Известно ленточное формование изделий из глины или многокомпонентных масс. Однако сушес-твующие прессы с нагнетателем в виде простого шнека формуют лишь увлажненные слабоконснстентные массы и не обеспечивают качественного формования изделий.
Для устранения недостатков ленточного формования, при получении эффективных высокопустотных тонкостенных изделий повышенно прочности из маловлажных масс, необходимо изменить конст|)укции рабочих органов пресса.
Маловлажное формование эффективных изделий позволяет применять бесполочную сушку и объединить процесс сушки с процессом обжига в одном туннеле.
Известные прессы состоят из нагнетателей подаюш.его и роторного прессующего, конические ротор и статор которого выполнены с противоположно направленными ручьями резьб, переходной головки и мундштука.
Предложенный прессобеспечивает предварительное обжатие поступаюш.ей массы с удалением из нее воздуха, что способствует улучшению качества прессуемых изделий.
Достигается это тем, что подающий нагнетатель выполнен коловратным в форме наклонной шайбы, охватывающей поверхность круглой решетки, удерживающей подаваемую через нее массу.
Для обеспечения нагнетания жестких масс с пониженным влагосодержанием на выходном конце прессующего нагнетателя донные поверхности ручьев конического ротора и статора срезаны, а их стенки образуют отдельные консольные спирали, располагаемые в зоне нагнетаемо ; массы.
Для улучшения формуемости и связности массы канал переходной головки пресса выполняется либо с подвижными в направлении к потоку массы стенками, либо с переменным сечением при неподвижных стенка.х. благодаря чему нагнетаемой массе сообщается ряд последовательных деформацнй сдвига в противоположных направлен ;ях.
№ 130386 -2При работе на неоптимальном составе компонентов нагнетаемой массы, с целью нарушения ее структуры, в канале переходной головки пресса, перед мундштуком, установлена пересекающая канал враш,ающаяся решетка для перемешивания массы.
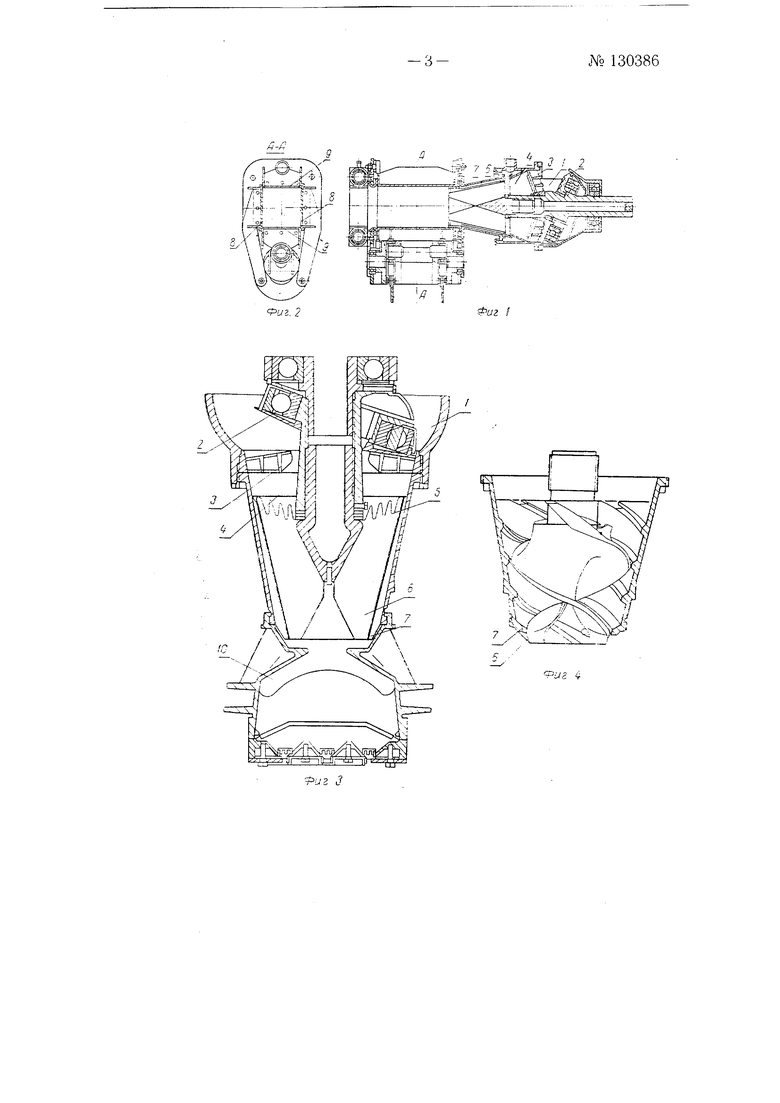
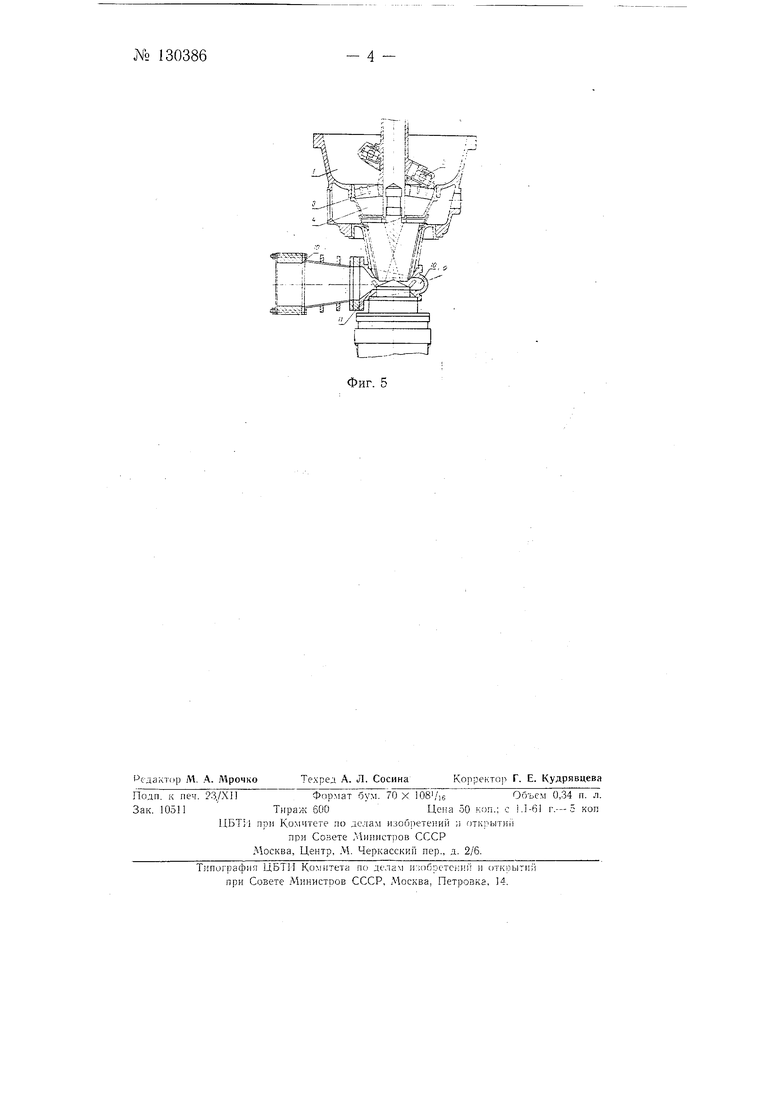
На фиг. 1 изображен горизонтальный пресс в продольном разрезе; на фиг. 2-то же, разрез поЛ-Л на фиг. 1; на фиг. 3-вертикальный пресс в продольном разрезе; на фиг. 4-роторный прессуюший нагнетатель; на фиг. 5-вариант конструктивного выполнения пресса.
Пресс для ленточного формования строительных изделий как в горизонтальном конструктивном выполнении (фиг. 1), так и в вертикальном его выполнении (фиг. 3 и 5) включает в себя приемну о камеру /, в которой вмонтирован коловратный нагнетатель 2, уплотняющий и подающий массу через решетку 3 в полость 4 в виде плотной глиняной пробки.
На валу этого же нагнетателя смонтирован винтовой нагнетатель, измельчающий массу заборными зубцами 5 и спиральными витками противоположных резьб 6 и 7 статора и ротора винтового нагнетателя.
Нагнетаемая масса поступает в канал с подвижными стенками 8 и 9 (фиг. Г) или в канал 10 (фиг. 3 и 5) переменного сечения, который сообщает формовочной массе ряд знакопеременных деформаций перед выходом ее из мундштука.
Для нарушения слоистых структур применено сменное приспособление (фиг. о), которое перемешивает массу передпоступлением ее в мундштук посредством мешалки, вынолненной в виде решетки //, пересекаюш.ей поток массы.
Предмет изобретения
1. Пресс для ленточного формования строительных изделий из многокомпонентных, обладающих пластичностью масс, например глины, состоящий из нагнетателей подающего и роторного прессующего, у которого конический ротор и статор выполнены с пJЗoтивoпoлoжнo направленными ручьями резьб, переходной головки и мундштука, отличак щийся тем. что, с целью поступающей массы с удалением из нее воздуха, подающий нагнетатель выполнен коловратным, в форме наклонной шайбы, обкатывающей поверхность круглой решетки, удерживающей подаваемую через нее массу.
2.Пресс по п. 1, от л и ч а ю щ и и с я тем, что. с целью обеспечения лагнетания жестких масс с пониженным влагосодержанием на выходном конце прессующего нагнетателя донные поверхности ручьев конического ротора и статора срезаны, а их стенки образуют отдельные консольные спирали, располагаемые в зоне нагнетаемой массы.
3.Пресс по по. I и 2, о т .л и ч а ю щ и и с я тем, что. с целью улучшения формуемости и связности массы, канал переходной головки пресса выполнен с подвижными в направлении к потоку массы стенками или с переменным сечением при неподвижных стенках для сообщения нагнетаемой массе ряда последовательных деформаций сдвига, имеющих противоположные направления.
4.Пресс по пп. 1 и 3, от л и ч а ю щ и и с я тем, что. с целью нарущения структуры нагнетаемой массы при работе на неоптимальном составе ее компонентов, в канале переходной головки пресса, перед мундштуком, установлена пересекающ,ая канал вращающаяся рещетка для перемешивания массы.
Риг. 2
IrgJ / 2
Фиг I
| название | год | авторы | номер документа |
|---|---|---|---|
| Формующий орган ленточного пресса для многопустотных керамических изделий | 1955 |
|
SU107140A1 |
| Ленточный пресс непрерывного действия для формования пластических масс | 1948 |
|
SU84275A1 |
| Способ непрерывного контроля формовочных свойств массы в головках ленточных прессов и устройство для его осуществления | 1954 |
|
SU107141A1 |
| Мундштук для ленточного пресса | 1949 |
|
SU95165A1 |
| Аппарат для приготовления и нагнетания сложных строительных растворов | 1948 |
|
SU77598A1 |
| Прибор для определения коэффициента сопротивления скольжению, например, для глин | 1950 |
|
SU90141A1 |
| Головка ленточного пресса | 1983 |
|
SU1135651A1 |
| Конусная насадка для оценки формовочных свойств пластических масс | 1960 |
|
SU140256A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Машина для резки кирпича | 1948 |
|
SU79026A1 |
Гцг V
