Изобретение относится к прокатному производству, в частности к производству тонколистового холоднокатаного металла.
Цель изобретения - повышение качества жести за счет уменьшения неплоскостности полосы и улучшения механических свойств.
Пример 1. При задаче рулона на дрессировку предварительно определяют температуру полосы. После этого по известной температуре определяют необходимое обжатие при дрессировке, после чего металл задают в стан и осуществляют процесс дрессировки .
Обжатие определяют из соотношения
е 3,0-0,025t,
где - носительное обжатие, %;
t - температура металла, . Так, например, при задаче в дрессировочный стан рулона, температура полосы в котором.
замеренная контакт ной термопарой, равна 112 С, высчиты
Дрессировка при температуре полосы ниже 40°С также нецелесообразна в связи со значительными потерями времени на охпаждение жести (скорость охлаждения рулона жести значительно снижается при достижении температур, близких к температуре окружающей среды). Так, время, невают необходимое обжатие б,, 0,2%, после чего металл подвергают дрессировке с этим обжатием, В результате
получается жесть с твердостью 55HR30T -30 обходимое для охлаждения рулона жес- и волнистостью кромок 3 мм„ти от температуры распаковки до 30°С,
П-р и м е р 2. Металл с темпе- составляет 98 ч. ратурой полосы 75°С подвергают дрессировке с обжатием 6ts 1,1%. Характеристика жести, полученной
Полученная в результате дрессиров- 35 Р дрессировке по указанной зависи- ки жесть имеет твердость 54HR30T и ости в сравнении с известным спосо- волнистость кромок 2,5 мм, . бом, дана в таблице.
116 112
75 40
17 19
32 72
0,1 0,2
5.1 2,0
13049462
Металл с температурой полосы дрессируют с обжатием ;о 2%.
Полученная жесть имеет твердость 54, 5HS30T и волнистость кромок 2 мм.
Осуществлять дрессировку в соответствии с указанной зависимостью целесообразно в интервале температур 40 - 112 С. Это обусловлено тем, что при температу1эе дрессируемого металла выше 112 С, необходимо применять обжатие на дрессировочном стане менее 0,2% (для получения удовлетворительных механических свойств и неплоскостности) . Но при таких низких обжатиях происходит проскальзывание валков относительно полосы, что приводит к дефектам поверхности жести (царапины, навары).
25
Дрессировка при температуре полосы ниже 40°С также нецелесообразна в связи со значительными потерями времени на охпаждение жести (скорость охлаждения рулона жести значительно снижается при достижении температур, близких к температуре окружающей среды). Так, время, не-30 обходимое для охлаждения рулона жес- ти от температуры распаковки до 30°С,
Навар, царапины
Удовлетворительное
11
2.5
2
30
98
Формула изобретения
Способ дрессировки жести, включающий прокатку, отли.чаю- щ и и с я тем, что, с целью повышения качества жести за счет уменьшения неплоскостности полосы и улуч- шения механических свойств, прокатку
Редактор Н, Тупица
Составитель В. Васильева
Техред М.Ходанич Корректор Н. Король
Заказ 1369/10 Тираж 481 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
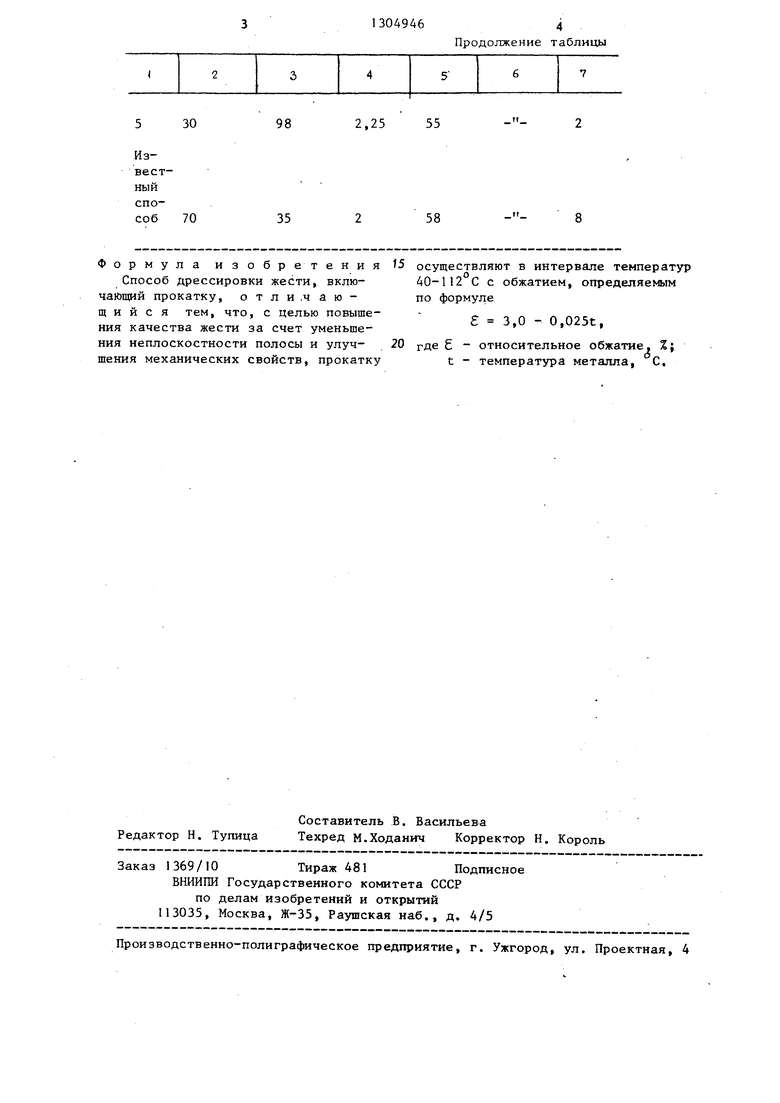
Продолжение таблицы
2,25 55
it
осуществляют в интервале температур 40-112 С с обжатием, определяемым по формуле
3,0 - 0,025t,
где - относительное обжатие. %; t - температура металла, С.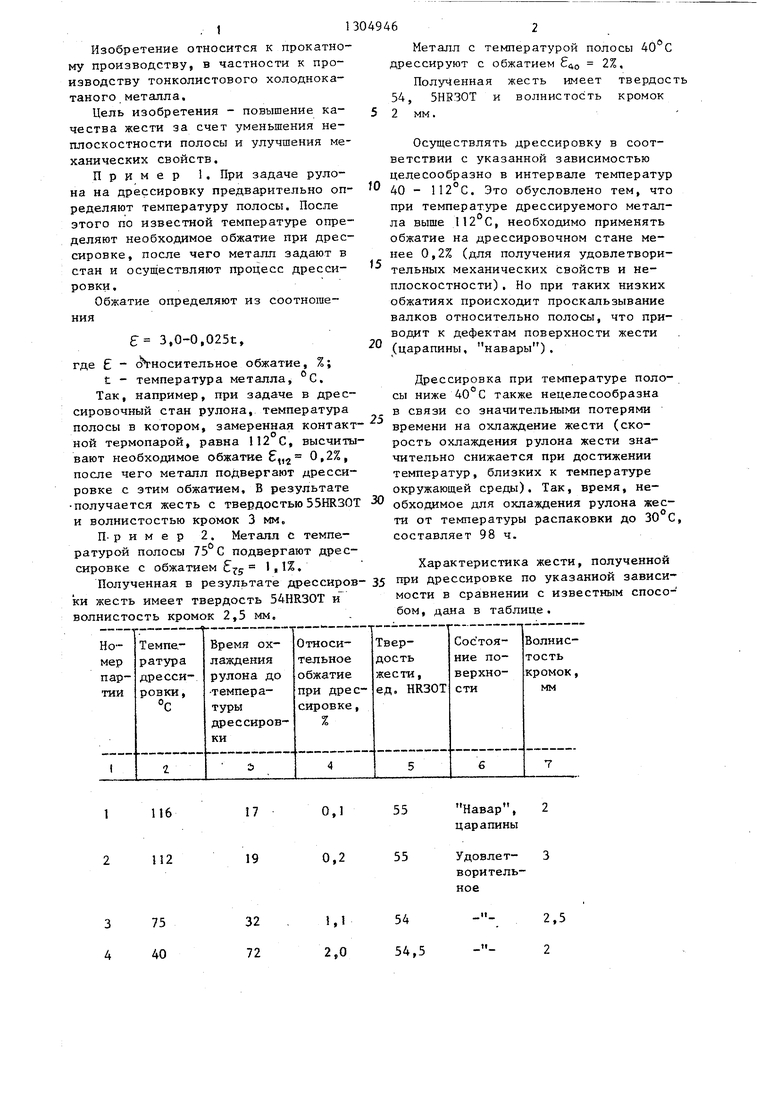
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |
| СПОСОБ ПРАВКИ ТОНКОЙ ПОЛОСОВОЙ СТАЛИ | 2001 |
|
RU2200068C1 |
| СПОСОБ ДРЕССИРОВКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗ МАРГАНЦОВИСТОЙ СТАЛИ | 2005 |
|
RU2288790C1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2164179C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНЧАЙШЕЙ ЖЕСТИ | 2013 |
|
RU2511155C1 |
| СПОСОБ ДРЕССИРОВКИ ПОЛОСЫ | 1992 |
|
RU2016680C1 |
| Способ изготовления черной жести | 1981 |
|
SU1087219A1 |
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ОЦИНКОВАННОЙ СТАЛИ | 2011 |
|
RU2455090C1 |
Изобретение относится к области прокатного производства, в частности к производству тонколистового холоднокатаного металла. Целью изобретения -является повьшение качества жести за счет уменьшения неплоскостности полосы и улучшения механических свойств. Способ дрессировки жести заключается в обжатии отожженного металла валками дрессировочного ста- на. Величину обжатия определяют в зависимости от температуры полосы. Способ позволяет уменьшить волнистость кромок и коробоватость, 1 табл. оо о со 4; а
| прокатка жести | |||
| - М | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Холодная Металлургия, ( 54) СПОСОБ ДРЕССИРОВКИ ЖЕСТИ | |||
