Изобретение относится к области прокатного производства, а именно к дрессировке холоднокатанной жести.
Технология дрессировки тонколистового проката описана в книге Н.И. Шефтеля. Холодная прокатка листовой стали, с. 103-104, 108-117. Технология дрессировки заключается в прокатке с малыми относительными обжатиями при температуре прокатываемого металла 30-40oC. Недостатком способа дрессировки является ограничение по температуре дрессируемого металла (не выше 40oC), что требует значительного времени на остывание и приводит к снижению производительности.
Наиболее близки к предлагаемому изобретению является способ дрессировки жести, который заключается в том, что для получения всех необходимых свойств при дрессировке жести на двухклетевом стане степень деформации должна быть в пределах 1,75-3,0%. Способ описан в книге С.П. Антонова, М.И. Куприна, А.Ф. Пименова, Л. В. Радюкевича, Н.М. Шакирова. Холодная прокатка жести. М.: Металлургия, 1965, с. 198-204.
Недостатком данного способа дрессировки является то, что при таком способе не всегда возможно получение металла с нужными механическими свойствами, например, если дрессировку металла производить при температуре выше 40oC, т.е. также имеет место ограничение по температуре дрессируемого металла.
Техническая задача, решаемая изобретением - расширение температурного интервала дрессируемого металла, что приводит к увеличению производительности.
Для решения этой задачи способ дрессировки тонколистового проката, включающий прокатку с малыми обжатиями, ведут при температуре дрессируемого металла, не превышающей 90oC, с относительными обжатиями 0,5-2,2%, при этом при температуре до 45oC обжатия не превышают 2,2%, при температуре 45-75oC обжатия не превышают 1,5%, а при температуре 75-90oC обжатия не превышают 0,8%.
Способ дрессировки осуществляют следующим образом.
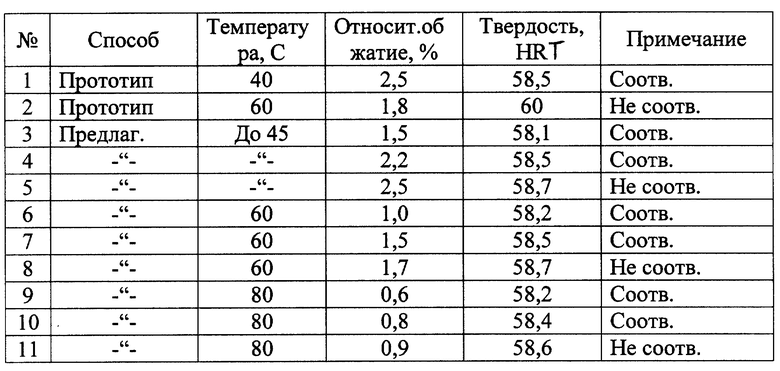
Отожженную холоднокатаную полосу толщинами 0,20-0,36 мм, смотанную в рулон, ставят на транспортер рулонов (приемный стеллаж) дрессировочного стана. С приемного стеллажа рулон одевается на барабан разматывателя. После установки в разматывателе производят заправку переднего конца полосы в валки натяжного устройства. Перед задачей полосы в валки производят замеры температуры термопарой типа ЭТП-М. Класс прибора точности ±2,5. После заправки полосы в стан устанавливают натяжение полосы между клетями и моталкой и выбирают режим обжатий в зависимости от замеренной температуры полосы. Если температура металла перед дрессировкой до 45oC, то относительные обжатия устанавливают в пределах 0,5-2,2%. При обжатиях ниже 0,5% идет недрессированный металл, а при обжатиях выше 2,2% не достигаются необходимые механические свойства (например, твердость) металла. Если температура металла перед дрессировкой 45-75oC, то относительное обжатие устанавливают 0,5-1,5%. При обжатиях ниже 0,5% идет недодрессировка металла, а при обжатиях выше 1,5% - не достигаются требуемые механические свойства. Если температура металла перед дрессировкой 75-90oC, то обжатия выбирают 0,5-0,8%. Здесь также при обжатиях меньше, чем 0,5% происходит недодрессировка металла, а при обжатиях больше, чем 0,8% не достигаются необходимые механические свойства металла. Результаты опытных дрессировок жести из стали 08ПС толщиной 0,28 мм, проведенных по предлагаемому способу и прототипу, приведены в таблице. Требуемый верхний предел твердости после дрессировки в данном случае должен быть 58,5 HRT.
Из таблицы следует, что при дрессировке жести по прототипу при повышении температуры дрессировочного металла не достигается требуемая твердость (пример N 2). При дрессировке по предлагаемому способу твердость не соответствует только в тех случаях, когда относительные обжатия выходят за пределы заявляемых (пример N 5,8,11). Таким образом, предлагаемым способом можно осуществить дрессировку жести, значительно подняв предел по температуре (до 90oC), при этом механические свойства соответствуют техническим требованиям. Таким образом, сокращается цикл производства жести за счет уменьшения времени на охлаждение, что приводит к значительному увеличению производства без дополнительных капитальных затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |
| СПОСОБ ПРАВКИ ТОНКОЙ ПОЛОСОВОЙ СТАЛИ | 2001 |
|
RU2200068C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2008 |
|
RU2366726C1 |
| Способ дрессировки жести | 1985 |
|
SU1304946A1 |
| СПОСОБ ДРЕССИРОВКИ ХОЛОДНОКАТАНЫХ ПОЛОС ИЗ МАРГАНЦОВИСТОЙ СТАЛИ | 2005 |
|
RU2288790C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2165466C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471876C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 2004 |
|
RU2255990C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ДРЕССИРОВОЧНОЙ КЛЕТИ КВАРТО | 2002 |
|
RU2231406C1 |
Изобретение относится к прокатному производству, а именно к дрессировке холоднокатаной жести. Изобретение направлено на повышение производительности за счет сокращения времени на охлаждение перед дрессировкой и повышения температуры дрессируемого металла с сохранением всех требуемых механических свойств. Способ заключается в прокатке с малыми обжатиями, причем при температуре дрессируемого металла до 45oC относительные обжатия составляют 0,5-2,2%, при температуре 45-75oC - 0,5-1,5%, а при температуре 75-90oC - 0,5-0,8%. Изобретение обеспечивает сокращение цикла производства жести. 1 табл.
Способ дрессировки тонколистового проката, преимущественно жести, включающий прокатку с малыми обжатиями, отличающийся тем, что дрессировку ведут при температуре дрессируемого металла, не превышающей 90oC, с относительными обжатиями 0,5 - 2,2%, при этом при температуре до 45oC обжатия не превышают 2,2%, при температуре 45 - 75oC обжатия не превышают 1,5%, а при температуре 75 - 90oC обжатия не превышают 0,8%.
| С.П | |||
| АНТОНОВ и др | |||
| Холодная прокатка жести | |||
| - М.: Металлургия, 1965, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Способ отделки холоднокатаных отожженных полос из низколегированных сталей | 1989 |
|
SU1650289A1 |
| СПОСОБ ДРЕССИРОВКИ ПОЛОСЫ | 1992 |
|
RU2016680C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПОЛОС | 1993 |
|
RU2038878C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| ВОЛНОВОДНЫЙ ПЕРЕКЛЮЧАТЕЛЬ | 0 |
|
SU391658A1 |
