(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ ОТДЕЛЬНЫХ ЭЛЕМЕНТОВ
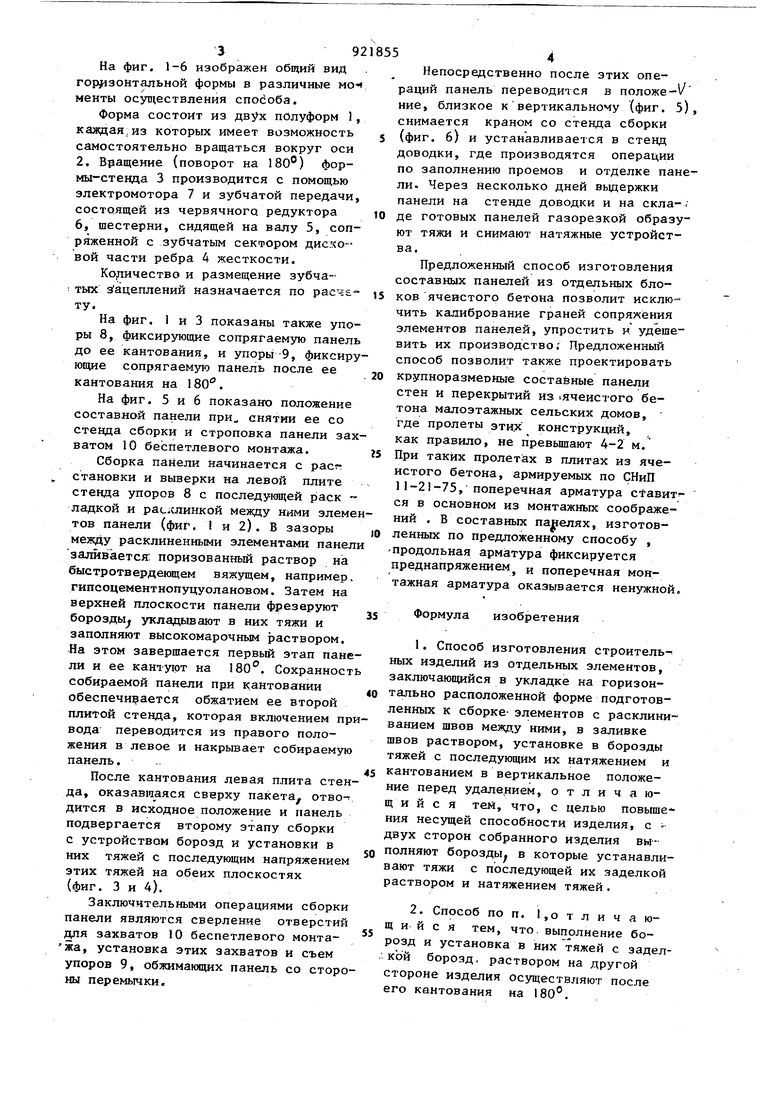
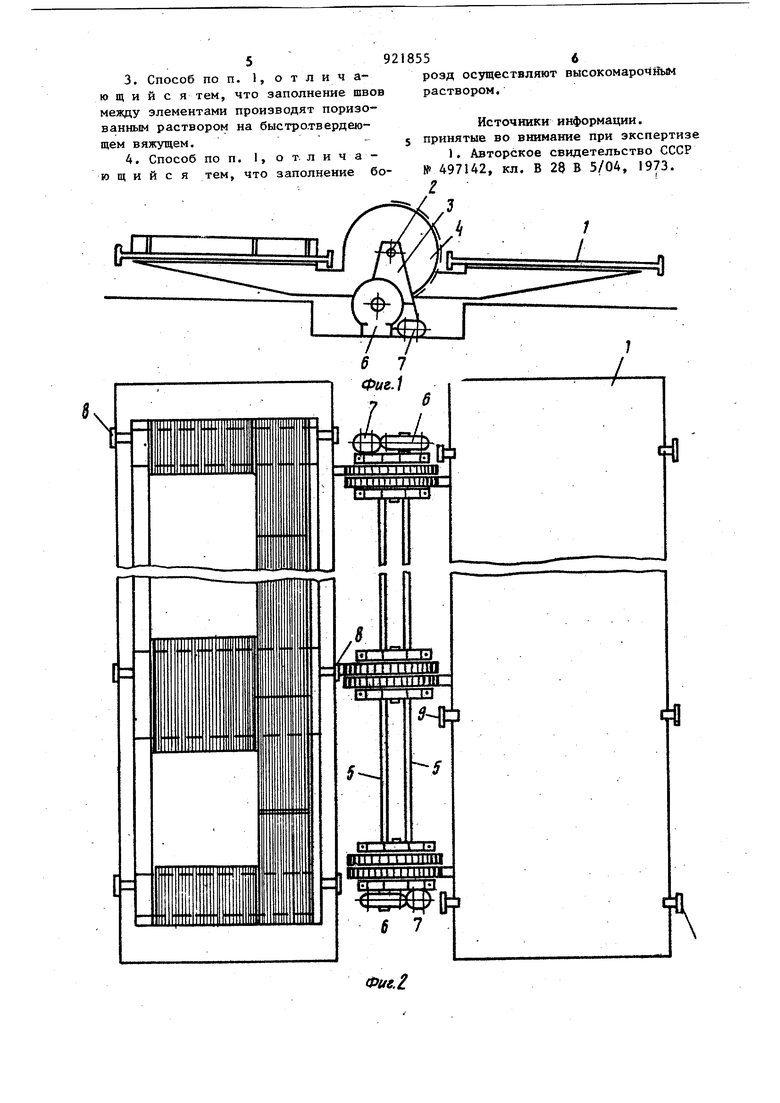
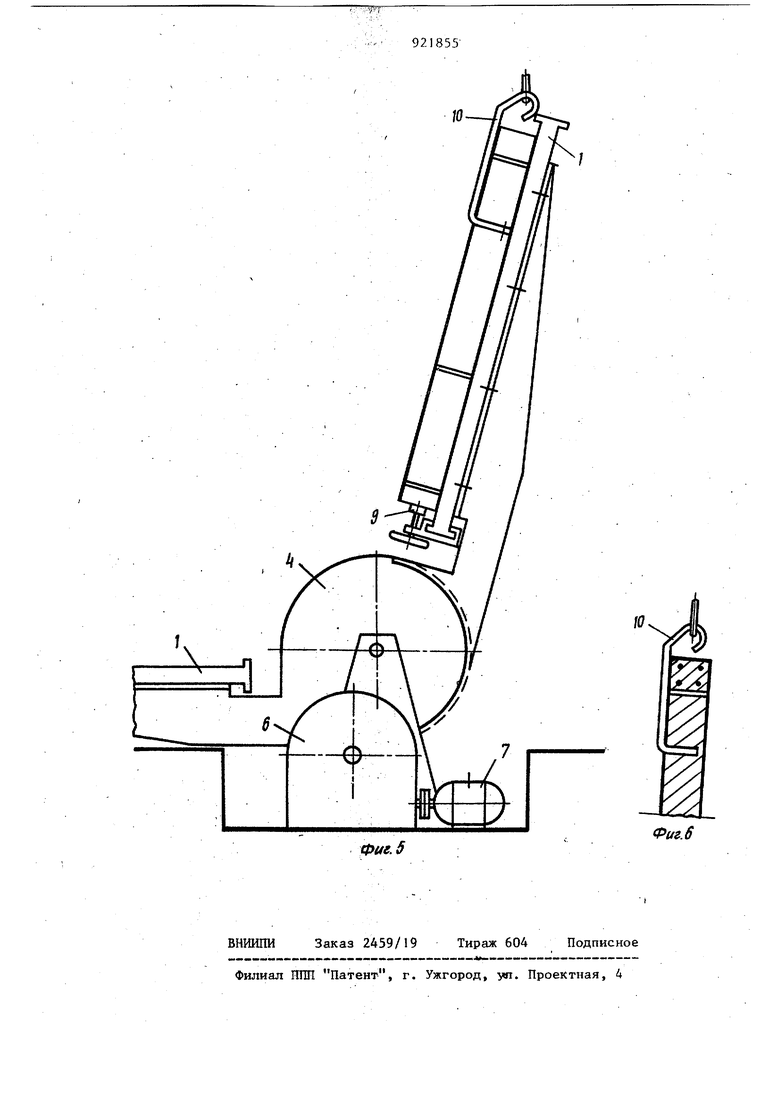
Изобретение относится к производс ву строительных материалов, в частно ти к изготовлению стеновых панелей для граз аданского, промьшшенного и : сельского строительства собираемых из отдельных блоков. Известен способ изготовления изделий из отдельных элементов, заключающийся в укладке на горизонтально расположенной форме подготовленных к сборке элементов с расклиниванием швов между ними в заливку швов раствором, установке в борозды тяжей с последующим их натяжением и кантсЛанием в вертикальное положение перед удалением 1i. Недостатком известного способа является невозможность получения изделий высокой прочности . Цель изобретения - повышение несущей способности изделия. Указанная цель достигается тем. что в способе при изготовлении.стро ительвых изделий из отдельных элементов, заключающемся в укладкёЧ на горизонтально расположенной форме подготовленных к сборке элементов с расклиниванием швов между ними, в заливке швов раствором, установке в борозды тяжей с последующим их натяжением и кантованием в вертикальное положение перед удалением, с двух сторон собранного изделия вы полняют борозды, в которые у станавливают тяжи с последуницей их заделкой раствором и натяжением тяжей. При этом выполнение борозд и установ1 а в них тяжей с заделкой: борозд раствором на другой стороне изделия осуществляют после его кантования на 180 . Заполнение швов между элементами производят поризованным раствором на быстротвердеющем,вяжущем, а запол нение борозд осуществляется высокомарочным раствором. 392 На фиг. 1-6 изображен общий вид гор 13онтальной формы в различные мом менты осутцествления способа. Форма состоит из двух пОлуформ 1, каждая,из которых имеет возможность самостоятельно вращаться вокруг оси 2. Вращение (поворот на 180) формы-стенда 3 производится с помощью электромотора 7 и зубчатой передачи, состоящей из червячного редуктора 6, шестерни, сидящей на валу 5, сопряженной с зубчатым сектором дисковой части ребра А жесткости. Количество и размещение зубча: тых з ацеплений назначается по расчету. На фиг, 1 и 3 показа 1Ы также упоры 8, фиксирующие сопрягaeMjno панель до ее кантования, и упоры -9, фиксиру ющие сопрягаемую панель после ее кантования на 180. На фиг. 5 и 6 показано положение составной панели при снятии ее со стенда сборки и строповка панели зах ватом 10 беспетлевого монтажа, Сборка панели начинается с расгг становки и выверки на левой плите стенда упоров 8 с последующей ладкой и расклинкой между ними элеме тов панели (фиг, и 2), В зазоры между расклиненными элементами панел запивается:: поризованный раствор на быстротвердеющем вякущем, например, гипсоцементнопуцуолановом. Затем на верхней плоскости панели фрезеруют борозды укладывают в них тяжи и заполняют высокомарочным раствором. На этом завершается первый этап пане ли и ее кантуют на , Сохранност собираемой панели при кантовании обеспечивается обжатием ее второй плитой стенда, которая включением пр вода переводится из правого положения в левое и накрывает собираемую панель. После кантования левая плита стен да, оказавшаяся сверху пакета отводится в исходное положение и панель подвергается второму этапу сборки с устройством борозд и установки в них тяжей с последующим напряжением этих тяжей на обеих плоскостях (фиг, 3 и 4). Заключительными операциями сборки панели являются сверление отверстий для захватов 10 беспетлевого монтажа, установка этих захватов и съем упоров 9, обжимающих панель со сторо ны перемычки. Непосредственно после этих операций панель переводится в положе-v ние, близкое квертикальному (фиг, 5), снимается краном со стенда сборки (фиг, б) и устанавливается в стенд доводки, где производятся операции по заполнению проемов и отделке панели. Через несколько дней выдержки панели на стенде доводки и на скла-. де готовых панелей газорезкой образуют тяжи и снимают натяжные устройства. Предложенный способ изготовления составных панелей из отдельных блоков ячеистого бетона позволит исклю чить калибрование граней сопряжения элементов панелей, упростить и удешевить их производство; Предложенный способ позволит также проектировать крупноразмерные составные панели стен и перекрытий из ячеистого бетона малоэтажных сельских домов, где пролеты этих конструкций, как правило, не превышают 4-2 м, При таких пролетах в плитах из ячеистого бетона, армируемых по СНиП 1 1-21-75, поперечная арматура с авится в основном из монтажных соображений , В составных панелях, изготовленных по предложенному способу , -продольная арматура фиксируется преднапряжением и поперечная монтажная арматура оказывается ненужной. Формула изобретения 1. Способ изготовления строительных изделий из отдельных элементов, заключающийся в укладке на горизонтально расположенной форме подготовленных к сборке- элементов с расклиниванием швов между ними, в заливке швов раствором, установке в борозды тяжей с последующим их натяжением и кантованием в вертикальное положение перед удалением, отличающийся тем, что, с целью повышения несущей способности изделия, с двух сторон собранного изделия выполняют борозды в которые устанавливают тяжи с последующей их заделкой раствором и натяжением тяжей , 2, Способ по п, 1,0 т л и ч а ющ и и с я тем, что. выполнение борозд и установка в них тяжей с заделкЬй борозд, раствором на другой стороне изделия осуществляют после его кантования на 180°,
Источники информации. принятые во внимание при экспертизе
I
Фиг,2.
7/
6 7
Фиг.З
