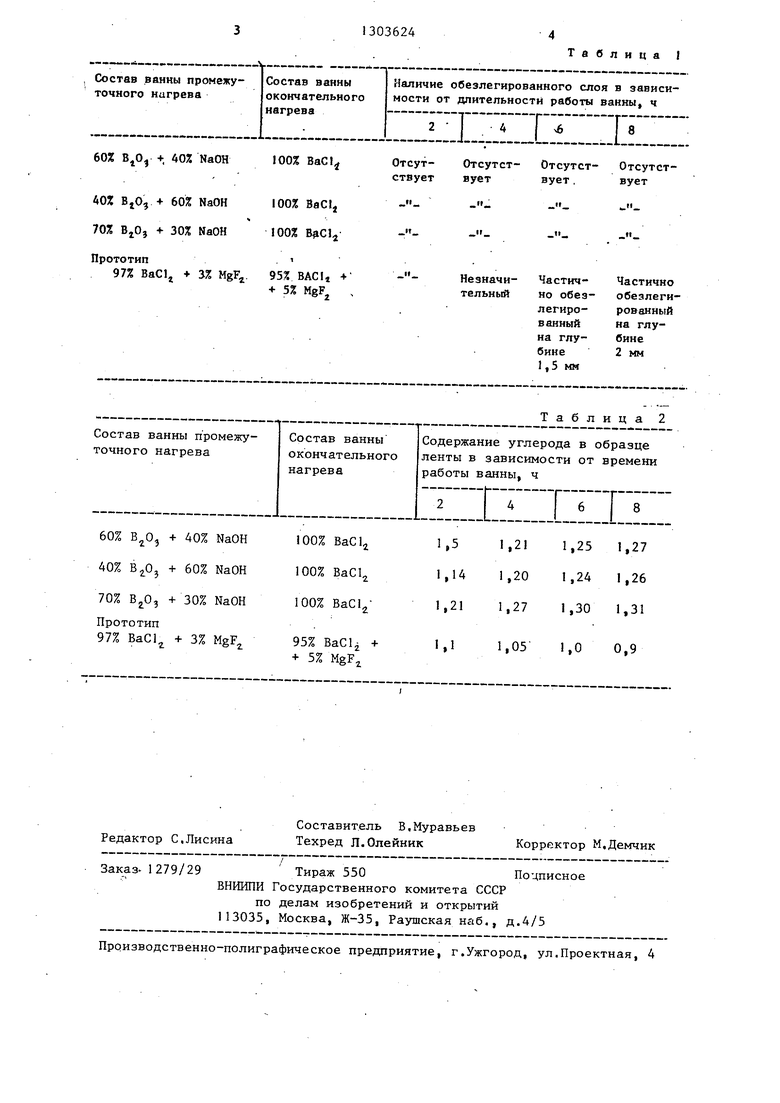
Примеры реализации способа термической обработки инструмента из быстрорежущей стали приведены в табл. 1 и 2.
Снижение обезуглероживания и обезлегирования поверхности инструмента из быстрорежущей стали в процессе термообработки, включающей предварительный нагрев на воздухе до 300 - 500°С, нагрев в солевом расплаве до промежуточной температуры 1000 1100°С, окончательный нагрев в солевом расплаве до температуры закалки (1230 С) и ступенчатое охлаждение, состоящее из охлаждения в расплаве селитры или каустика до 450 С,, охлаждение .на воздухе до комнатной температуры и двух - трехкратный отпуск при 560 С достигается тем, что наг- рев до промежуточной температуры осуществляют в расплаве, содержащем, мас.%:
40-60 40-60
а окончательный нагрев под закалку - в расплаве хлористого бария,
При этом состав ванны промежуточного нагрева является ректификатором по отношению к расплаву ванны окончательного нагрева.
Остроугольные образцы стали Р6М5 подвергали термической обработке и с
помощью рентгеноспектрального анализатора определяли изменение концентрации вольфрама-и молибдена при удалении от острого угла вглубь образца. Обезуглероживающую активность расплавов определяли методом фольги на образцах из стали 13Х.
3
Применение предлагаемой термичес- кой обработки позволяет существенно снизить обезуглероживание и обезле- гирование поверхности обрабатываемого инструмента из быстрорежущей стали, что повьпиает стойкость инструмен- та на 11-16%, Отказ от применения дорогостоящих ректификаторов, а также увеличение продолжительности работы ванн позволяют снизить расходы на термообработку,
Формула изобретения
о
Способ термической обработки инструмента из быстрорежущей стали включающий предварительный нагрев на воздухе, промежуточный и окончательный нагревы под закалку в солевых расплавах, ступенчатое охлаждение и двух-трехкратный отпуск, о т л и - чающийся тем, что, с целью снижения обезуглероживания и обез- легирования поверхности, промежуточный нагрев осуществляют в расплаве, содержащем, мас.%:
Окись бора Гидроокись натрия
40-60
40-60
40
а окончательный нагрев под закалку - в расплаве хлористого бария,
Состав ванны промежуточного нигрева
60% BjO, + 40Z NaOH 40% BjO, + 60% NaOH
s
70% BjO, -f 30% NaOH
Прототип
97% ВаСЦ + 3% MgF,j.
Таблица 2
Состав ванны промежу- Состав ванны Содержание углерода в образце точного нагрева окончательного ленты в зависимости от времени
нагрева работы ванны, ч
2 ГА I 6 I 8
60% + 40% NaOH 100% ВаС, 1,5 1,21 1,25 1,27 40% + 60% NaOH 100% BaCl, 1,14 1,20 1,24 1,26
70% , +30% NaOH 100% 1,21 1,27 1,30 1,31
Прототип
97% BaCl.j + 3% MgF 95% BaClj + 1,1 1,05 1,0 0,9
+ 5% MgF
(
Составитель В.Муравьев Редактор С.Лисина Техред Л.ОлейникКорректор М.Демчик
---.--- - - -
Заказ- 1279/29 Тираж 550Поцписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Таблица I
Наличие обезлегнрованного слоя в зависимости от длительности работы ванны, ч
irZLlIZI
8
Отсутст- Отсутст- Отсутствует вует. вует
11
it
езначиельный
Частично обез- легиро- ванный на глубине1,5 мм
Частично обеэлеги- рованный на глубине2 мм
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ В СОЛЯНЫХ ВАННАХ | 2014 |
|
RU2549796C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| Состав соляной ванны для высокотемпературного нагрева под закалку изделий | 1986 |
|
SU1315484A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| Способ термической обработки сварного режущего инструмента | 1973 |
|
SU473749A1 |
| Способ термической обработки инструмента | 1985 |
|
SU1339140A1 |
| Состав соляной ванны для нагрева изделий под закалку | 1980 |
|
SU1095652A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| Способ термической обработки режущего инструмента из быстрорежущей стали | 1989 |
|
SU1837079A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2023028C1 |
Изобретение относится к металлургии, в частности к способам термической обработки инструмента из быстрорежущей стали. Цель изобретения - снижение обезуглероживания и обезлегирования поверхности - достигается в процессе термообработки, включающей предварительный нагрев на воздухе до 300-500 С, нагрев в солевом расплаве до промежуточной температуры 1000-1100° С, окончательный нагрев в солевом расплаве до температур закалки, ступенчатое охлаждение в расплаве селитры или каустика до 450°С, охлаждение на воздухе до комнатной температуры и двух-трех- кратный отпуск при 560 С при нагреве до промежуточной температуры в расплаве, содержащем, мас.%: оксид бора 40-60; гидроокись натрия 40 - 60, окончательном нагреве под закалку в расплаве хлористого бария. При этом состав ванны промежуточного нагрева является ректификатором по отношению к расплаву ванны окончательного нагрева. Применение способа позволяет повысить стоимость инструмента на 11-16%, снижает расход на термообработку. 2 табл. с S сл
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Инструментальные стали | |||
| М.: Металлургия, 1983j с.403-408 | |||
| Типовая технология термической обработки инструмента для условий автоматизированного производства.М.: НШМАШ, 1975, с.10-11. | |||
