143
Изобретение относится к измерительной технике и может быть использовано для измерения длины проката.
Целью изобретения является повышение точности измерения за счет сниже ния погрешности от изменения скорости изделия в процессе измерения.
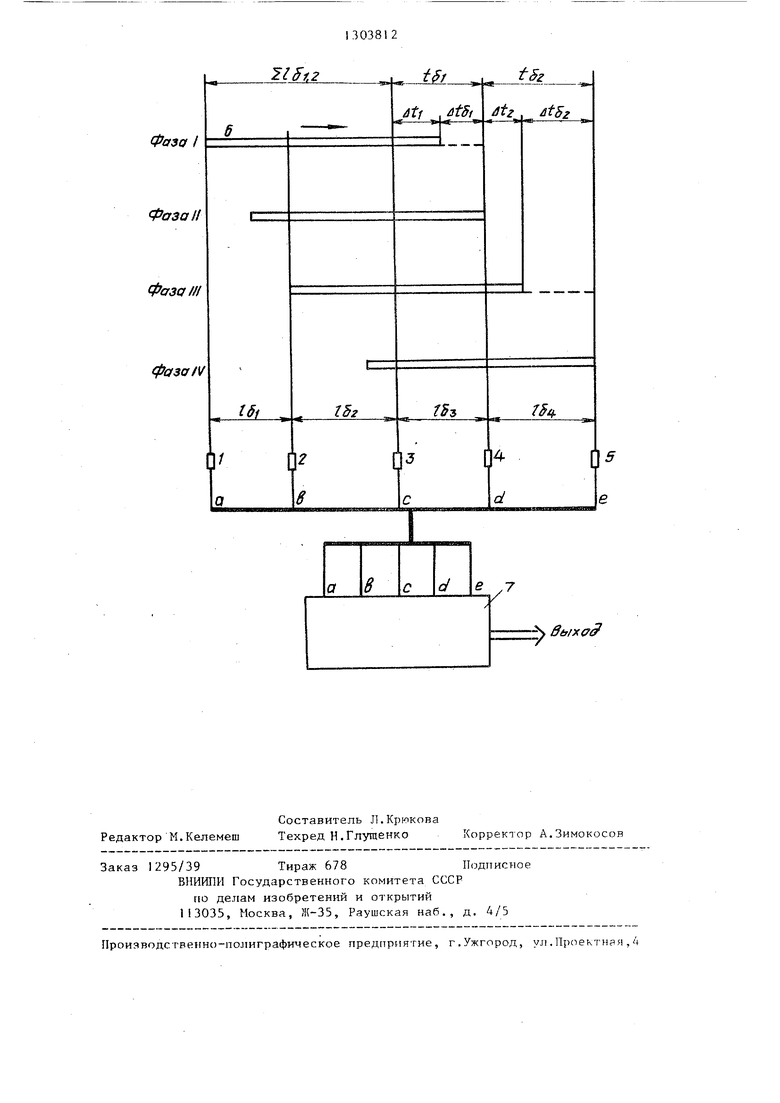
Па чертеже представлена схема, поясняющая предложенный способ.
В примере четыре различных по дли не базовых участка, ограниченных пятью датчиками 1 - 5 наличия изделия 6. В зависимости от условий использования данного изобретения их количесво может быть изменено. Выходы дат- чиков -5 подключены к соответствующим входам счетно-вычислительного блока 7, выход которого является выходом устройства.
Способ измерения длины движущих- ся изделий реализуется следующим образом.
В момент прохождения задним концом изделия 6 датчика 1 в блоке 7 фиксируется набор полностью перекрытых изделием базовых участков (фаза
Ц,,, J, ч,
а также интервал it, времени прохождения остатка изделия, отсчитанный блоком 7 от момента прохождения передним концом изделия 6 очередного датчика 3. Затем в момент прохождени -передним концом изделия 6 очередного датчика 4. (фаза II) блоком 7 до- полнительно фиксируются длина очередного базового участка Eg и интервалы tg и Atg времени прохождения передним концом изделия 6 соответственно очередного базового участ ка ES и его остатка (от момента выхода заднего конца изделия 6 из датчика 1 до момента прохождения передним концом изделия 6 датчика 4, на чертеже показано щтриховой линией в фазе I). После этого в блоке 7 производится сравнение кодов значений полученных величин At, и ttj, , из которых отбирается меньшее. Затем для отобранного меньшего значения вы числяют длину изделия по следующим алгоритмам:
для меньшего i t,
V - Tfr. . р
t.its, Ь
для.меньшегоutj
Р rPt +г -
S,,, ts,
5
8
5
О
О
О ,, Q ел
122
Вычисленная длина изделия и соответствующее ей значение ut, ( ) запомийается в блоке 7,
Аналогично в момент прохождения задним концом изделия 6 очередного датчика 2 (фаза III) в блоке 7 фиксируют набор полностью перекрытых изделием базовых участков 21 Pg g + интервал ut времени прохождения передним концом изделия 6 от момента прохождения им оч.ередно го датчика 4 до момента прохождения задним концом изделия 6 датчика 2. После этого в блоке 7 производят сравнение хранящегося в нем наименьшего значения t (btj ) с только что зафиксированным значением f,t, Если ut оказалось меньше хранящегося в блоке 7 значения u.t, (t§ ), то в блоке 7 производят стирание предыдущей информации &t| (utf ) и соответствующей длины ) и запоминание новой информации g , и At. Если
5
же lit при сравнении блоком 7 окажется больше хранящегося в нем соответствующего значения ДС, (btj ), то значение Atj аннулируется, а хранящаяся в блоке 7 информация сохраняется.
Наконец, в момент прохождения передним концом изделия 6 последнего датчика 5 (фазаЧУ) в блоке 7 фиксируются длина последнего базового участка Ef и интервалы С§ и utj времени прохождения передним концом изделия 6 соответственно очередного базового; участка g и остатка базового участка uEj (от момента прохождения задним концом изделия 6 очередного датчика 2 до момента прохождения передним концом изделия очередного датчика 5). После этого в блоке 7 производят сравнение хранящегося значения &t, (A.t§ , it ) с вновь зафиксированным значением лtg и отбирают из двух значений меньшее. При этом, если меньшим оказалось хранящееся fit, (utj, )s то соответствующее им значение длины t изделия выдается блоком 7 на выход в качестве окончательного результата измерения; если меньщими оказались значения it, или utg, то в блоке 7 для меньшего из них производится вычисление длины изделия по алгоритмам:
для меньшего it.
ш Ь,,,М
ts.
Ч
4
для меньшего itg
EI, zEg + es, - .
, i tj
Вычисленное значение длины изделия выдается блоком 7 на выход в качестве окончательного результата измерения. На этом измерение длины изделия заканчивается.
Формула изобретения
Способ измерения длины движущихся в продольном направлении изделий, заключающийся в том, что по ходу движе15 ния изделий размещают датчики наличия изделия на различных базовых расстояниях Eg. друг от друга, по моментам прохождения концами изделия зон действия датчиков фиксируют интервалы 20 времени прохождения концами изделия определенных участков между датчиками, в момент выхода .заднего конца изделия из зоны действия первого датчика фиксируют набор ZEg- полностью 25 перекрытых изделием базовых участков и интервал времени &t, прохождения передним концом изделия от очередного датчика, в момент достижения передним концом изделия следующего по 30 коду датчика фиксируют интервал времени tj прохождения передним концом изделия пройденного базового участка, по зафиксированным значениям временных интервалов вычисляют длину из- 15 делия в виде суммы набора 2Г f и ототношения временных интервалов -,
-S ,
умноженного на длину базового участка j на котором измерены эти времен- 40 ные интервалы, запоминают вычисленную информацию, при дальнейшем продвижении изделия повторяют операции по определению наборов полностью перекрытых изделием базовых участков, ий-45 тервалов времени it; и t§. и операции по вычислению длины изделия и
г
5 05 0 5 05
хранению вычисленной информации в памяти, в момент достижения передним концом изделия последнего датчика отбирают окончательный результат измерения длины изделия, отличающийся тем, что, с целью повышения точности измерения, измеряют интервал времени utj от момента выхода заднего конца изделия из зоны действия первого датчика до момента достижения передним концом изделия зоны действия очередного датчи ка, определяют меньшее значение из двух измеренных интервалов времени At, и i.tg и запоминают соответствующую ему вычисленную длину изделия и отобранное меньшее значение интервала времени, при отобранном меньшем значении интервала времени utj- длину изделия вычисляют в виде суммы набора 8j полностью перекрытых изделием базовых участков и длины базового участка, на котором измерены временные интервалы .t, , utj
и t§ , за вычетом отношения -,
умноженного на длину участка, на котором эти временные интервалы измерены, при каждом вьгходе заднего конца изделия из зоны очередного датчика и при каждом достижении передним концом изделия очередного датчика фиксируют соответствующие интервалы времени At;, itj; и tg., сравнивают по мере поступления интервалы времени ut; и tj. с хранящимся в памяти интервалом времени, отбирают из них наименьшее значение и запоминают его и соответствующее ему значение вычисленной длины, окончательный результат измерения длины изделия отбирают по наименьшему значению &t§ , измеренному на последнем базовом участке, и интервалу времени, хранящемуся в памяти после предьдущего аналогичного сравнения.
Фаза I
Фаза II
Фаза III
фcfзa/V
Составитель Л.Крюкова Редактор М.Келемеш Техред Н.Глущенко Корректор А.Зимокосов
Заказ 1295/39 Тираж 6781Тодпис юе
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Проияводственно-полиграфическое предприятие, г.Ужгород, ул.Проектная.4
ffir/Xffi
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения длины движущихся в продольном потоке изделий | 1982 |
|
SU1113660A1 |
| Автомат контроля диаметра тел вращения | 1984 |
|
SU1270563A1 |
| Устройство для измерения длины движущихся изделий | 1982 |
|
SU1101671A1 |
| Устройство для измерения длительности временных интервалов | 1985 |
|
SU1377819A1 |
| Способ определения плотности объемного электрического заряда и постоянной времени его релаксации в потоке диэлектрической жидкости и устройство для его осуществления | 1987 |
|
SU1493966A1 |
| Устройство для определения транспортного запаздывания | 1982 |
|
SU1111130A1 |
| Устройство контроля характеристик электрических сигналов | 1984 |
|
SU1211676A1 |
| Способ измерения длины движущихся в продольном направлении изделий | 1989 |
|
SU1668853A1 |
| Способ измерения амплитудного значения электрического сигнала | 1986 |
|
SU1441321A1 |
| Способ измерения длины переднего конца проката, вышедшего за линию реза ножниц | 1989 |
|
SU1778509A1 |
Изобретение относится к измерительной технике и может быть исполь зовано для измерения длины проката. Цель изобретения - повышение точности измерения длины - достигается путем установки вдоль линии перемещения изделия датчиков на различных базовых расстояниях Eg., друг от друга, учета по сигналам датчиков длины . полностью перекрытых изделием базовых участков и интервалов времени прохождения передним концом изделия tS i-ro базового участка, примыкающего к участкам, полностью перекрытым изделием. At; - остатка длины изделия, Atj. г- дополнения к остатку длины изделия до длины i-ro базового участка. Длину изделия рассчитывают по одной из формул j + 4ut; /tg,). Ц- ; E« 2:ESj +ESi -(btg. /t.x fj.) . Окончательный результат вычисления выбирают по меньшему значению i t; или ь tJ. . 1 ил. I (Л
| Способ измерения длины движущихся в продольном потоке изделий | 1982 |
|
SU1113660A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
