Изобретение относится к измерительной технике и может быть использовано для измерения длины изделий.
Цель изобретения - повышение точности измерения за счет снижения погрешности от проскальзывания изделия на роликах рольганга при изменении их скорости вращения.
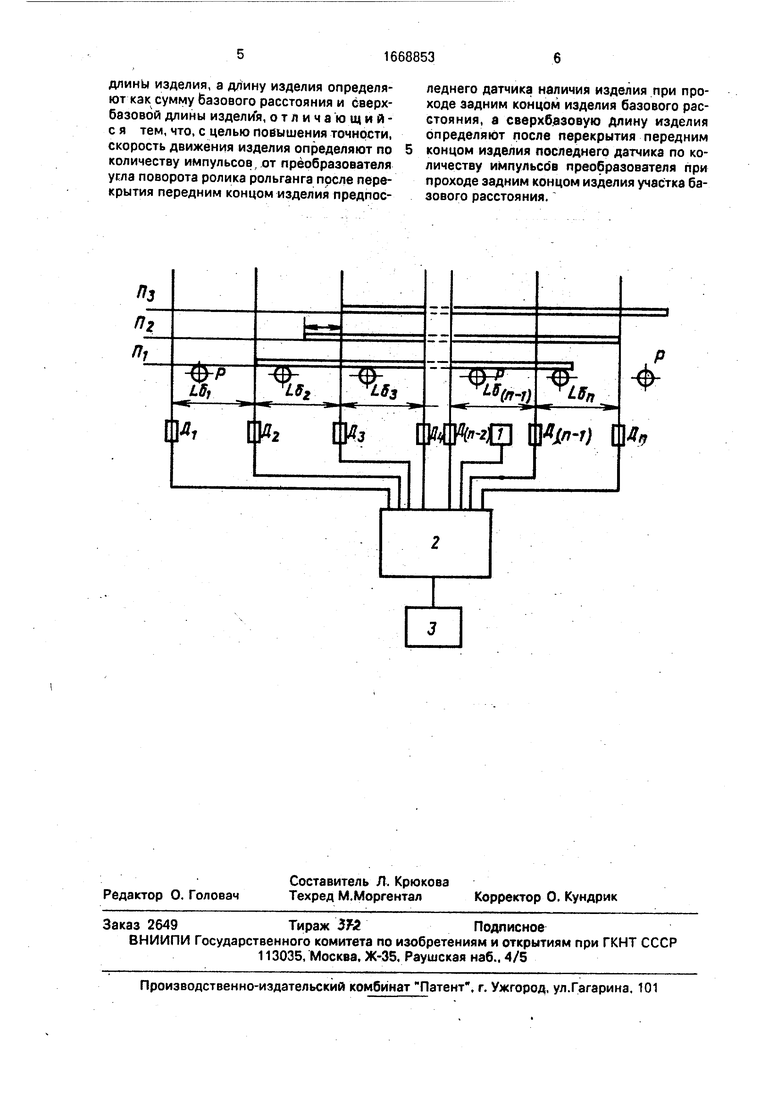
На чертеже приведена схема устройства, поясняющая способ измерения.
Устройство содержит ряд датчиков Дп наличия изделия, расположенных по ходу движения изделия на базовых расстояниях LS друг от друга. С осью ролика рольганга Р кинематически связан преобразователь 1 угла поворота в число импульсов. Выходы датчиков наличия изделия Д1-ДП и преобразователя 1 угла поворота в число импульсов подключены к блоку 2 вычислений.
Способ осуществляют следующим образом.
При движении изделия по роликам рольганге Р передним концом изделия засвечиваются датчики Д1-Дл наличия изделия.
При выходе заднего конца изделия за пределы действия какого-либо датчика поО
о
00
со ел
СА)
следний затемняется. Таким образом, в зоне измерения засвечено определенное количество датчиков. Количество засвеченных датчиков зависит от длины измеряемого изделия.
В момент, когда передний конец изделия находится за предпоследним датчиком Др-i), а задний конец выходит из зоны действия очередного засвеченного датчика Д наличия изделия, начинается счет импульсов Ые.ф. от преобразователя 1 угла поворота в число импульсов на базовой длине I.6 (положение изделия в момент начала счета импульсов Мб.ф. на базовой длине U обозначено символом DI).
Когда передний конец изделия доходит до последнего по ходу движения датчика Дп наличия изделия, производится счет числа п засвеченных датчиков, по количеству которых определяется сумма базовых расстояний ZLe, .полностью перекрытых изделием
2U-(n-1)U,
где п - число перекрытых изделием датчиков наличия изделия, шт.
В этот же момент начинается счет импульсов NX и определение скорости их поступления ANisa калиброванные отрезки времени Ati на участке, перекрытом хвостовой частью LX изделия. По количеству импульсов, поступающих от преобразователя 1 угла поворота за калиброванные отрезки времени, определяют изменения скорости вращения ролика рольганга Р на этом участке. Положение изделия в момент начала счета импульсов Nx на участке, перекрытом хвостовой частью изделия, обозначено символом П2
Когда задний конец изделия проходит мимо оси очередного датчика D(i+i) наличия изделия, прекращается счет импульсов Мб.ф. на базовой длине Le и счет импульсов NX на длине хвостовой части Lx. В этот момент также прекращаемся контроль по ступления импульсов за калиброванные отрезки времени.
Положение изделия в момент прекращения счета импульсов Мб.ф. и Nx на базовой длине и на длине хвостовой части Lx на чертеже обозначено символом Пз.
По числу импульсов Nx, зафиксированных на длине хвостовой части , определяется длина хвостовой части . Nx
где гп - масштаб импульса преобразователя, имп/мм.
Масштаб импульса определяется из выражения
0
5
0
m
No6 Lp1
5
где N06 - число импульсов на один оборот, имп.;
Lp - длина окружности ролика рольганга, мм.
По числу импульсов А Ц, поступающих за калиброванные отрезки времени At).определяется наличие изменений скорости вращения ролика рольганга (5г4 ДМ|-Д И).
Если изменение скорости поступления импульсов на длине хвостовой части не превышает заданных пределов ((5N oN3aA),TO коррекция длины хвостовой части не производится. Длину изделия определяют из выражения
Lnp - Л-б + Lx - (n-1)U + Nx/m.
Если изменение скорости поступления импульсов на длине хвостовой части превышает заданное значение (3N бМзад). то производится коррекция длины хвостовой части
Lx
m
где ANicop- разность между расчетным Ne.p. и фактическим Ng. значением числа импульсов на базовом расстоянии, имп.,
ANitop N6.р. - №.ф.
Расчетное значение числа импульсов Ne.p. на базовом расстоянии определяется по формуле
Ne.p. m Le.
Значение длины изделия при внесении коррекции имеет вид
Lnp (п -1) Le +
Nx ±(N5 Р.- Мб.ф.)
m
Вычисленное значение длины из блока вычисления 2 выдается на цифровое табло.
Предлагаемый способ позволяет повысить точность измерения длины изделия при движении его по рольгангу в условиях резкого изменения скорости движения, при которой наблюдается проскальзывание изделия на роликах рольганга.
Формула изобретения Способ измерения длины движущихся в продольном направлении изделий, заключающийся в том, что по линии движения устанавливают датчики наличия изделия на базовом расстоянии один от другого, измеряют скорость движения изделия на базовом расстоянии, определяют сверхбазовую длину изделия, сравнивают измеренную скорость с фактической и по разности определяют поправку при расчете сверхбазовой
длины изделия, а длину изделия определяют как сумму Вазового расстояния и сверхбазовой длины изделия, отличающий- с я тем, что, с целью повышения точности, скорость движения изделия определяют по количеству импульсов от преобразователя угла поворота ролика рольганга после перекрытия передним концом изделия предпоследнего датчика наличия изделия при проходе задним концом изделия базового расстояния, а сверхбазовую длину изделия определяют после перекрытия передним концом изделия последнего датчика по количеству импульсов преобразователя при проходе задним концом изделия участка базового расстояния.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения длины переднего конца проката, вышедшего за линию реза ножниц | 1989 |
|
SU1778509A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2009 |
|
RU2414678C1 |
| Устройство для измерения длины движущегося проката | 1981 |
|
SU977934A1 |
| Устройство для измерения длины движущихся изделий | 1982 |
|
SU1062510A1 |
| Устройство для измерения длины проката | 1982 |
|
SU1049851A1 |
| Способ измерения длины движущихся изделий | 1980 |
|
SU970085A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2001 |
|
RU2176774C1 |
| Устройство для измерения длины проволоки и сортового проката | 1980 |
|
SU868329A1 |
| Способ определения длины проката | 1987 |
|
SU1492213A1 |
| Устройство для измерения длины труб | 1984 |
|
SU1224559A2 |
Изобретение относится к измерительной технике и может быть использовано для измерения длины изделий. Цель - повышение точности измерения за счет снижения погрешности от проскальзывания изделия на роликах рольганга при изменении их скорости вращения. После перекрытия передним концом проката предпоследнего датчика фиксируют количество импульсов от преобразователя угла поворота ролика рольганга при проходе задним концом проката базового расстояния, после перекрытия передним концом проката последнего датчика фиксируют количество импульсов и скорость их поступления за калиброванные отрезки времени при проходе задним концом проката участка базового расстояния, перекрытого хвостовой частью проката, по сумме полностью перекрытых базовых расстояний и количеству импульсов на длине хвостовой части определяют общую длину проката, а по скорости поступления импульсов за калиброванные отрезки времени определяют скорость вращения роликов рольганга и в случае изменения скорости выше установленного предела корректируют длину проката на величину разности между расчетным и зафиксированным значениями количества импульсов на базовой длине. 1 ил.
-Ф-Р L6,
ф
И К
ft
ФГк LS(n-i)
ifn
П
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ПОЛОСОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU420867A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
