г. 1305448
Изобретение относится к .способа -.
.н
зготоилення строительных изделийj преимущественно крупных составных блоков и может быть использовано при изготовленииJ например крупных стеновых блоков и панелей , из штучных материалов. .
Известнь й способ предварительного напряжения койструкций, состоящих иэ отдельнык сборных блоков, включает в себя навивку на грани блоков арМа- туры с натяжением и ксацией ее концов . Недостатком з того способа являются возникаюпще в начале и в процессе навивки арматуры значи тельные по величине реактивные не. симметрично приложенные силы от иатя- жени я,, передаваемые на отдельные блоки, Поэтому при начале навивки пред- напряженной арматуры на свежеизготовленные крупные составные блоки (та- кивэ например, как крупные стеновые блоки и панели из штучных .каменных материалов, кирпича туфа; пильного известняка И т.п.) невозможно обеспечить сохранность швов и геометрической формы крупных блоков, Так при иав.нйке высокрпрочной проволоки метром 2-мм реактивная не симметрич , по приложенная сила от натякения про- волоки составляет примерно 360 кг. Для удержания на месте составляющих элементов за счет их веса (при коэф- трения бетона по стали,,, равного Oj3) вес составляющих элементоя должен быть не менее 1500 кг, Факти-. чески вес штучных камен1-1ых материа - лов, а именно средних блоков - 200- 250 кг 5 штучных каменных материал:ов - Kpj т,е, обеспечить сохранность свежеизготовленных (при нулевой проч- 1ЮСТК раствора) крупных составных блоков без дополнительных мероприя- тий не представляется возможным, Со Крайность крупных составных блоков при навивке преднапряженной непрерьш ной арматуры может быть обеспечена за счет нарастающей во прочности нормального сцепления и раст™ вора в швах. Однако ддш этого требу -, выдержка готовых изделий в те- 3-5 с, что с ущественно снижает произвЬди тельность и практически исгслгачает применение эффективной,и конвейерной технологии их изготовле ния. При этом даже при вьздержке 3-5 сут при нави вке преднапряженной про™ волоки имеет место повреждение от- дельных швов кладки блоков.
Наиболее близким техническим решением является способ пр ед варит ел ь- .ного напряжеш- я преимущественно крупных составных блоковэ включающий навивку арматуры с натяжением и фиксацией ее концовJ в котором после заливки швов крупный блок обжимают ycH-, лием5 соответствующим распределенной по поперечному нагрузке OjS-. 5,0 кгс/см, не снимая обжатие, вы- . полняют доводочные операции, после чего уст,анавливают с преднапряжением . арматуру а обжатие снимают. При этом обеспечивается высокое качество выпусKaeNmix крупных составных блоков
Однако применение такого способа предусматривает в процессе изготовле- ния обзсатие изделий с устранением его после установки предналряженной арматуры, Необходиь псть в таком жатии снижает производительность при изготовлении крупнь:;х составных ков.
Цель изобретения - повьщ1енне производительности при изготовлении крупных составных блоков.
Поставленная цель достигается темд что в способе предварительного напряжения преимущественно крупных
0 составных блоков, включающем навивку .арматуры с натяженнем и фиксадией ее кондов, предварительно арматуру навивают с натяженнем на упоры шаб ™ лона;, снабженные пlэoклaдкa Шg nocTte
5 чего готовьй растя;аутьй арматурньй контур с прокладка:ми усганавливают на изделие
В .местах строповки блоков кавнвку арматуры выполняют с образованием
0 пбтли вокруг прокладки в какдотч витке арматурного контура
5
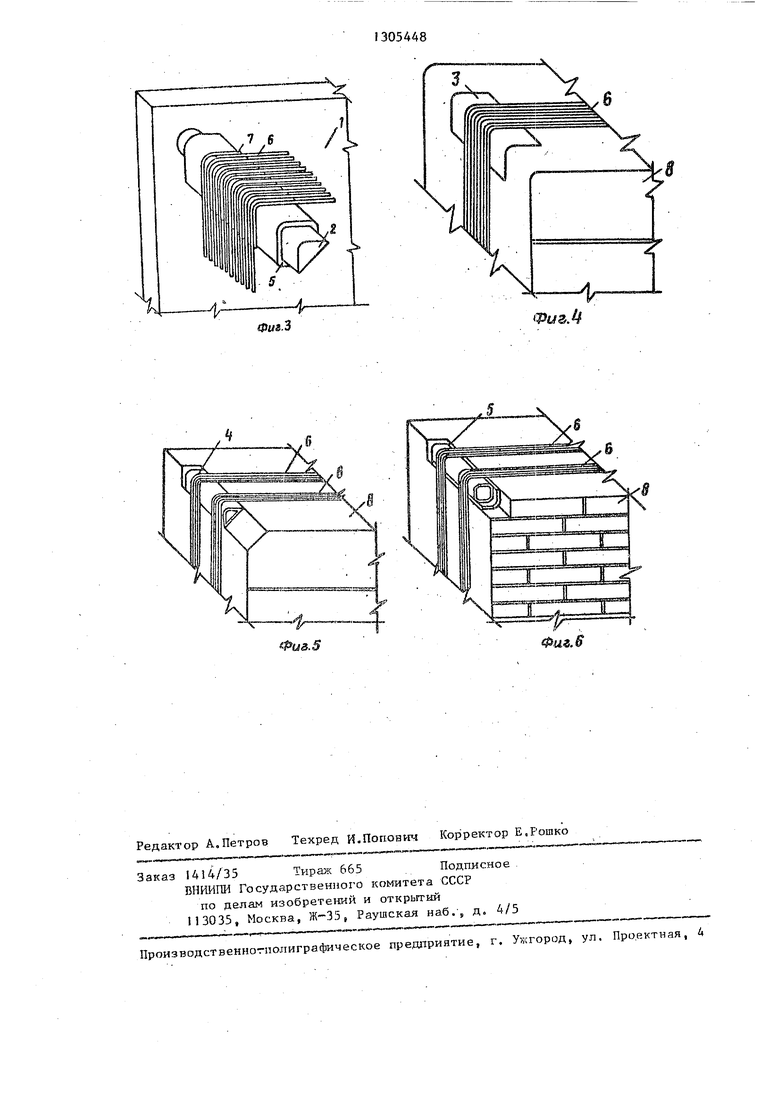
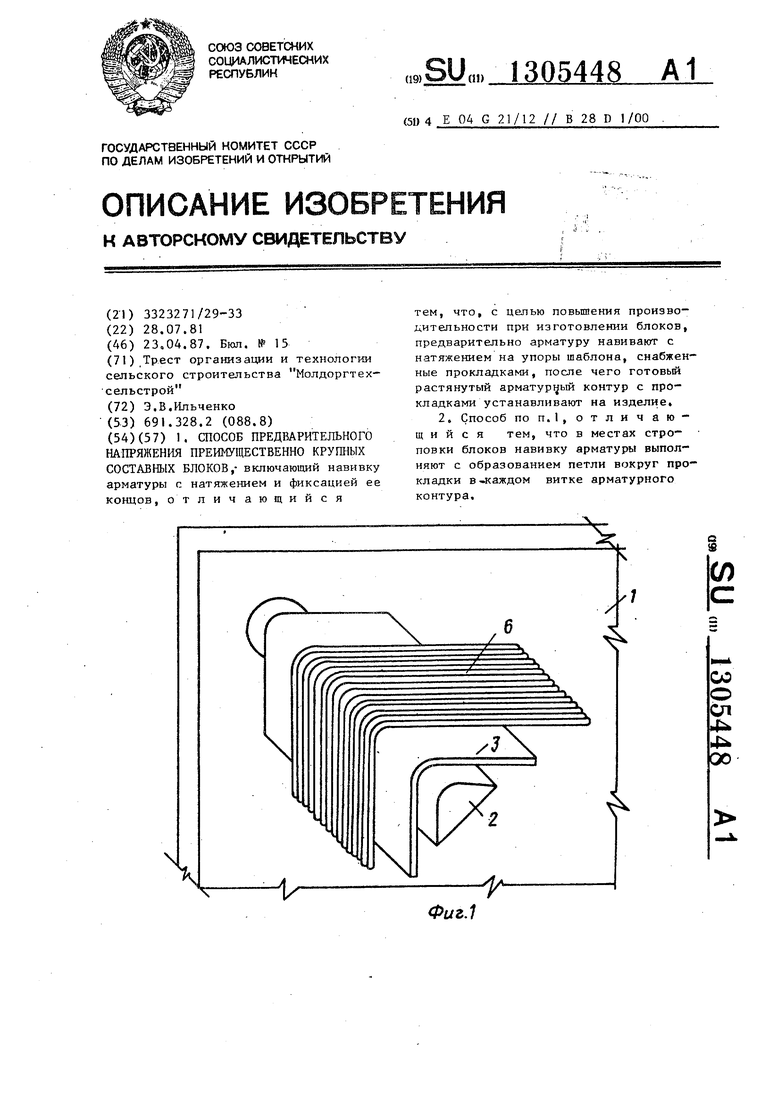
На ||яг,1 показа.н упор шаблона с установленной на кем прокла,дкоЙ5 имекг 4,5 щей в сечении форму .уголка и Т5ФНЫЙ- КОНТУР на фиг,2 - упор шаблона с установленной на нем прокладкой имеющей в сечении форму полого тре угольника,, и арматурньй контур| на 50 фиг.З - упор шаблона с установленной на.нем прокладкой.5 имеющей в сечении форму полого ч,еты ехугольника, и ар . натурный контур с петлей,вокруг про
кладки в каждом витке;- на фиг,4 - 55 размещение на строительном элементе прокладки уголковой формы с арматург ным контуром| на фиг.З размещение , на строительном элементе полой прокладки треугольной формы с арматур-
ным контуром; на фиг.6 - размещение на строительном элементе полой прокладки четырехугольной формъ) с арматурным контуром.
На чертежах показаны: рама шабло- на 1; упор шаблона 2; прокладка, имеющая в сечении форму уголка 3; прокладка, имеющая в сечении форму полого треугольника 4; прокладка, имеющая в сечении форму полого четы- рехугольника 5; .преднапряженный арматурный контур из проволоки 6j петля 7 вокруг прокладки; крупный сое- тавной блок 8; фаска на изделии 9, четверть на изделии 10,
Армирование изделия предварительно напряженной арматурой осуществляется следующим образом.
Крупный стеновой блок предвари- тельно изготавливается в горизонтальном положении на плоском поддоне из мелких или средних блоков пильного
известняка или же из кирпича,
Далее арматура (например, из про- волоки диаметром 2 мм) с натяжением навивается на упоры шаблона по предварительно установленным прокладкам, Арматурный .контур содержит обычно 8-12 витков. Концы арматуры затем фиксируются, например, точегчной свар кой на одной из rfpoклaдoк, После этого свежеизготовленное изделие через 30-40 мин после заливки швов по- дается под шаблон с совмещением угдо крупного блока и арматурного контура навитого на упоры шаблона. При этом предусматривается, что расстояние
по диагонали между внутренними угла ми крупного блока (с учетом габари- тов четвертей) на 2-3 мм меньше, чем расстояния по диагонали между внут- оенними углами прокладок.
-
Лапее арматур ный контур с палыми прокладками, находящийся на упорах, свободно над1зигается на блок, В случае четвертей в крупном блоке предва рительно слоем в 3-5 мм укладывается раствор и надвкжка арматурного контура на блок происходит с вьщавли- ванием излишка раствора. После этого упоры шаблона освобождаются от фиксации и усилие преднапряжения передается на изделие. Далее удаляются из прокладок упоры шаблона,
В случае уголковой прокладки (фиг,1-А) надвижка арматурного кънту ра на изделие осуществляется усилием приложенным к концам уголковых прокладок,
Потери напряжения при установке арматурного контура на крупный блок составляют 2-6%, Транспортабельность крупных стеновых блоков составной конструкции обеспечивается после их .кантовки в вертикальном (проектном), положении, снятия .с поддона и 2-3 час выдержки в вертикальном положении, - Осуществление способа позвбляет также осуществлять строповку и соответственно перемещение блока без применения специальных захватных приспособлений, Строповка блока осуществляется за верхние прокладки посредством такелажных скоб, При этом штырь продевается через прокладку и проушины скобы.
Использование изобретения позволяет выполнять навивку преднапряжен- ной арматуры без технологической выдержки на твердение швов. Это в свою очередь позволяет осуществлять их изготЬвление по конвейерной технологии без разрыва технологического процесса изготовления, существенно по- вьш1ая производительность при .-. товлении крупных Составных блоков.
V
Фи.г
Фив-З
Физ,.Ц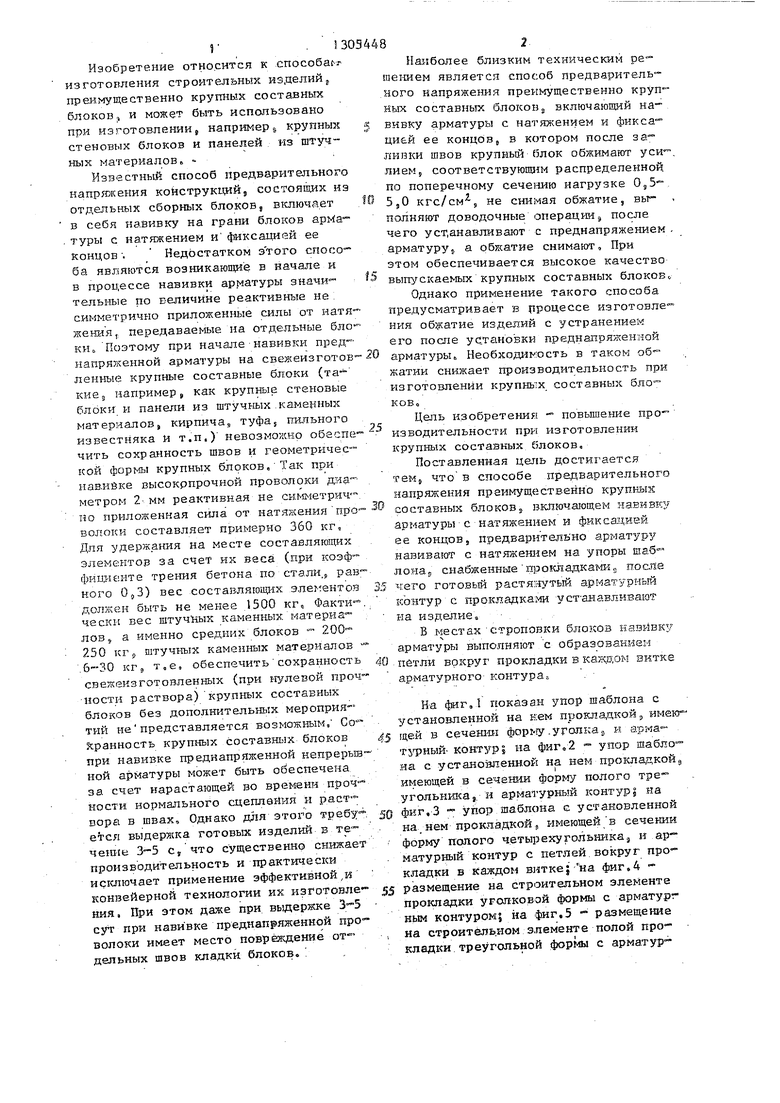

| название | год | авторы | номер документа |
|---|---|---|---|
| Составной строительный блок | 1977 |
|
SU941510A1 |
| Составной строительный блок | 1981 |
|
SU1016456A1 |
| Способ изготовления стеновых блоков состоавной конструкции | 1977 |
|
SU635077A1 |
| Способ изготовления строительных изделий из отдельных элементов | 1979 |
|
SU921855A1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| Арматурный канат (варианты) и способ его изготовления | 2019 |
|
RU2730136C1 |
| Цилиндрический резервуар | 1980 |
|
SU939696A1 |
| СПОСОБ УСКОРЕННОГО ВОЗВЕДЕНИЯ ЗДАНИЯ МЕТОДОМ ОТВЕРТОЧНОЙ СБОРКИ И ЗДАНИЕ ИЗ ФАСАДНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ И МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 2016 |
|
RU2633602C1 |
| Способ изготовления стеновых блоков | 1979 |
|
SU983219A1 |
| Способ изготовления пространственного арматурного каркаса | 1988 |
|
SU1710681A1 |
Фив. 5
б
Фиг.$
Редактор А.Петров Техред И.Попович Корректор Е.Рошко
Заказ 1414/35Тираж 665. Подписное.
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. д. 4/5
Производственнотполиграфическое предприятие, г, Ужгород, ул. Проектная, 4
