друг от друга, по сигналам этих датчиков учитывают сумму базовых расстояний, перекрытий изделием, и интервалы времени прохождения передним концом изделия базовых расстояний, участков базовых рассто- яний, примыкающих к полностью перекрытым базовым расстояниям и остатков базовых расстояний, определяют длину остатков базовых расстояний, сравнивают длину остатков базовых расстояний и для окончательного расчета длины изделия принимают меньшее из значений остатков базовых расстояний.
Известный способ может быть применен только при небольших изменениях скорости движения проката, и не может обеспечить достаточной точности измерения при наличии больших ускорений (поло- жительных или отрицательных), при которых наблюдается проскальзывание проката на роликах рольганга.
Цель изобретения - повышение точности измерения за счет снижения погрешности от проскальзывания проката по роликам рольганга.
Это достигается тем, что в способе измерения длины конца проката, вышедшего за линию реза ножниц, заключающемся в том, что по линии движения проката размещают на базовом расстоянии датчики наличия проката, подсчитывают сумму базовых расстояний, перекрытых изделием, и сверхбазовую длину на момент остановки проката, датчики наличия проката располагают на расстоянии, меньшем тормозного пути рольганга, при прохождении концом проката каждого базового расстояния измеряют скорость вращения роликов рольганга и при появлении проскальзывания корректируют измеренную длину на величину, пропорциональную отношению изменения скорости на последнем базовом расстоянии и на участке, перекрытом передним концом проката на момент остановки.
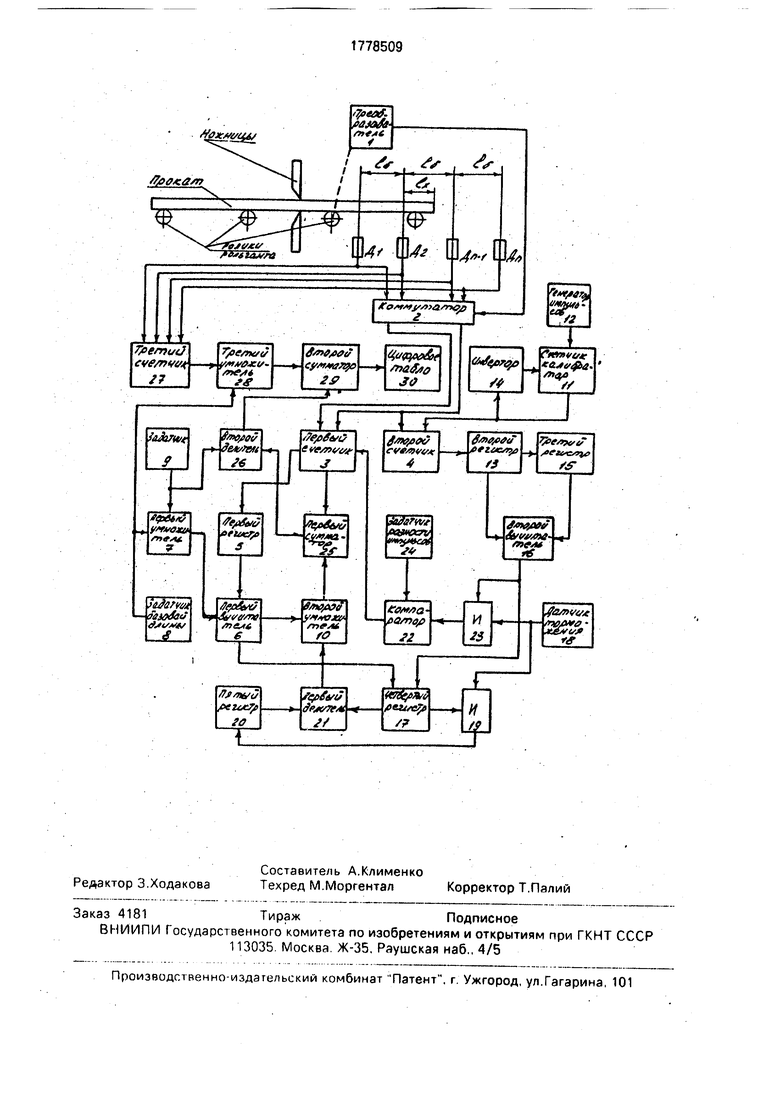
На чертеже приведена схема, поясняющая предложенный способ измерения длины.
Здесь указан ряд датчиков DrDn наличия проката, расположенных по ходу движения проката 1 за ножницами горячей резки 2. Базовые расстояния между датчиками б выбираются равными друг другу и должны быть меньше тормозного пути рольганга. С осью ролика 3 рольганга кинематически связан преобразователь 4 угла поворота ролика в число импульссгв. Выходы датчиков Di-Dn наличия проката и преобразователя 4 подключены к блоку вычислений 5. Выход блока вычислений подключен к цифровому табло 6.
Сущность способа заключается в следующем.
При движении проката с помощью преобразователя 4 последовательно подсчитываются длины бр на базовых расстояниях 1бф. ограниченных датчиками наличия проката, и сверхбазовая длина конца проката, вышедшего за последний базовый датчик наличия проката. После прохождения проката каждого базового расстояния производится сравнение подсчитанного бр и фактического бф значений длины
15
1б бр - 1бф1.
При получении очередного значения разности Д h+i предыдущее значение Ah эмулируется.
Кроме того, на каждом базовом расстоянии измеряют скорость вращения Vei роликов рольганга. Если же движение проката происходит без проскальзывания на роликах рольганга, то разность Д1| между подсчитанным бр и фактическим 1бф значениями
базовых расстояний должна быть близкой к нулю, При торможении рольганга скорость вращения роликов изменяется, и в результате проскальзывания проката на роликах рольганга будет возникать разность между
подсчитанным lepi и фактическим 1бф значениями длины проката на базовом расстояНИИ.
Отклонение подсчитанного значения длины 1бр от фактического 1бф будет зависеть
от величины изменения скорости Д Ve.
Если при подсчете сверхбазовой длины 1Х также наблюдается изменение скорости Д Vx вращения роликов рольганга, то в из- мереное значение длины вводится коррекция на величину, пропорциональную отношению изменения скорости на последнем базовом расстоянии и на участке, перекрытом передним концом проката на момент остановки
Д1коРР. -я$:-Д1в ,
где Д Vx - изменение скорости вращения роликов рольганга на участке подсчета сверхбазовой длины;
Д Ve - изменение скорости вращения роликов рольганга на последнем базовом расстоянии;
Д 1б - разность между подсчитанным и
фактическим значениями длины проката на последнем базовом расстоянии.
Откорректированная сверхбазовая длина будет иметь вид
1хкорр - Ix ± A Ixopp.
Тогда измеренная длина проката, вышедшая за линию реза ножниц, определяется из выражения
L + Ix + Обр - бф),
где п - количество базовых расстояний, перекрытых изделием.
С помощью преобразователя 4 угла поворота в число импульсов процесс измерения длины конца проката, вышедшего за линию реза ножниц, происходит следующим образом.
При движении проката 1 передним концом последовательно засвечиваются датчики Di, D2 и т.д. По сигналам засвеченных датчиков производится счет импульсов Nei от преобразователя 4 на каждом базовом расстоянии б. Одновременно производится счет импульсов Л NI за калиброванные отрезки времени Ati и определяется величина изменения числа импульсов за каждый отрезок времени Д t
5Ni A Ni- ДМ(м)
Зафиксированное на базовом расстоянии 1б число импульсов N6c{ сравнивается с расчетным значением Мбрасч.
Расчетное значение числа импульсов Мб.расч. определяется из выражения
Мб.расч. т-1б.
где т - масштаб импульса преобразователя, имп/мм.
Масштаб импульса зависит от длины окружности роликов рольганга Lp и вычисляется по формуле
Masm - )
Ln
где Моб - число импульсов преобразователя за один оборот.
Разность числа импульсов ANei между расчетным значением Ne расч и зафиксированным значением N(6.j.)i на базовой длине 1б, т.е. A Nei Мб.расч. - 1М(бф)| показывает величину погрешности за счет проскальзывания раската на роликах рольганга при изменении скорости вращения роликов.
Величина разности числа импульсов Д Мб и соответствующее ей изменение скорости поступления испульсов д Ni от преобразователя 4 вычисляются на каждой
базовой длине в блоке вычислений 5 и заносятся в память.
После получения количества импульсов на очередном базовом расстоянии предыду- щее значение из памяти удаляется.
После выдачи сигнала на останов рольганга проката проходит некоторое расстояние по инерции. Так как датчики Di-Dn расположены на расстояниях, меньших тормозного пути рольганга, то передний конец проката пройдет после выключения рольганга участок, длина которого не менее базового расстояния.
При полной остановке проката на участке, перекрытом передним концом проката х, вышедшем за последний перекрытый датчик, будет зафиксировано количество импульсов NX.
Если на этом участке будет наблюдаться
изменение скорости поступления импульсов за калиброванные отрезки времени такой величины, при которой во время движения раската на последнем базовом расстоянии наблюдалось проскальзывание
и была определена разность между расчетным и зафиксированным значением числа импульсов, то в число импульсов NX вводится коррекция ДМкорр. полученная на последнем базовом расстоянии.
Величина корректирующего воздействия вводится пропорционально изменению скоростей поступления импульсов на участке, перекрытом передним концом проката и на последнем базовом расстоянии.
A NKopP -ДМб(п) .
где д Nn изменение скорости поступления импульсов на участке, перекрытом передним концом проката;
5 N(n-i) - изменение скорости поступления импульсов на последнем базовом расстоянии;
ANe(n} - разность между расчетным
значением числа импульсов и зафиксированным значением на последней базовой длине.
Длина конца раската, вышедшая за по- следний перекрытый датчик, будет
( NX ± A NKOPP
m
Общая длина проката, вышедшая за линию реза ножниц, определяется из выражения
-(п-1)1бл -±7гр) ц
где п - число засвеченных датчиков наличия металла.
Значение длины L выдается на цифровое табло 6.
Пример. Базовые расстояния между датчиками наличия металла равны между собой и составляют б 200 мм.
Длина окружности ролика рольганга при d 400 мм составляет
LP 3.14x400 1256мм
Число импульсов преобразователя на один оборот N06 1200.
Масштаб импульса
LP
1200 1256
1 имп /мм.
д N4 - A N5 - A N4 б N5 д Мб- б Ns
68 - 68 О 67-68 -1
Следовательно, на втором базовом рас- стоянии раскат также двигался с равномерной скоростью проскальзываний.
На третьем базовом участке получено Ме.ф.з 177 импульсов, при этой за каждый калиброванный отрезок времени получено импульсов А N7-68. A Ne-69, A N9 40 Видно, что во время движения переднего конца раската на третьем базовом участке произвели торможение и скорость вращения ролика рольганга резко снизи- лась. Разность между расчетным и зафиксированным значениями чисел импульсов составляет



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения длины движущихся в продольном направлении изделий | 1989 |
|
SU1668853A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 2009 |
|
RU2414678C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ ПРОКАТА | 2004 |
|
RU2275589C2 |
| Устройство для измерения длины движущегося проката | 1981 |
|
SU977934A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
| Устройство для управления петлеобразованием раската на листовом стане горячей прокатки | 1990 |
|
SU1785451A3 |
Расчетное число импульсов на базовом расстоянии20
N6.
расч.
т 1б 1,0-200 200 имп.
На первом базовом расстоянии получено Мб.ф. 202 импульса, причем за каждый калиброванный отрезок времени были получены следующие значения чисел импульсов: A Ni 67. A N2 58. А N3 67.
Разность между расчетным и зафиксированным значениями чисел импульсов со- ставляет
A Nei Мб.расч. - Мб.ф.1 200-202 -2имп.
Изменение количества импульсов за каждый калиброванный отрезок времени
д N1 Д N2- A N1 68-67 1 д N2 А Мз - А N2 67 - 68 -1
Следовательно, на первом базовом расстоянии раскат двигался практически с оди- наковойскоростью,поэтому
проскальзывания не наблюдалось.
На втором базовом расстоянии получе- но Мб.ф2 203 импульса, а за калиброванные отрезки времени получено AN4 68, A NS 68, A Ne 67 импульсов.
Разность между расчетным и зафиксированным значениями чисел импульсов на втором базовом расстоянии составляет
А Мб.2 Мб.расч. - N6 ф.2 200 - 203 -3
За калиброванные отрезки времени ко- личество импульсов изменялось следующим образом.
б Мз - А N4 - А N3 68 - 67 - 1
Д МбЗ - Мб.расч. - Мб.ф.з 200 - 177 23
Изменение количества импульсов за каждый калиброванный отрезок времени составляет
д Мб A Ne 68 - 67 1 5N7 AN8- AN 69-68 1 д Ne - A N9 - A Ns 40 - 69 -29
Таким образом, на третьем базовом расстоянии во время торможения произошло резкое изменение поступления импульсов (на 29 импульсов за калиброванный отрезок времени) и в результате проскальзывания разность Д Мез между расчетным и Мб.расч. и зафиксированным Мб.ф.з значениями чисел импульсов достигла 23 импульсов.
При движении переднего конца раската на четвертом базовом расстоянии получены следующие значения чисел импульсов за калиброванные отрезки времени:
i 4 Nio-9, Atati47,4N12 5,ANi3 3, : А N14 2. А Ni5 1.ANi6 0. i
Раскат остановился в таком положении, что его передний конец находится на участке четвертого базового расстояния.
Общее число импульсов на длине переднего конца раската, вышедшего за последний засвеченный датчик, Nx - 28.
Число импульсов за калиброванные отрезки времени изменялось следующим образом:
бЫ9- A Nio- A Мэ-Э-40°-31 д Мю - A NII - А Мю - 7 -10 -3 д Nil A Ni2 - A Nn - 5 - 7 -2 д Ni2 Д Ni3- Д N12-3-5--2
(3Ni3 A N14- Д Ni3 2-3 -1 dNu ANis- ANu 1 -2--1 д N15 ANie- ANis 0- 1 -1 5Nie ANi7- ANie 0-0 0
По числу импульсов за калиброванные отрезки времени видно, что за первый отрезок времени произошло изменение числа импульсов на большую величину (31 импульс), а дальше изменение числа импуль- сов во времени происходило до самой остановки раската незначительно. Следовательно, при движении раската в первый отрезок времени еще происходило проскальзывание.
Длина переднего конца раската, вышедшая за последний засвеченный датчик, без учета проскальзывания будет
lx m Nx 1,0 х 28 28 мм
Для учета проскальзывания определяется число импульсов для коррекции
7Й
A NXKOPP -
-31 х.23 24
-29
Тогда с учетом коррекции длина переднего конца, вышедшая за последний засве- 30 ченный датчик, будет
52 мм
IxKOpp-
NX ± A NXKQPP 28 + 24 52 , m1,01,0
Общая длина проката, вышедшая за линию реза
0 5
0
5
0
L - (п-1) б + IXKOPP (4-1) х 200 + 52 - 600 + +52 652 мм
Формула изобретения
Способ измерения длины переднего конца проката, вышедшего за линию реза ножниц, заключающийся в том, что по линии движения проката размещают на базовом расстоянии датчики наличия проката, подсчитывают сумму базовых расстояний пере- ) рытых изделием и сверхбазовую длину на момент остановки проката, отличающий - с я тем, что, с целью повышения точности путем снижения погрешностей от проскальзывания проката по роликам рольганга, датчики наличия проката располагают на расстоянии, меньшем тормозного пути рольганга, при прохождении концом проката каждого базового расстояния измеряют частоту вращения роликов рольганга и при появлении проскальзывания корректируют измеренную длину на величину, пропорциональную отношению изменения частоты на последнем базовом расстоянии и на участке, перекрытом передним концом проката на момент остановки.
t&x#{/tЈ6Ј
i
ffjp0 a n
JV
й&Ги -II Ur UtU
2ff
В
. fa&ffa/П4Л6
Лг
л
fo r tys u/nqp
, /Нал /У
